・上一文章:海尔KFR-50LWBPF型柜式变频空调器接通电源时室外机就工作
・下一文章:大众捷达怠速不稳、排气管冒黑烟
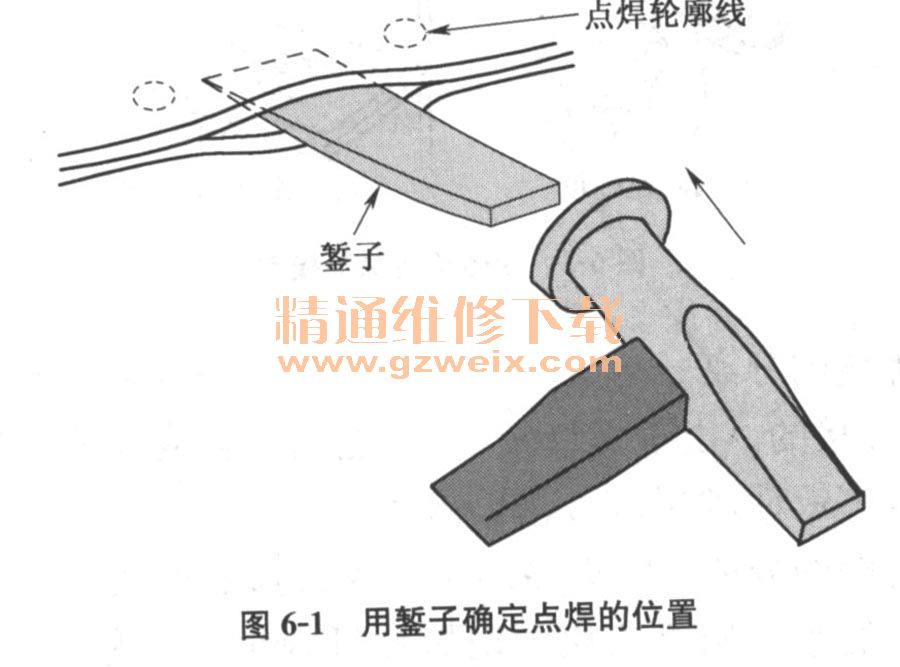
(1)确定点焊位置 为了找到点焊位置,首先要去除底漆、保护层和其他覆盖物。用氧乙炔焰(气焊)将底漆烧焦,然后用钢丝刷清除,即可显示出点焊轮廓。若清除油漆后仍无法看清点焊区域,用茎子楔入两板之间即可发现点焊轮廓,如图6-1所示。
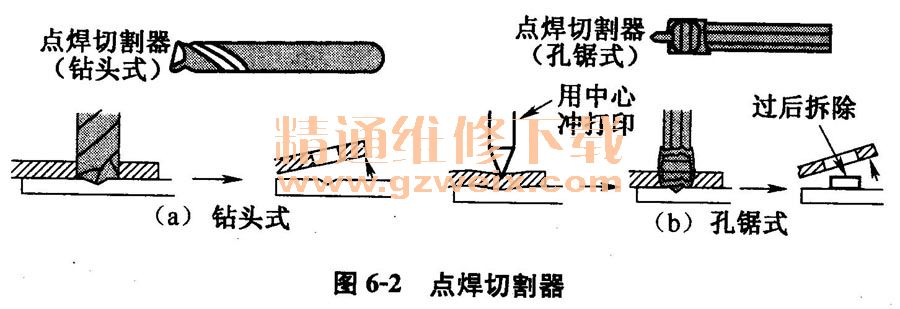
(2)焊点的分离确定点焊位置以后,可用点焊切割器钻掉焊接点。点焊切割器有两种,一种是钻头式,另一种是孔锯式,形状与使用方法如图6-2所示。无论使用哪种切割器都应注意切割深度,切勿将焊缝下面的钣件切去。
采用等离子焊炬切割器清除焊点速度快得多。这种设备有点类似乙炔焊炬(气焊枪),它可以同时在各种厚度的金属中吹洞以清除焊点。操作时,需注意保护最下二层金属板不被烧穿。
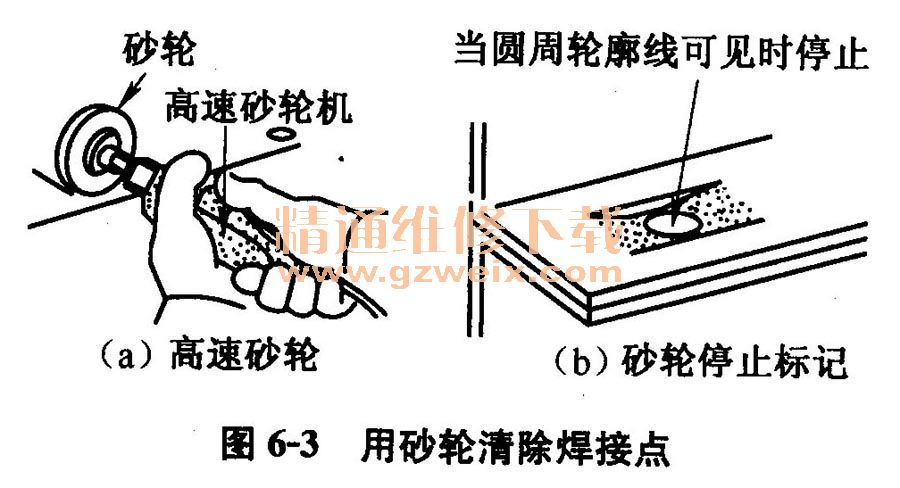
用高速砂轮也可以分离钣件焊点。对于那些钻头够不着的焊点或是柱形焊点,可采用砂轮磨削,如图6-3所示。
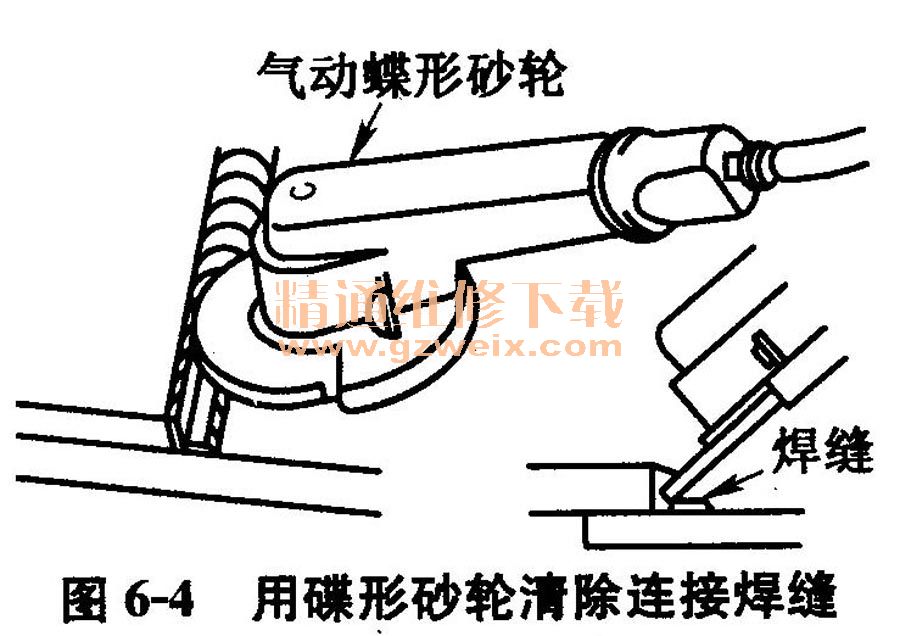
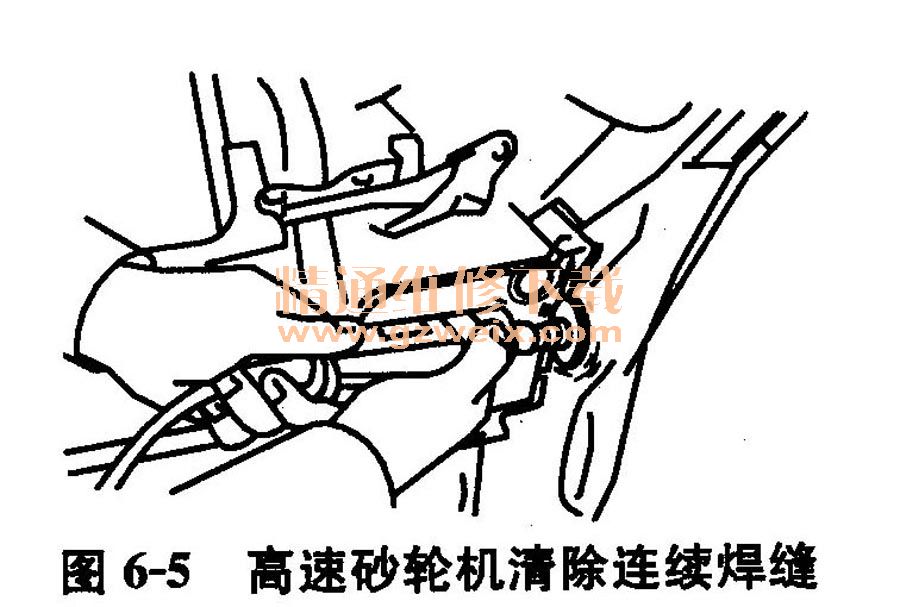
(3)焊缝的分离在某些汽车车身中,钣件是用连续的气体保护焊焊缝连接的。由于焊缝较长,只能用砂轮或高速砂轮机来清除焊缝,分离钣件,如图6-4、图6-5所示。
(4)钎焊的分离钎焊多用于外盖板边缘处或车顶与车身立柱连接处,通常是用氧乙炔焊炬熔化钎焊金属来分离钎焊区域。在用电弧钎焊的区域,由于电弧钎焊金属熔化温度比较高,可能导致下面的金属钣件被损坏,一般采用磨削分离的办法使之分离。区别普通钎焊和电弧钎焊主要根据焊缝的颜色。普通钎焊区域是黄铜色的,电弧钎焊区域是淡紫铜色的。
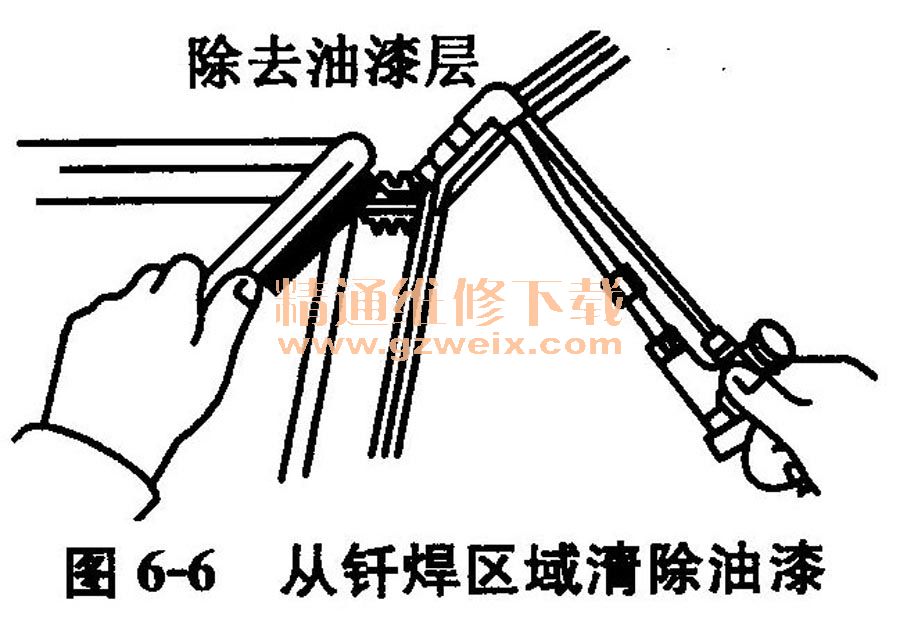
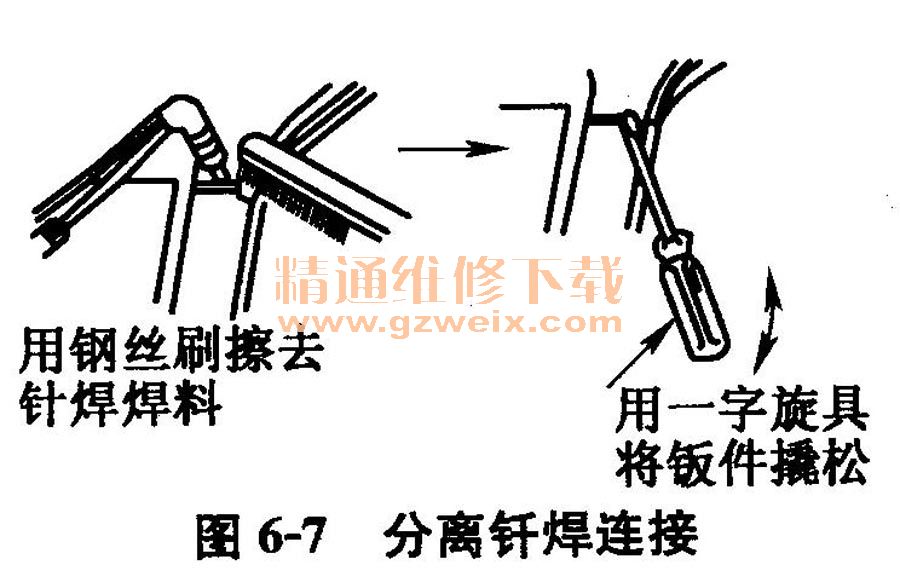
分离钎焊,首先用乙炔焊炬使油漆软化,再用钢丝刷或刮刀将油漆除去,如图6-6所示。然后,加热钎焊焊料使之熔化,快速将其清刷掉,并用錾子嵌入两金属之间,达到分离目的,如图6-7所示。
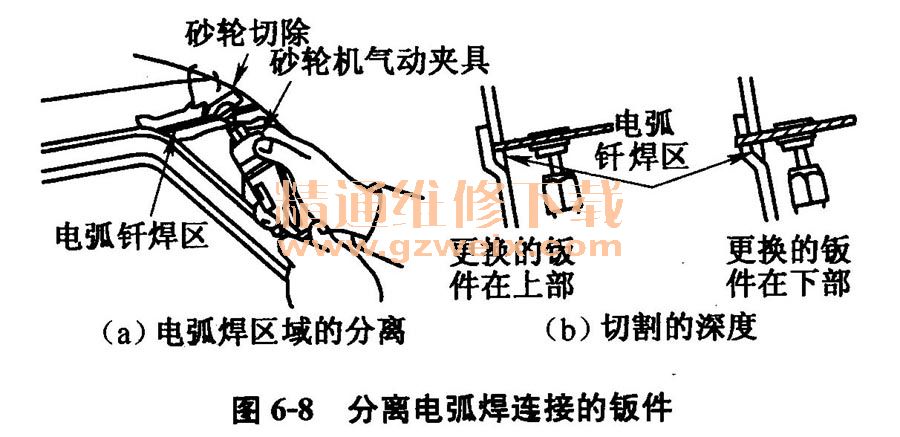
除去油漆后,发现属于电弧钎焊区,采用砂轮切除(如图6-8a所示)。若仅要更换上面的钣件,则应防止下面钣件被切到(如图6-8b所示)。磨透钎焊焊缝后,用錾子和锤子分离钣件即可。
二、钣金件的更换
(1)车门槛外板的更换
①损伤件的拆卸。
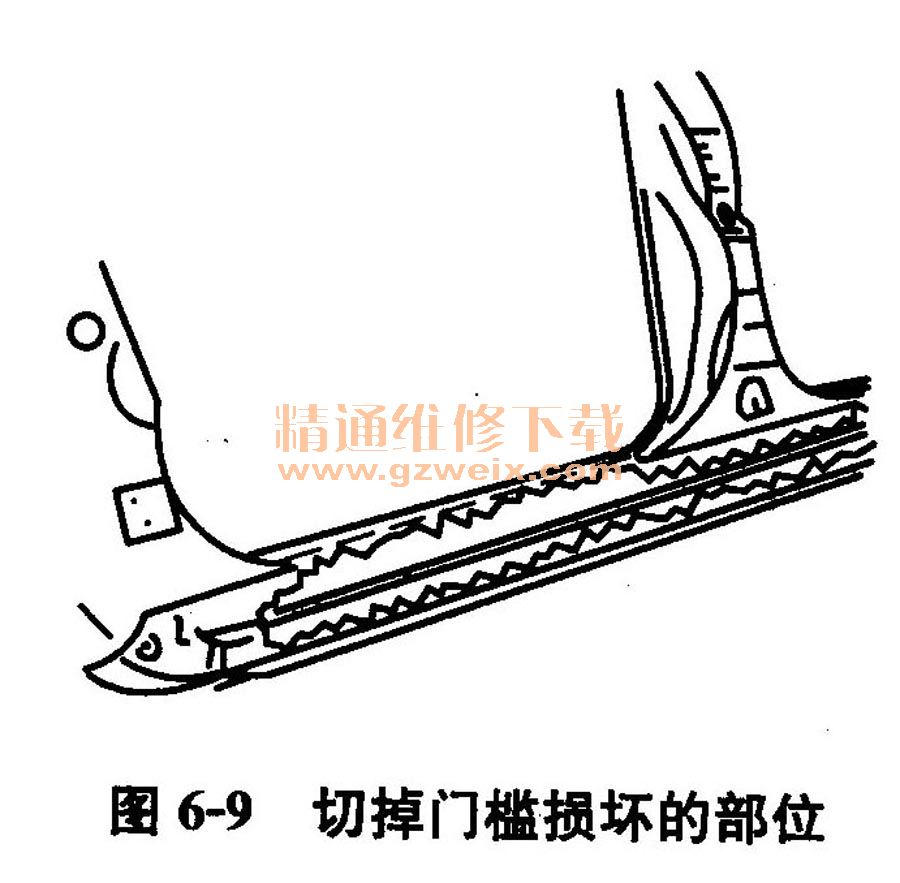
a.把损坏的部分切掉,以方便拆卸,如图6-9所示。
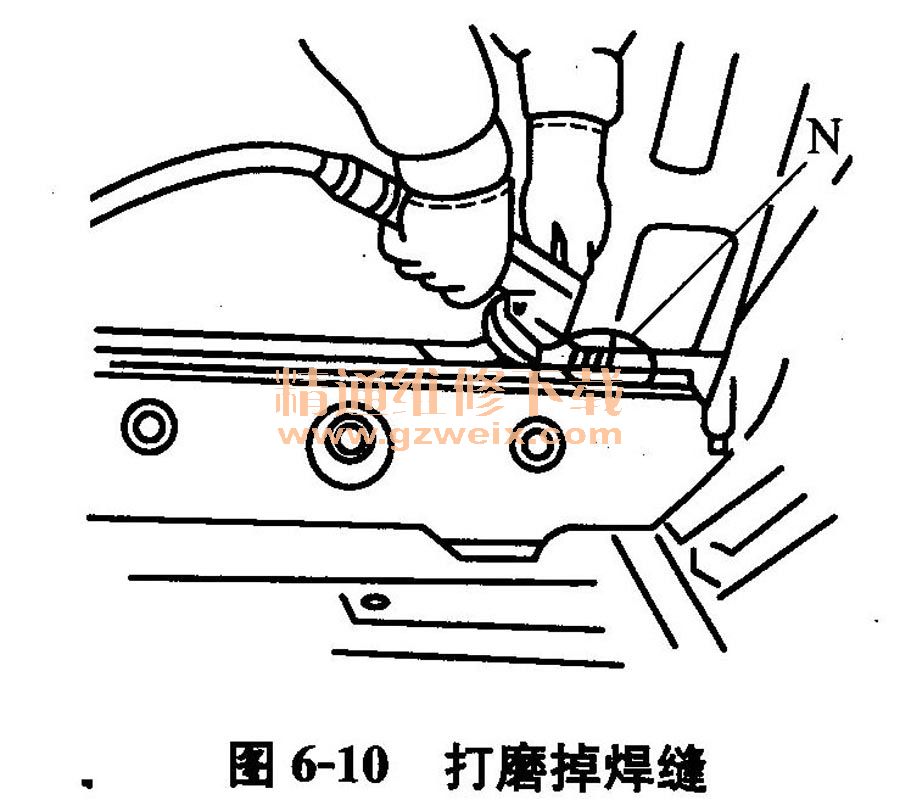
b.用气动砂轮机打磨掉图6-10中标有字母“N”处的焊缝。
C.用小型带式打磨器从内侧打磨焊接部位。也可用焊点剔除器剔除焊点。
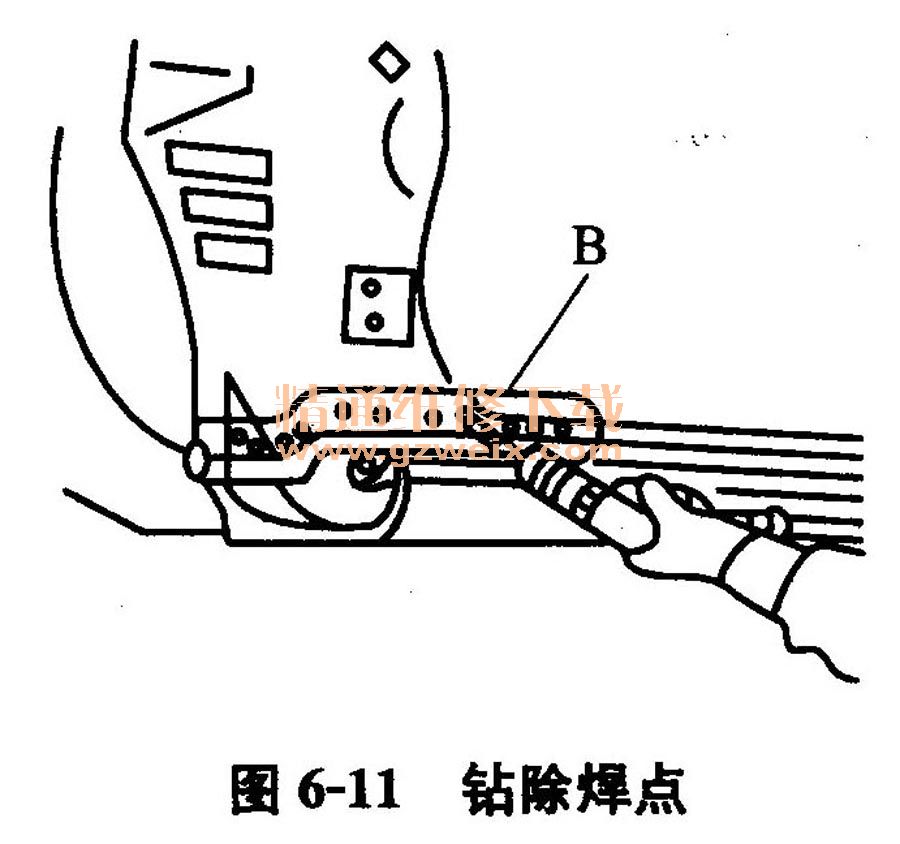
d.用电钻逐点钻除图6-11中用字母“B”标出部位的焊点,这些孔在安装新件时将用来作塞焊孔。至此即可拆下门槛外板。
②新件的安装。
a.安装新门槛板前应先做一些准备工作。首先在塞焊孔处涂上透焊防蚀涂料。
b二在后轮罩上与门槛外板的接合部位涂上密封胶。
c.在门槛接合面上涂敷适当的环氧树脂焊缝粘接剂。注意一定不要将粘接剂直接涂到塞焊孔处。
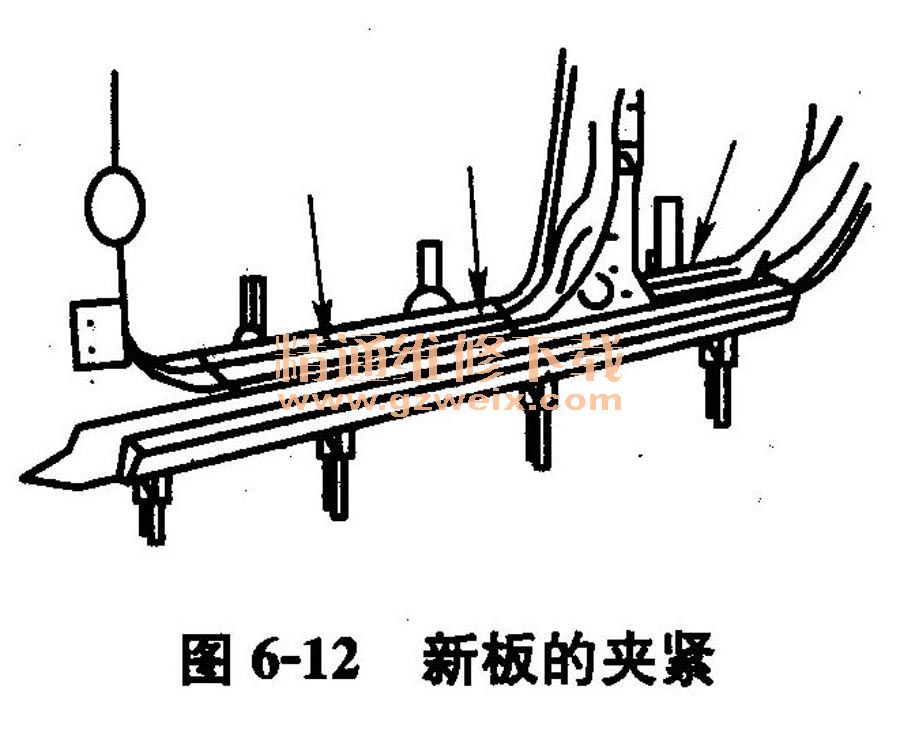
d.对好定位孔,将新板放到位,并按如图6-12所示夹紧。
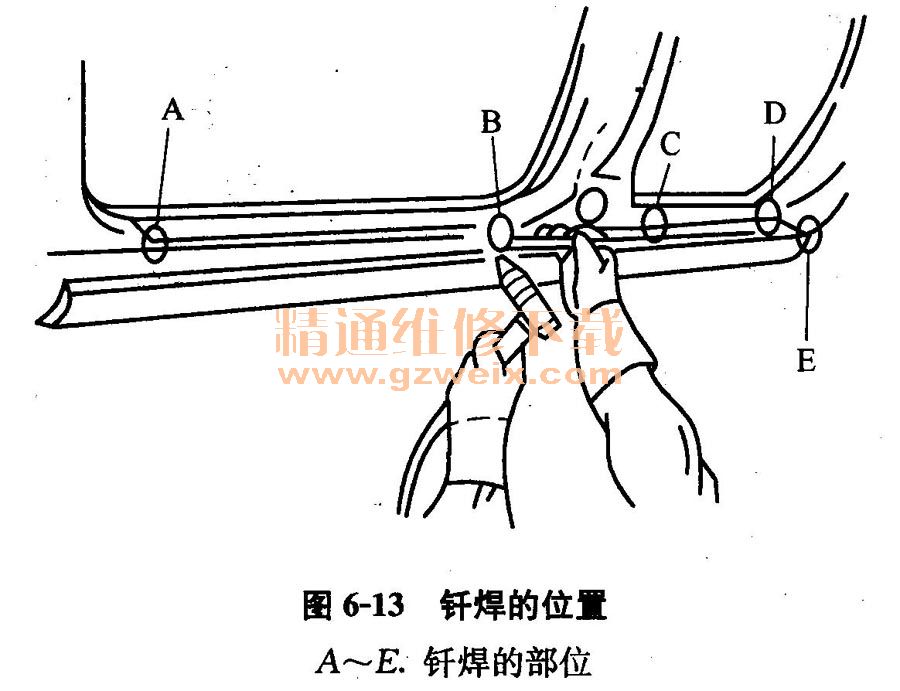
e.对图6-13中的A-E表示的部位进行钎焊,然后在孔内用熔极惰性气体保护焊进行塞焊。
f.用气动砂轮机磨平塞焊和钎焊焊迹,然后用砂纸打磨机进行打光,最后再涂上接缝密封胶。
g.按照正确的方法在新安装的门槛内表面涂防蚀剂,完成安装。
(2)轿车前翼子板内加强板总成、前横梁和散热器支座的安装
①检查前翼子板内加强板与纵梁安装面的装配标号是否一致,确认并匹配好之后用夹钳将它们夹紧。没有装配标记的零件,则放在旧零件的位置上。
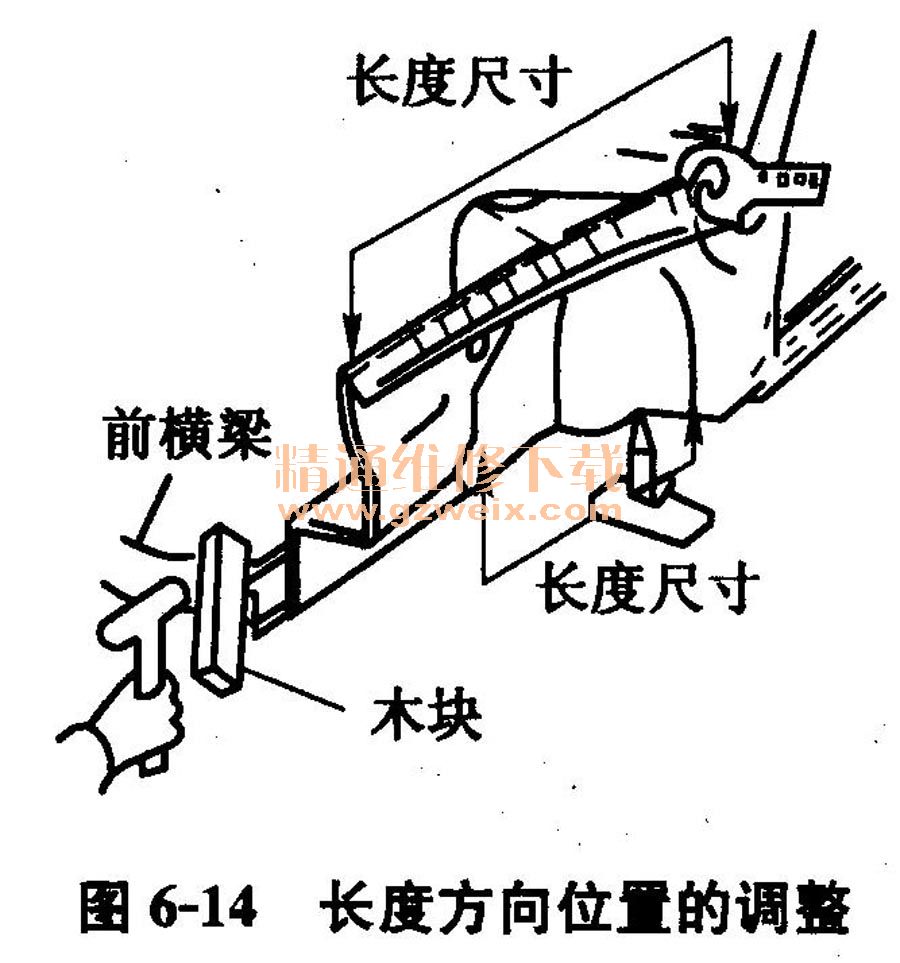
②利用杆规检测基准点间的距离来确定零件的位置,把零件定位。在一个位置用定位焊临时固定前横梁,然后垫上木块,用手锤击打木块,木块击打板件使之向必要的方向移动,调整其长度方向上的位置,如图6-14所示。
③在未焊接的板件端部划上定位线,然后钻孔,并用钢板螺钉将零件固定在一起,在内加强板部位上画一条线,但不要把它们焊接起来。
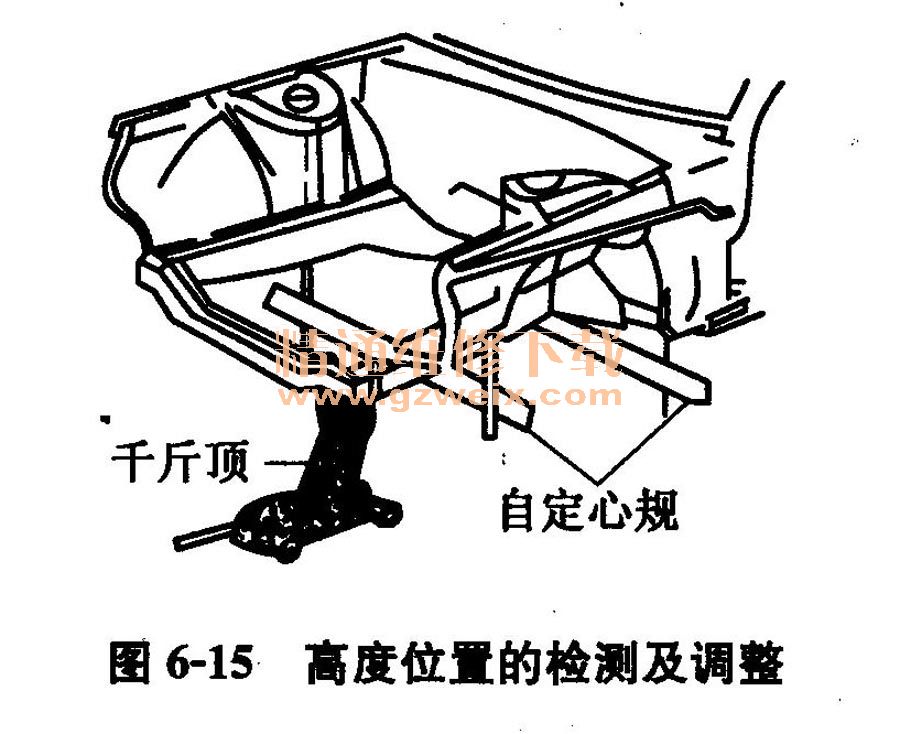
④用自定心规检测车辆两侧的新旧内加强板的相对高度,使之一致,然后用千斤顶支撑住新内加强板,以确保其高度位置不发生变化,如图6-15所示。
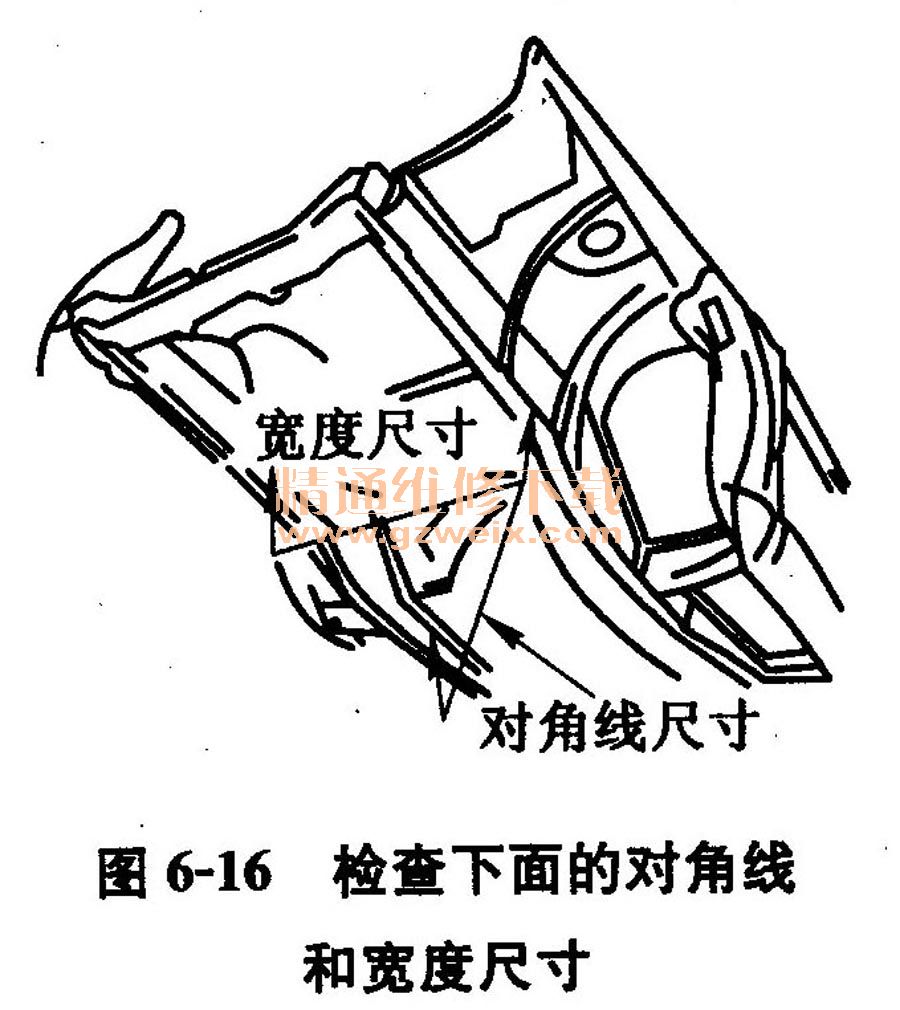
⑤测量宽度和下对角线长度,仍用千斤顶支撑住新板件,以免高度位置发生变化。然后,根据需要调整纵梁位置,得到正确的尺寸,再重新检查、确认高度尺寸,如图6-16所示。
⑥仔细确定前横梁的位置,使其左右两端均匀一致。
⑦纵梁的位置尺寸与尺寸图表中所注尺寸确认一致后将它固定。悬架横梁也可用夹具来安装。以足够数量的塞焊点把前横梁与纵梁的连接部位固定好。
⑧确保内加强板的上部尺寸不发生变化,可通过检查所画标线是否产生了移位来确认。
⑨检测翼子板后安装孔与悬架座孔或翼子板前安装孔之间的对角线长度。
⑩测量在宽度方向上悬架座和前翼子板螺栓孔之间的尺寸,然后把它们固定在一起。
如果其宽度方向上的尺寸与车身尺寸手册中所标注的尺寸不一致,则需进行微量调整,同时要注意对角线的变化。临时性安装并固定散热器下支座,如图6-17所示。

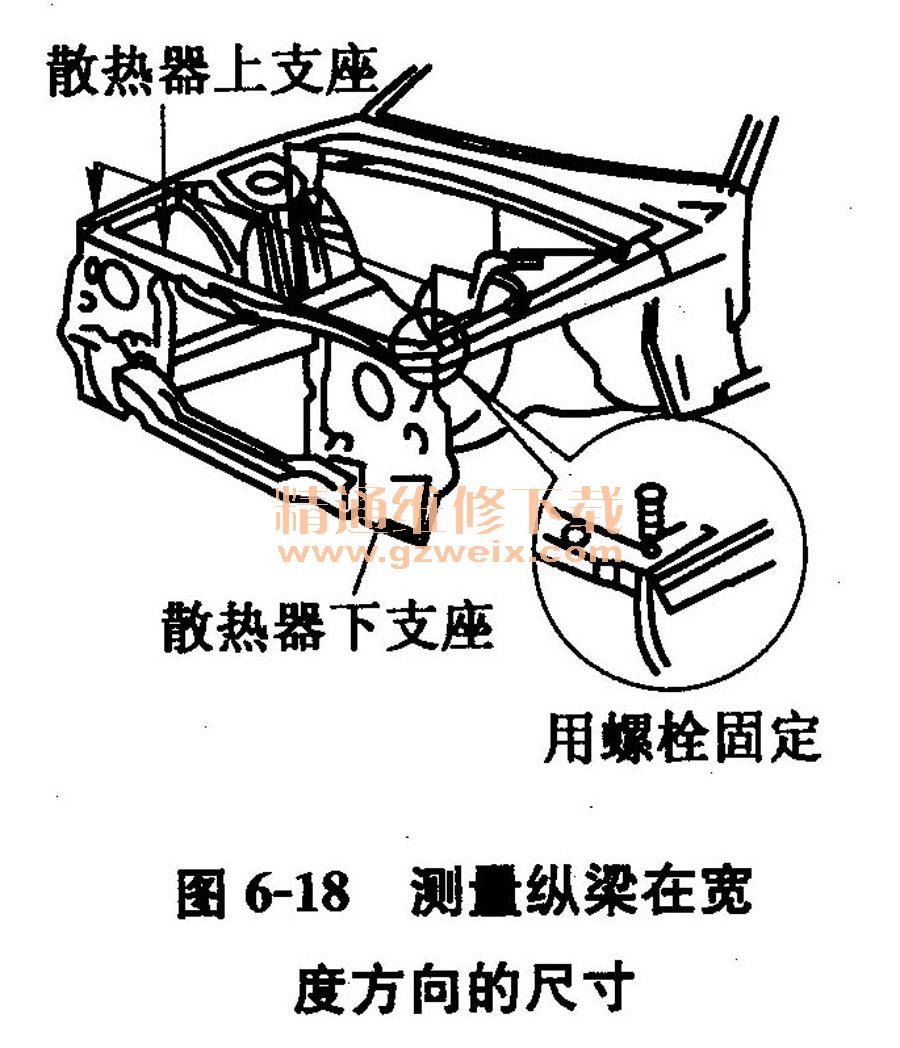
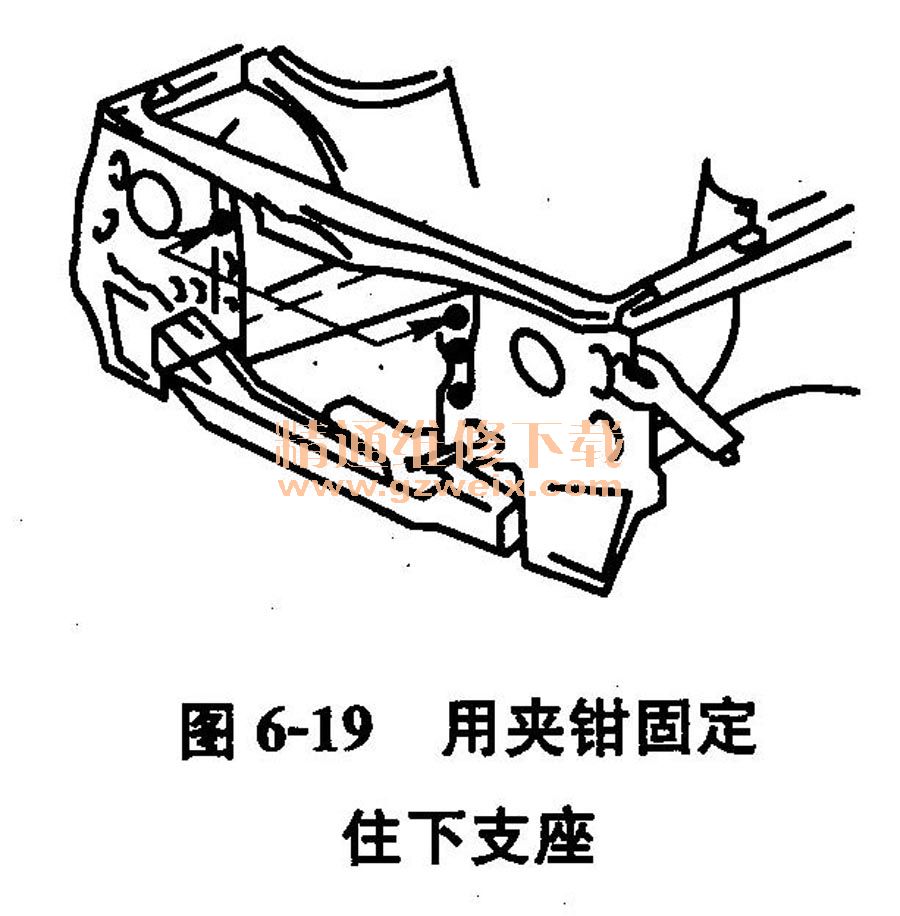
11测量纵梁在宽度方向的尺寸,如图6-18所示。将杆规调至适当尺寸,并根据需要调整内加强板。用夹钳较松地固定住下支座,如图6-19所示,然后用手轻轻拍打使其到位。
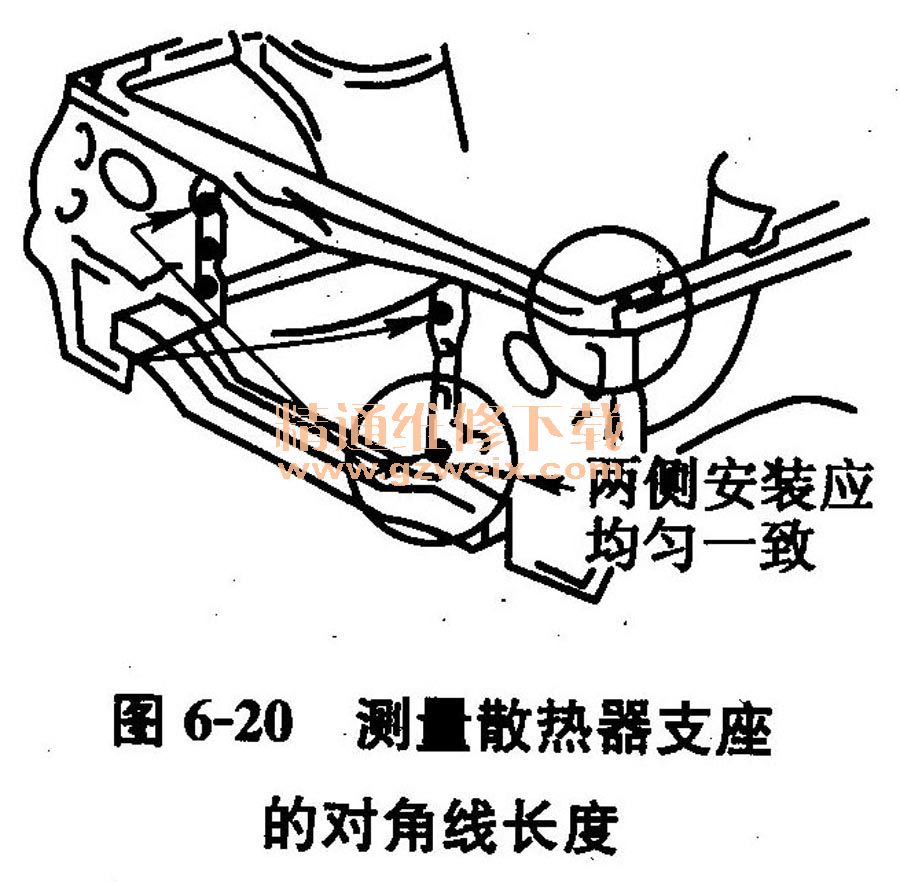
12测量散热器支座的对角线长度,确保这两个尺寸一致,如图6-20所示。
13临时性安装前翼子板,然后检查它与车门间的位置关系。如果缝隙不合适,则原因可能是内加强板或纵梁高度位置不准确。
14焊接之前再按上述方法检测一遍,再次验证所有的尺寸。
(3)车门面板的更换
①在拆卸车门之前,应检查车门铰链是否弯曲,观察车门与门洞的位置关系。查看面板的固定方式,以确定需要拆卸内部的哪些构件。拆下车门玻璃,以免在修理车门时破裂。拆卞车门,放到合适的工作场所。
②用氧乙炔焰炬和钢丝刷除掉面板边缘焊点部位的油漆,用钻和焊点剔除工具除掉焊点。
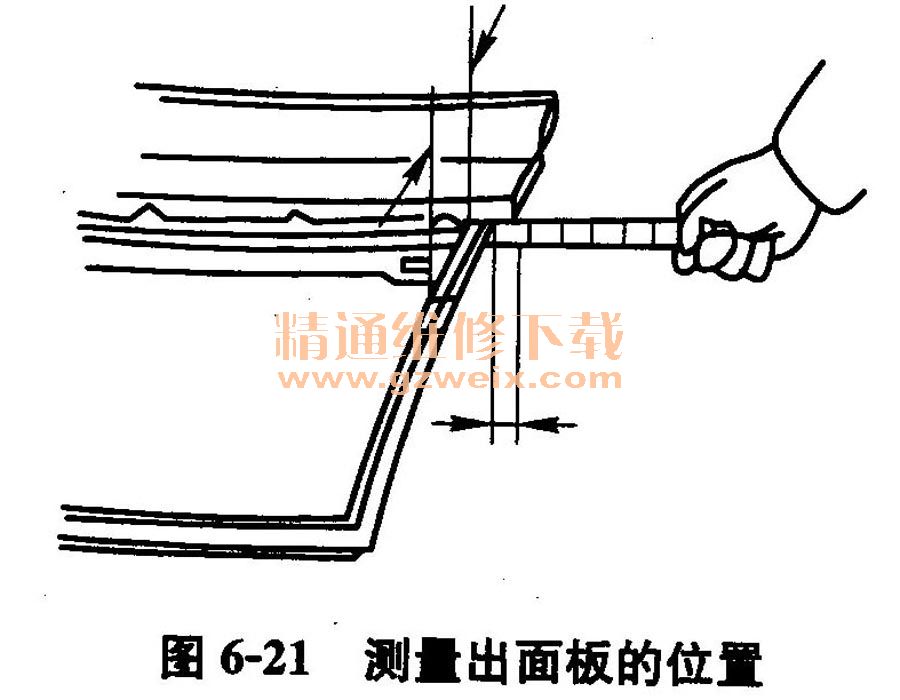
③在门框上贴上标记条,分别测出面板边缘到标记条下边线的距离和面板边缘到门框的距离,如图6-21所示。
④用等离子弧切割机或砂轮机把面板与门框之间的钎焊缝剔除。
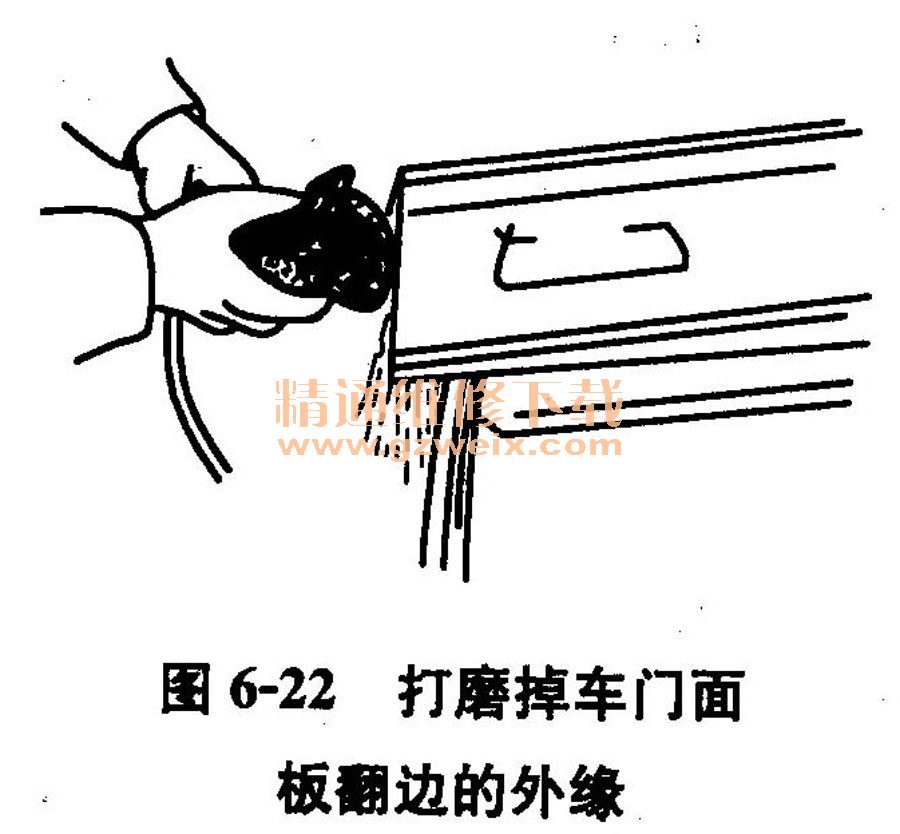
⑤打磨面板边缘的翻边,只需磨掉边缘而使其断开即可,不要打磨到门框上,如图6-22所示。不要用割炬或电凿来拆卸,以免造成门框变形或被意外割坏。
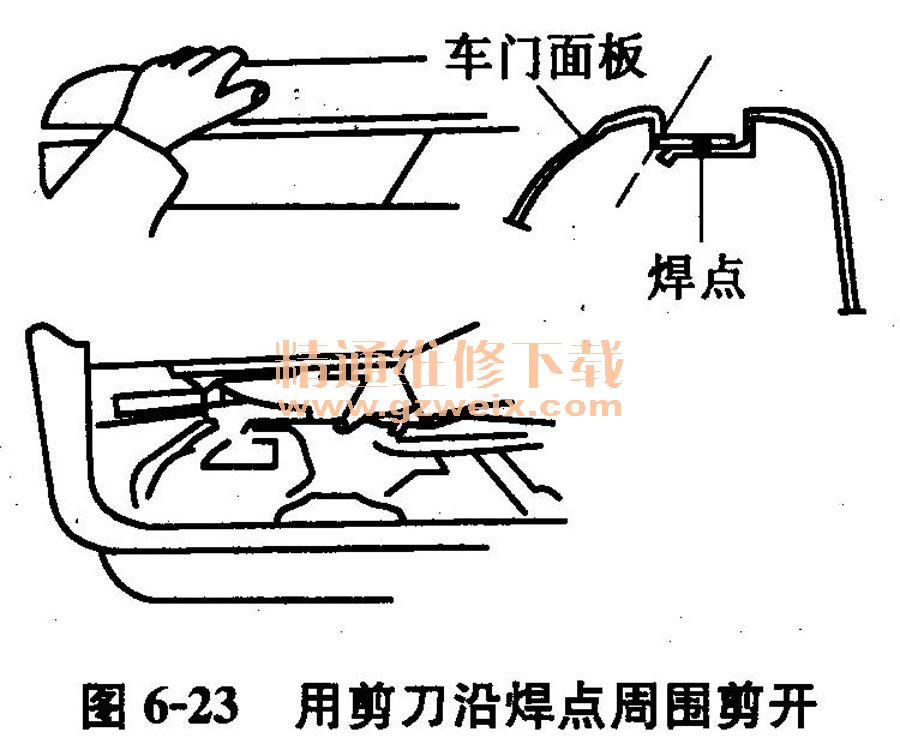
⑥用手锤和凿子把面板与门框剥离开来,用铁皮剪沿那些无法钻掉或磨掉的焊点周围把面板剪开,如图6-23所示。
⑦待面板可自由活动时,拆下面板。用钳子拆除留下的翻边,再用砂轮机打磨掉残留的焊点、钎料和锈斑。
⑧拆下面板后检查门框的损坏情况,同时对内部损伤进行修理。必要时,用手锤和砧铁修理内折边上的损伤。在焊接部图6-23用剪刀沿焊点周围剪开位涂上透焊防蚀涂料,其余裸露部位涂防锈漆。
⑨准备安装新面板。钻出或冲出塞焊用孔,用砂纸磨去焊接或钎焊部位的涂层。裸露部分应涂上透焊涂料。有些面板配有隔音板,这些隔音板必须固定到面板上。这时应先用酒精擦净面板,然后用粘接剂将它们粘接起来。在新面板背面涂上车身密封胶,应在距翻边lomm处均匀涂抹,厚度为3mm。
⑩用手锤和砧铁进行翻边,翻边时砧铁应包上布,以免划伤面板。翻边应分三步逐渐进行,注意不要使面板错位,不要出现凸起或折痕,如图6-24所示。

11边翻至30°后,用翻边钳收尾。收尾也应分三步进行,同时注意不要造成面板变形,如图6-25所示。

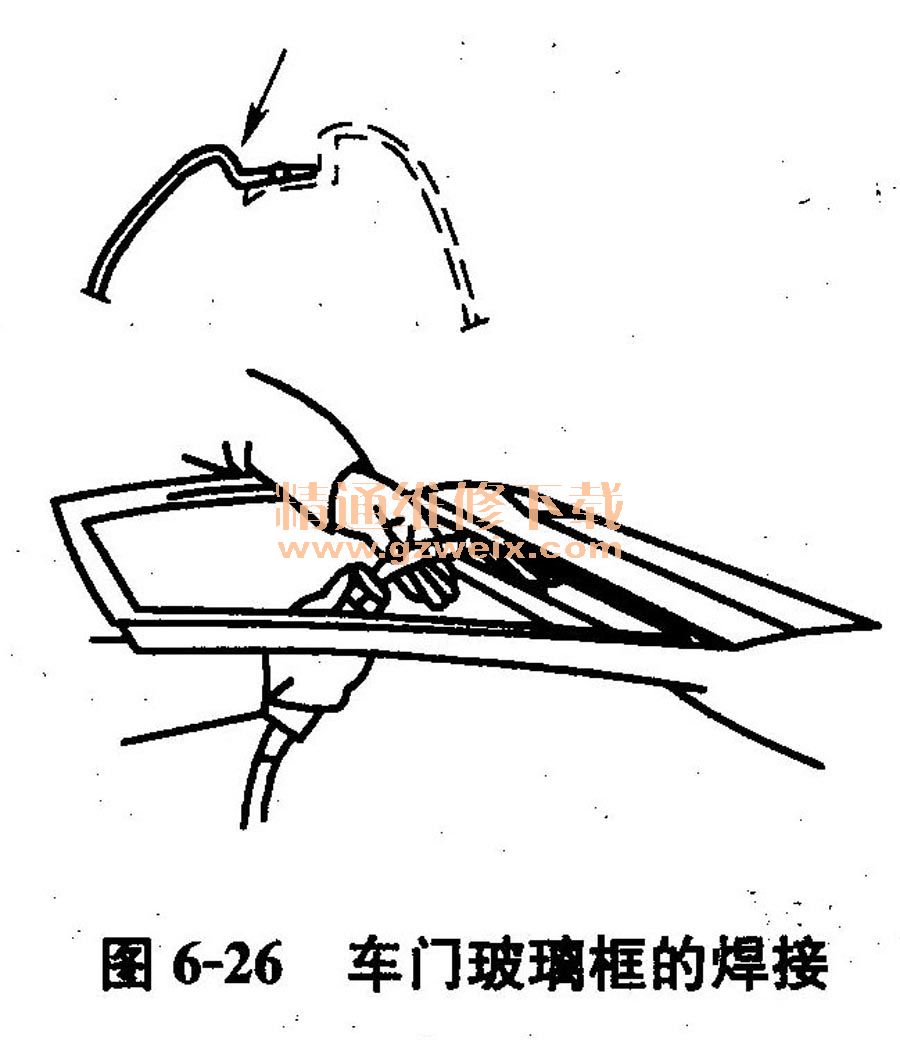
12用点焊或塞焊焊接车门玻璃框,然后再对翻边进行定位点焊,如图6-26所示。
13在翻边处涂上接缝密封胶,在焊接和钎缝部位的内侧涂上防蚀剂。在新面板上钻出用于安装嵌条和装饰条的孔。在安装任何零件前,所有的棱边都应修整好。然后将车门放入门洞内,检查定位状况,为表面修饰做好准备后,把车门装好。
14调准车门与相邻板件间的位置关系,检查其转动是否灵活。
(4)散热器框架的更换在更换散热器框架时需使用的工具:CO2气体保护焊机、风铲、点焊机、角磨机、砂光机‘车身校正架和去电焊点机。
①准备工作。
a.断开蓄电池搭铁线。
b.拆除下列零部件:大灯、散热器护栅板及饰条、发动机、发动机舱罩杆、发动机撑杆支架、发动机下锁头、发动机拉索(拆离原处)、散热器、冷凝器、喇叭、前保险杠、前翼子板、线束(拆离原处)。
②拆下散热器框架。
a.去除散热器框架与车身接合处的密封剂/填充剂。
b.钻开下列接合处的点焊点:
·散热器框架中间支架与散热器下横梁接合处。
·大灯底板与前部纵梁前前轮罩接合处。
·散热器上板与前轮罩接合处。
c.拆下散热器框架。
③切割区域处理。
a. 用钢丝钳修去残余角板,清除毛口。
b.在焊接后无法接触到的部位涂上冷锌漆。
④准备新件。
a.油漆新件内侧。
b.磨光接合面。
c.在焊接后无法接触的部位涂上冷锌漆。
⑤焊上散热器框架。
a.将散热器框架用压力钳固定于车身上,核实下面的结构尺寸应符合标准值:
·散热器框架上板最右侧安装孔中心至刮水器左侧转动柱安装孔中心尺寸。
·散热器框架上板最左侧安装孔中心至右轮罩减振器安装孔中心尺寸。
·左右前纵梁前端两中心之间距离(前端宽度)。
·左前纵梁前端至左轮罩后端螺孔水平距离。
b.点焊下列接合处:
·大灯底板与车身前纵梁及前轮罩接合处。
·散热器框架上横梁与拉轮罩接合处。
·散热器框架中间支架与散热器框架下横梁接合处。
⑥结束工作。
a.用钢丝刷清除全部沓接部位。
b.在修理过的部位打底漆并更换密封剂/填充剂。
c.油漆散热器框架并涂上防锈剂。
d.最后重新安装拆下的部件。
(5)后围板的更换在更换后围板时需使用的工具:点焊机、CO2气体保护焊饥、角磨机、砂光机、风铲及车身锯。
①准备工作。
a.断开蓄电池搭铁线。
b.拆下后保险杠、尾灯、行李箱锁扣、行李箱侧部隔声垫、行李箱底部隔声垫、行李箱盖附件、尾灯线束。
②拆下后围板。
a.去除连接区密封剂/填充剂。
b.钻开下列连接处焊点:
·后围板与后翼子板的连接处(尾灯罩)
·后围板与后翼子板在行李箱内部的连接处
·后围板与后地板、后纵梁及后翼子板连接处,围板。
③切焊区域处理。
a.用钢丝钳修去残余板角,清除毛口,准备焊接。
b.在焊接后不能再触及的部位涂一薄层冷锌漆。
④准备新件。
a.油漆新件内表面。
b.去除后围板与车身连接区的油漆。
c.在焊接后不能再触及的部位涂一薄层冷锌漆。
⑤焊上新后围板。然后拆下后
a.用压力钳将后围板固定在合适位置,核实下面的结构尺寸应符合标准值:
·左后门C柱下部拐点处至左后灯安装处尺寸。
·后围板下板两方孔中心距离。
·左、右后翼子板之间距离。
·行李箱锁处至后风窗下横梁距离。
b.按下面的顺序焊上后围板*
·点焊后围板与后地板、后纵梁、后翼子板连接处。
·点焊后围板与后翼子板在行李箱内部分的连接处。
·点焊后围板与后翼子板在尾灯底板处的连接处。
⑥结束工作。
a.清理焊点。
b.修理过的部位更换密封剂/填充剂。
c.油漆后围外板,涂防锈剂。
d.最后安装已拆下的零部件。
(6)后翼子板的更换
在更换时需使用的工具:点焊机、CO2气体保护焊机、角磨机、砂光机、风铲及车身锯。
①准备工作。
a.断开蓄电池搭铁线。
b.拆卸下列零件:后保险杠、后行李箱盖、后行李箱衬里、后座椅、后车门、后柱上下饰板、后座保险杠、后盖铰链、后门饰件、尾灯、地板隔声垫、燃油箱与加油口(如果更换右翼子板)、后门锁销、后部线束、后轮。
②拆下后翼子板。
a.去除连接区密封剂/填充剂。
b.钻开下列连接处焊点:
·后翼子板外板与内板在燃油箱加油口处连接处。
·后翼子板(外板)与内外门槛连接处。
·后翼子板与后轮壳及连接板连接处。
·后翼子板与后围板连接处。
·后翼子板与后围板在行李箱内部分连接处。
·后翼子板与尾灯底板连接处。
·后翼子板与行李箱盖边缘及顶框外侧板连接处。
·后翼子板与顶框外侧板连接处。
c.拆下后翼子板。
③切焊区域处理。
a.用钢丝钳修去残余板角,清除毛口。
b.在焊接后不能再触及的部位涂一薄层冷锌漆。
④准备新件。
a.去除将焊接连接处的油漆。
b.在焊接后不能再触及的部位涂一薄层冷锌漆。
⑤焊上新后翼子板。
a.将后翼子板用压力钳固定于车身,核实下面的结构尺寸应符合标准值:
·左、右后翼子板之间距离。
·行李箱锁处至后风窗下横梁距离。
·左后门水平最大宽度。
·左后门C柱下部拐点处至左后灯安装处距离。
·左后门高度。
b.按照下面的顺序焊上后翼子板:
·点焊后翼子板与内外门槛连接处;
·点焊后翼子板与后轮罩及连接板连接处;
·点焊后翼子板与后围板连接处;
·点焊后翼子板与后围板在行李舱内部分连接处;
·点焊后翼子板与尾灯底板连接处;
·点焊后翼子板与行李舱盖边缘及顶框外侧板连接处;
·点焊后翼子板与顶框外侧板连接处;
·点焊后翼子板与内板连接处(燃油箱加油口)。
⑥结束工作
a.用钢丝刷清理焊缝与焊点,按照油漆要求处理表面。
b.修理过的部位更换密封剂/填充剂。
c.油漆后翼子板,涂防锈剂。
d.最后安装已拆下零部件。
三、钣金件的调整
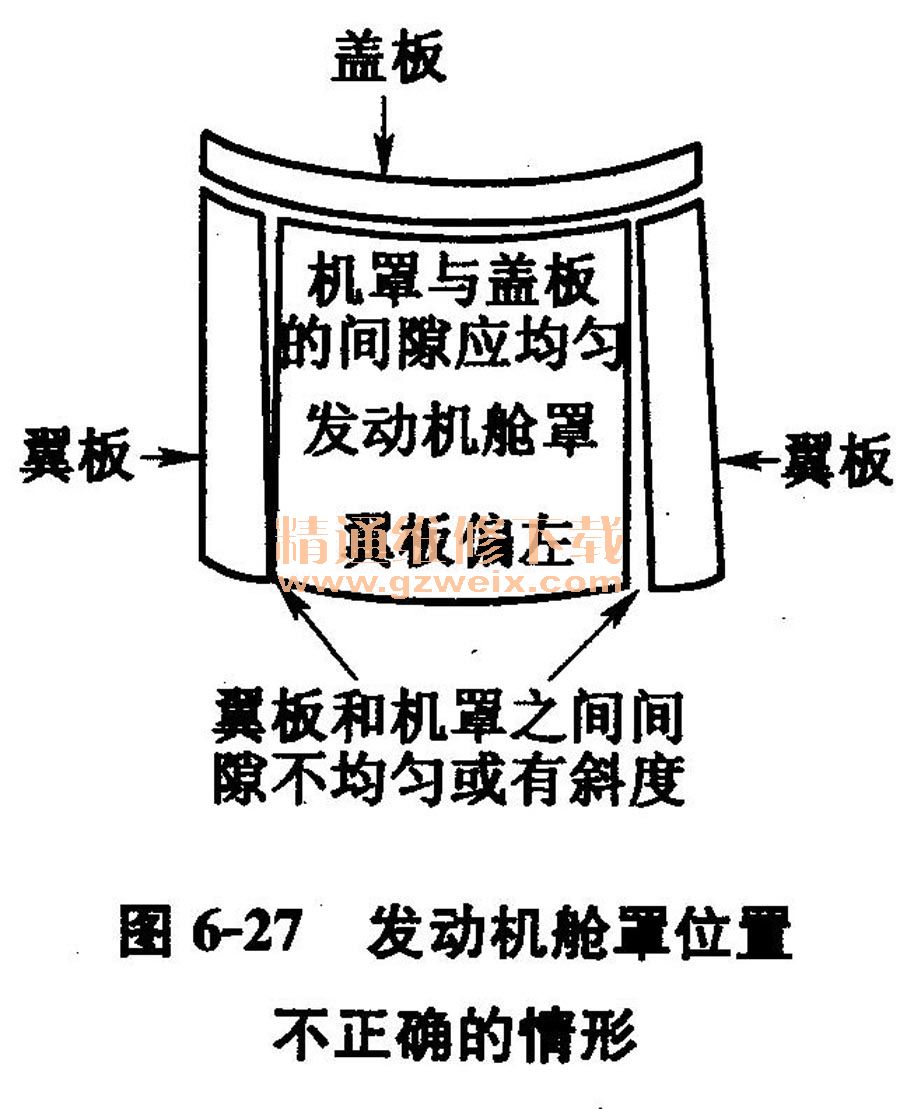
(1)发动机舱罩的调整如图6-27所示,当出现图中的情形时,说明发动机舱罩的位置需要进行调整。
发动机舱罩的位置是通过铰链、可调定位器和发动机舱罩的挂钩来调节发动机舱罩的后部连接在一对铰链上,这对铰链一侧通过螺栓固定在盖板上。这样,机罩即可上下转动。由于铰链上的连接孔是槽形的,允许在松开螺栓时,罩板作前后或上下的移动,待位置移动合适之后,再拧紧螺栓,以达到调节的目的。
实际操作时,调整的方法如下:
①发动机舱罩与翼子板及前围之间的调整。首先调整发动机舱罩的前后位置。稍松开固定发动机舱罩与铰链的螺栓,再扣上发动机舱罩。将其位置调整后,轻轻揭开罩,开到合适位置时,让他人将螺栓紧固。发动机舱罩的前缘必须与翼子板前缘对齐,同时其后缘与前围之间保留足够的缝隙,以避免开启时相互干扰。
②发动机舱罩高度的调整。首先稍微松开铰链与翼子板及前围连接处的螺栓,然后轻轻盖上发动机舱罩,根据情况将它的后缘抬起或压下。当它的后部与相邻的翼子板前围高度一致时,再轻轻揭开,将螺栓紧固。
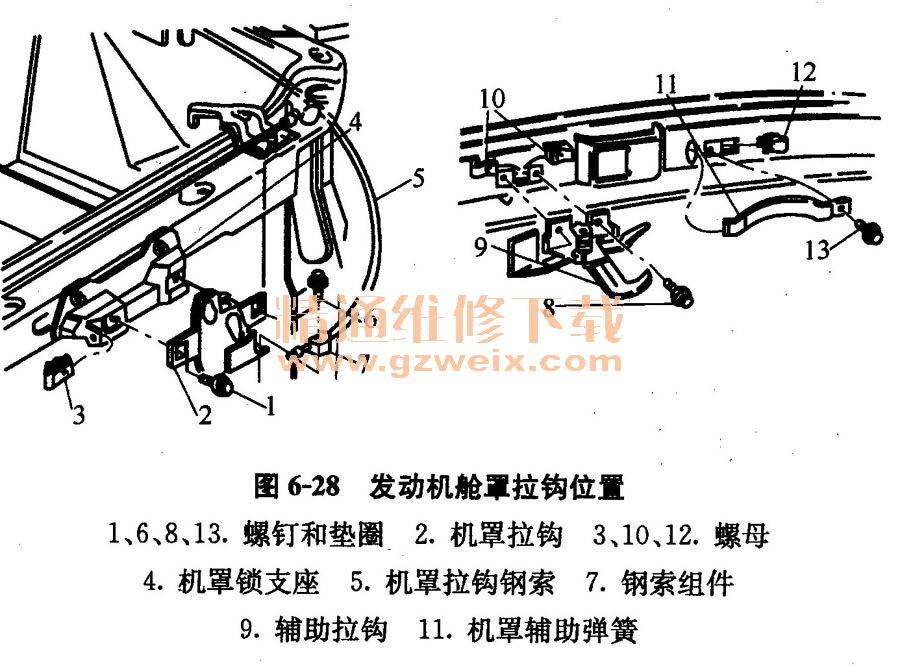
③调节发动机舱罩拉钩的对中位置。拉钩的位置恰好在前端的中心位置,如图6-28所示。
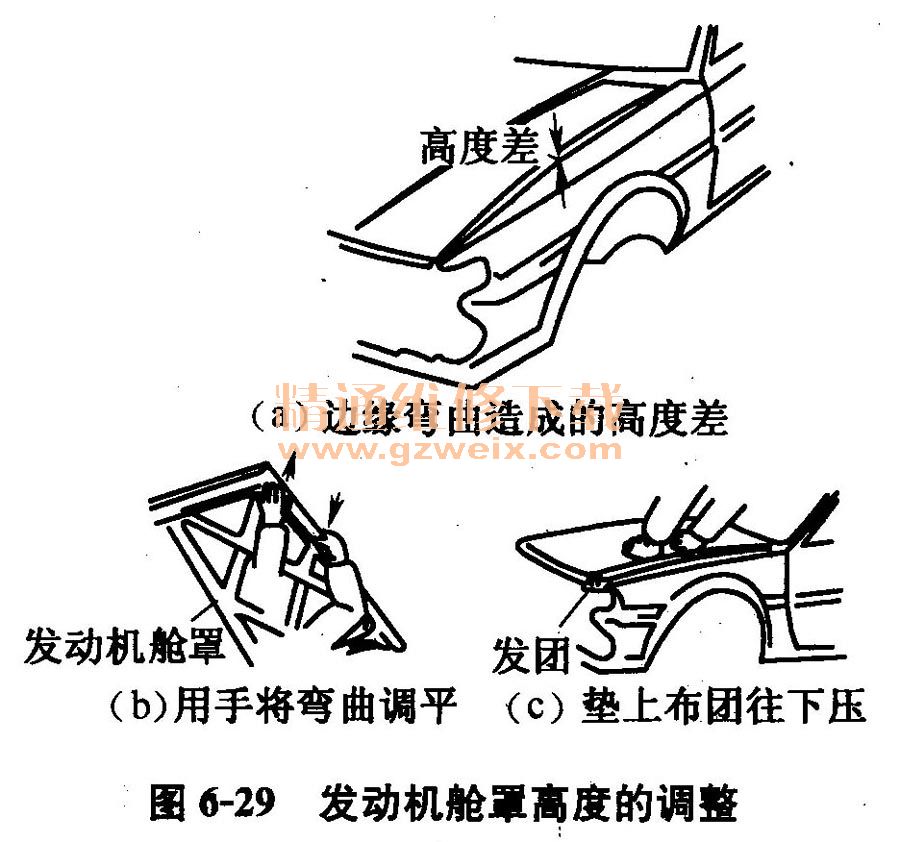
④换装新发动机舱罩的调整。对于新换装的发动机舱罩,容易出现图6-29a所示的现象。对此,仅仅通过对铰链等的简单调整不能将发动机舱罩的变形消除,而需要调整发动机舱罩边缘的曲线。可参照图6-29b所示的方法,用手搬动拱曲部位使其复位;也可参照图6-29c所示的方法,在前端垫上布团,然后用手掌轻轻压下拱曲部位,使其与翼子板边缘高度一致。
(2)后备箱盖和翼子板的调整
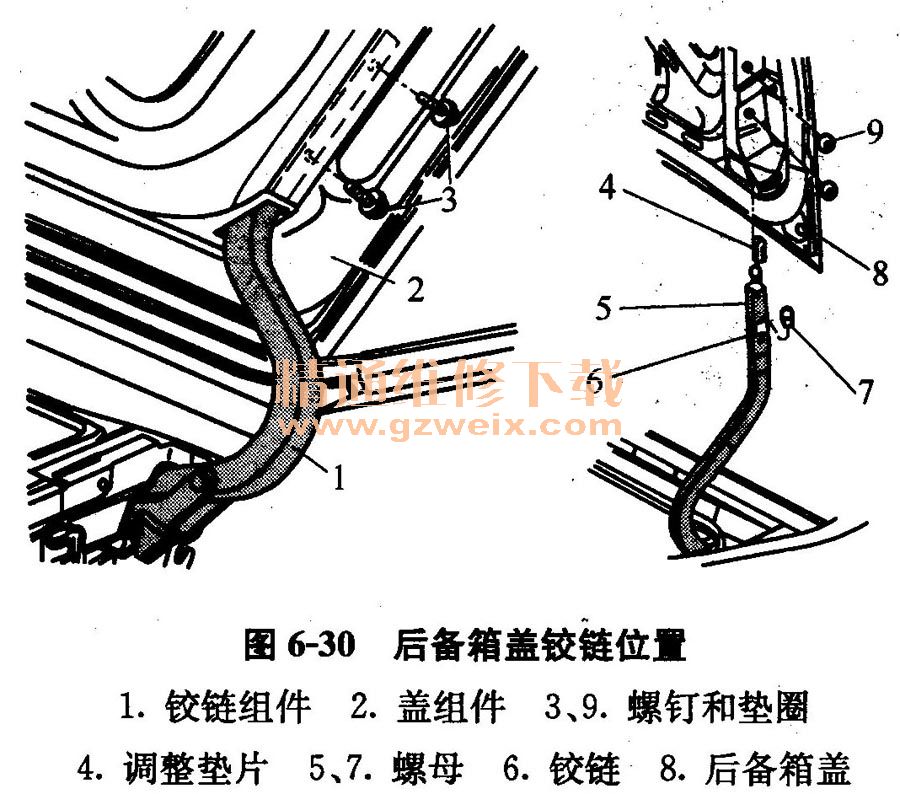
①后备箱盖的调整。如图6-30所示,后备箱盖与发动机舱罩极为相似,也是以两个铰链连接到后部车身板上的(图中所示为后备箱盖已向上开启的状况)。铰链的连接板上的孔是槽型的,便于松开螺栓后,作适当的位置调整。为了密封性能良好,后备箱盖必须有密封装置。
后备箱盖调整方法如下:
a.在调整后备箱盖时,先松开铰链连接板上的螺栓。
b.左右或前后移动后备箱盖,使螺栓在槽型孔中改变位置,这样就将后备箱盖进行适当的位置调整。
c.调整过程中,后备箱盖与毗邻钣件的间隙应尽量均匀一致。
d.调节好后备箱盖位置后,再将铰链连接板上的螺栓锁紧。
②翼子板的调整。翼子板是用螺栓连接到散热器支架、发动机舱内部防护钣件以及门后和汽车底部的盖板上,松开这些螺栓,即可调节翼子板前后、左右位置。
(3)车门的调整车门必须与门框配合。车门通过铰链悬挂在门框上,且与车身面板对齐。调节车门时,一般应从后门开始。由于后顶侧板是不能移动的,只能将后门调节到与后顶侧板轮廓线相一致。后门调好之后,再以后门为基础调节前门。
调节车门的方法是将门铰链连接螺栓松开,视需要移动门板到适当位置,然后再紧固螺栓。
门铰链连接板上的孔径均比螺栓直径大一些,松开螺栓后,车门是可以作适量移动的。
门的调节步骤如下:
①根据门与门框偏离的情况,确定调节方向,并由此判断松开铰链上哪个螺栓。
②松开螺栓后,用撬棍或千斤顶移动车门。
③移动车门到所需位置,将螺栓固定,检查门与门框配合位置是否理想。否则应重新调整,直至合适为止。
④移动车门的撞板螺栓,并检查车门相对于门框位置,确保车门关闭可靠。
⑤车门的调节有时还要考虑向里或向外调节,以保持车门与车身面板相平齐。车门上必须使用密封条以保持良好的密封性能,如果车门不能将密封条压紧在门框上,行驶时将产生明显的噪声。这需要对车门做内、外移动来调节,这是一件十分细致的操作。
a.如只将上部的铰链松开将门向外移一点,则必使车门相对的底角向内移动。
b.如底部在下铰链处移进,则上角必然移出。
c.门的两个铰链同时移进或移出,仅会影响到门的前部。
d.调节时需要通盘考虑,使门的前边的凸缘上比后边稍微向里一点,有助于控制因风而产生的噪声。
上一页 [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] 下一页





