・上一文章:海尔KFR-50LWBPF型柜式变频空调器接通电源时室外机就工作
・下一文章:大众捷达怠速不稳、排气管冒黑烟
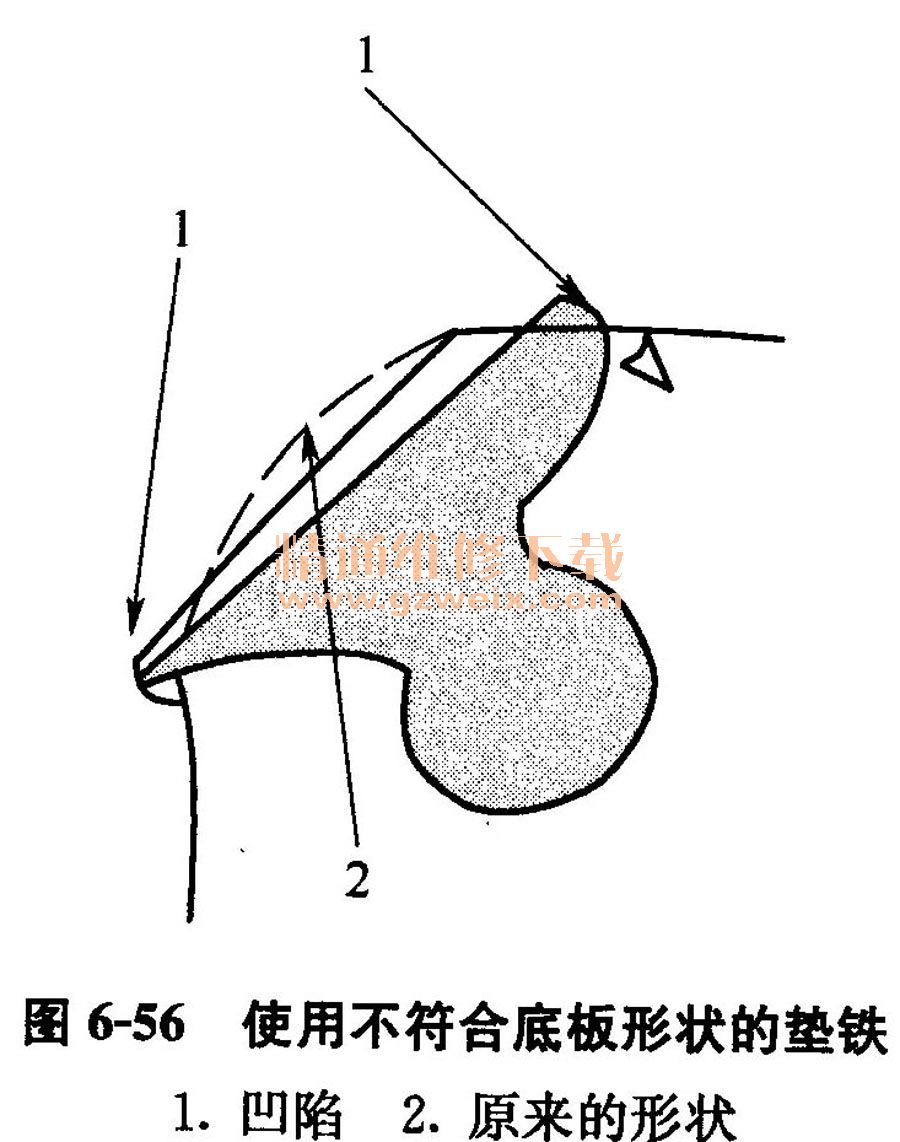
垫铁的形状要与曲面的曲率相一致,否则,将会产生严重的后果,使金属板的损坏更严重。图6-56所示为使用不符合底板形状的垫铁。
(2)局部凹陷的整形图6-57为凹陷修整的示意图。与凸起的修整不同的是捶击点不在垫铁顶面上方,而是在蒙皮的凸起部位。将垫铁贴紧最低处,用铁锤敲击附近凸起处即可。
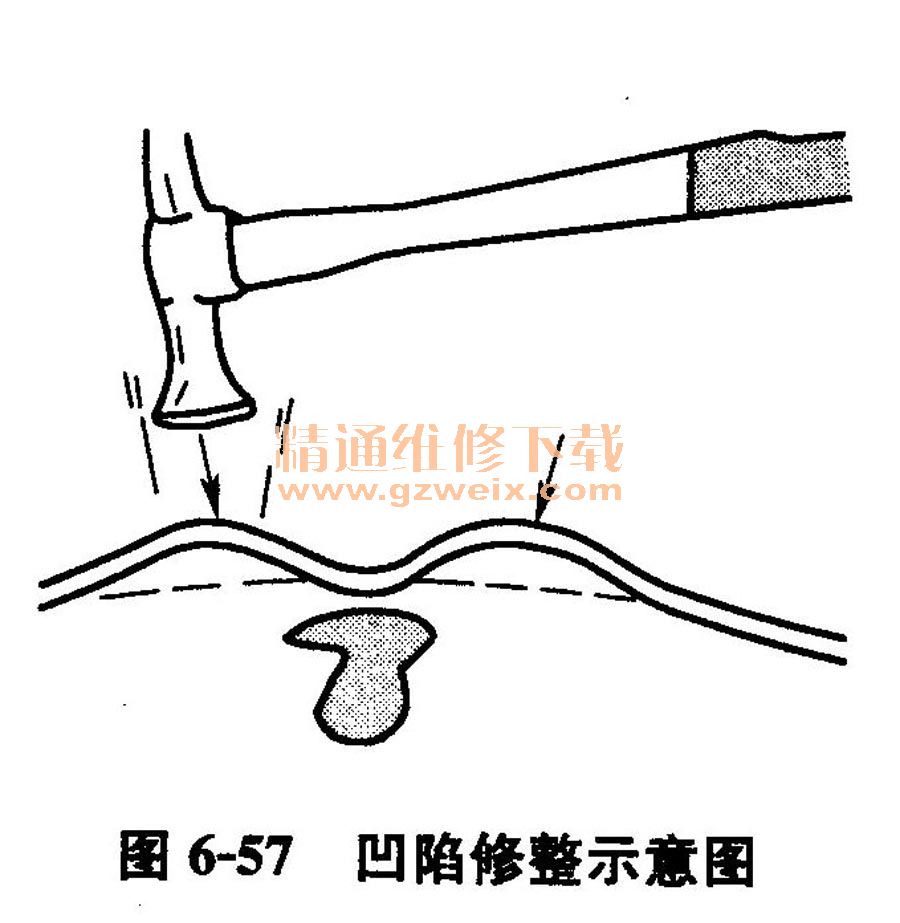
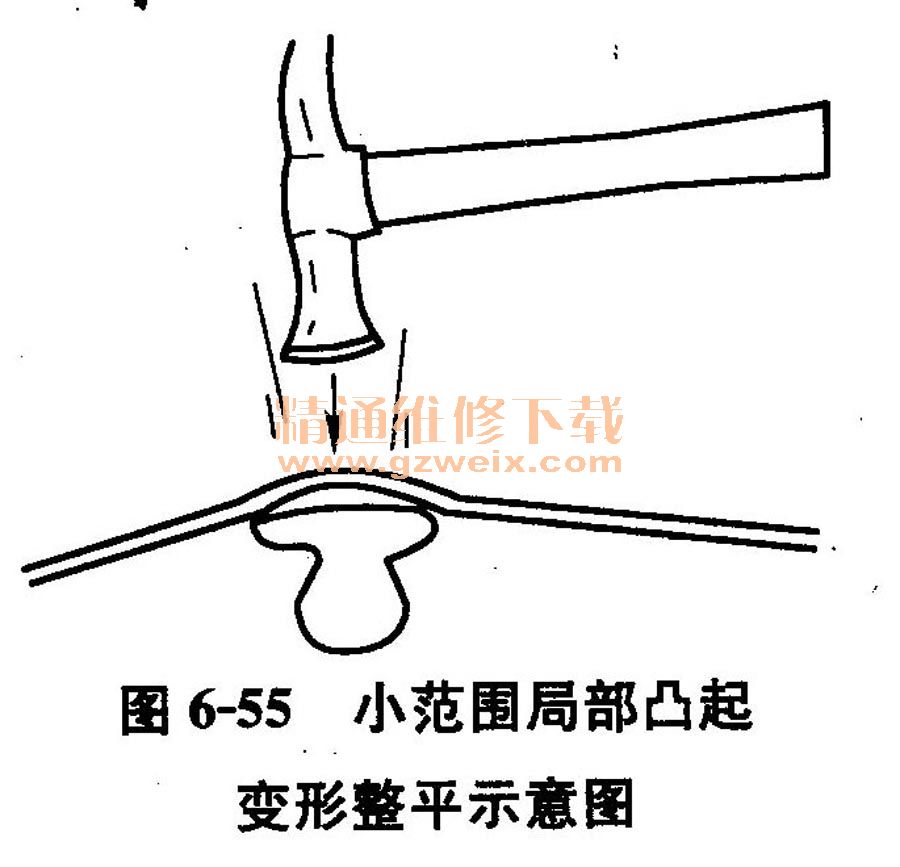
一般说来采用垫铁捶击时,捶击点都应落在表面凸起部位,垫铁则处于低的部位,否则,不但原有的凹凸现象不能消除,反而会增加新的缺陷。修整凹陷时,捶击应从凹陷的外围逐渐向中心区域过渡的顺序进行,才能收到预期的效果。
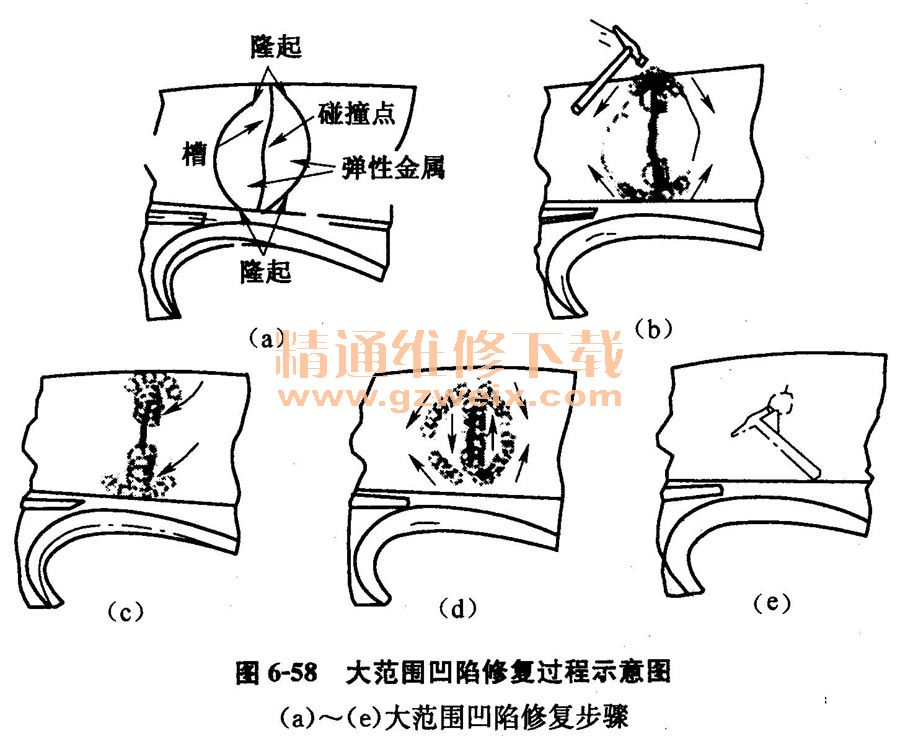
(3)大范围凹陷的整形图6-58所示为大范围凹陷修复过程示意图。图6-58a中,粗黑线表示金属表面被撞击凹陷,周围凸起部位以细线表示。修整时,将垫铁紧压在凹陷槽最外边(此处弯曲程度最低),如图6-58b中虚线圆圈所示。用一平面冲击锤在凸起处进行轻度敲击(敲击点不能落在垫铁顶面之上)。利用每一次敲击时垫铁的压力迫使槽向上抬起。敲击顺序如图6-58b箭头所示。外围金属基本复位后,可将垫铁移置中心区,敲击附近金属表面使凹陷槽逐步消失,如图6-58c~图6-58e所示。
二、利用修平刀修整凹陷整形工艺
(1)利用修平刀修整凹陷利用修平刀修整凹陷如图6-59所示。图中车门表面某处有凹陷,将修平刀作垫铁用,采用捶击表面凸起部位的办法,可将凹陷修复。

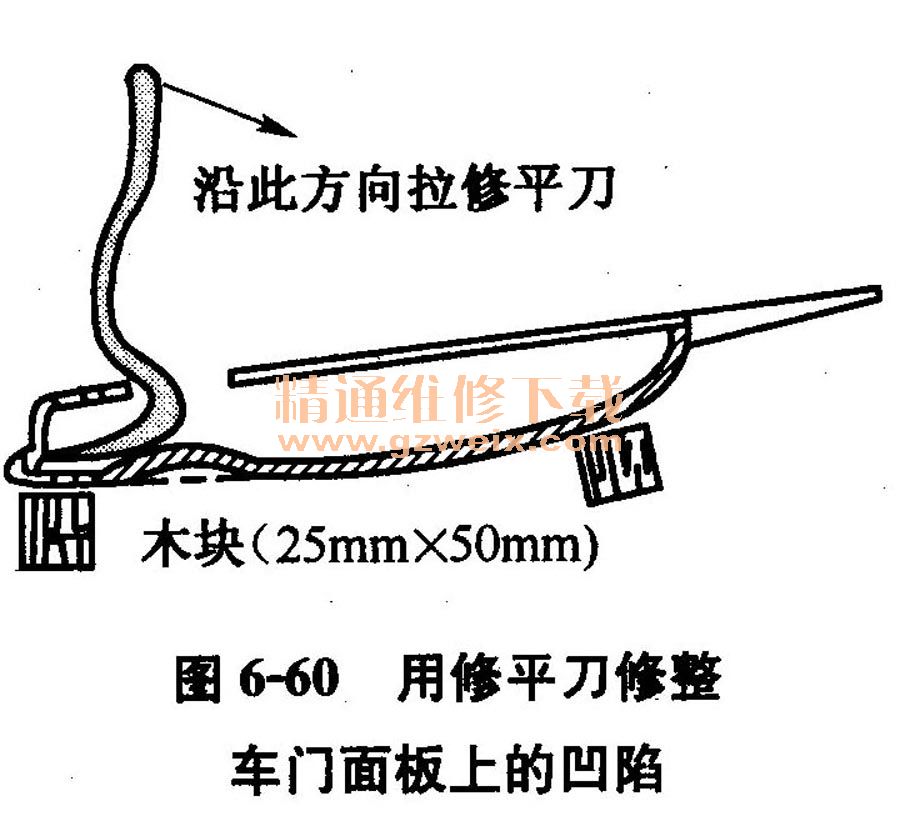
(2)用修平刀作撬棍修整车门板面凹陷图6-60是用修平刀作撬棍修整车门板面凹陷的情形,经过修平刀修整之后还应用车身锤加以精修。
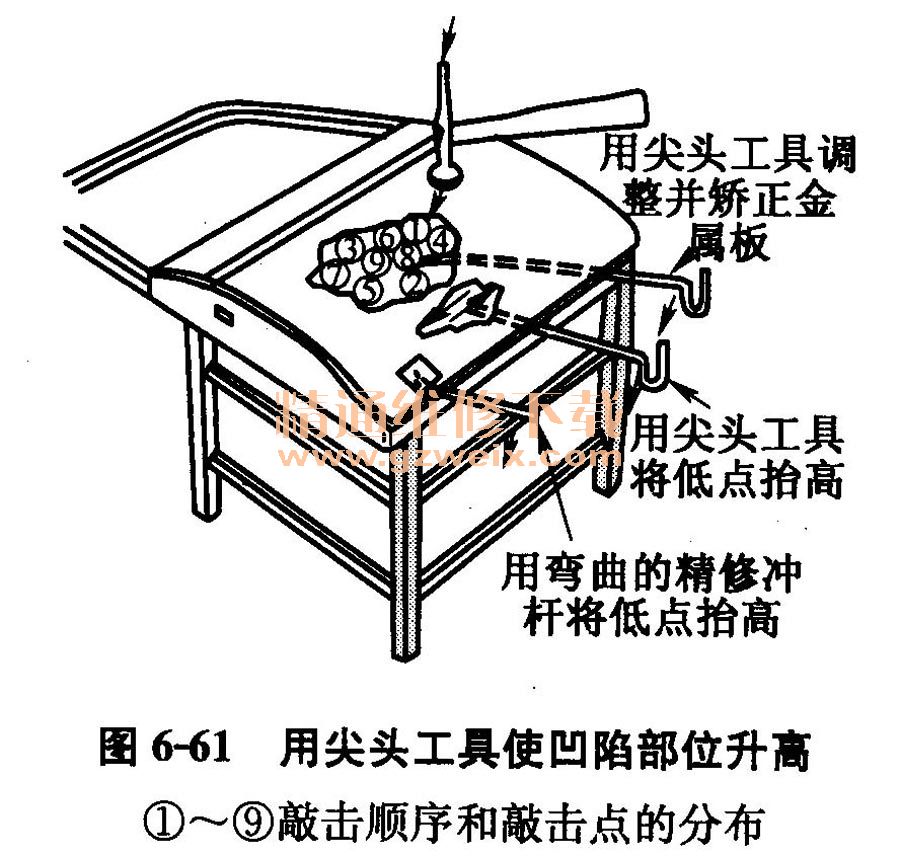
(3)用尖头工具(各种撬镐)撬起修复凹陷修平刀或垫铁无法到达处的凹陷,则应采用尖头工具(各种撬镐)撬起修复,如图6-61所示。将尖锤插入一个排水孔或门背后的孔内就可以撬凹陷处,既不需拆下车门内的装饰物,也不需要在外表面钻孔拉出用尖头工具修理时,加力不可太大,从凹陷最低点开始逐步撬需要敲击时应注意敲击顺序和敲击点的分布,如图6-61中所示的①②……各点。
三、拉出凹陷整形工艺
采用拉出装置将凹陷拉出,也是常用的凹陷整形之一。拉出装置包括吸杯、拉杆、专用拉出器。气动凹陷拉出器如图6-62所示,其端部有一个吸杯产生真空,惯性锤施加的力将金属凹陷部位拉回到原来形状。

拉杆式拉出器一端的螺钉拧入凹陷部位事先打通的孔中,一手握住手柄,另一手用力将重物向手柄方向反复拉动即可将凹陷消除,然后再用填料将通孔堵住。为了避免打孔带来的不便,也可以在凹陷部位点焊上销钉代替拧入螺钉,待拉出之后再用刀具切除焊点,从而保持原金属表面的完整性。
四、锉平整修部位整形工艺
经过整修的表面还要精修,精修一般采用表面成形锉进行锉平整修来加工。
利用车身锉锉平整修时,应从未损坏区的一边开始锉,然后穿过损坏区到达未损坏区的另一边。锉削时,应握住手柄向前推。每次锉的行程应尽可能拉长,返回行程中,锉刀面应脱离金属表面拉回,如图6-63所示。
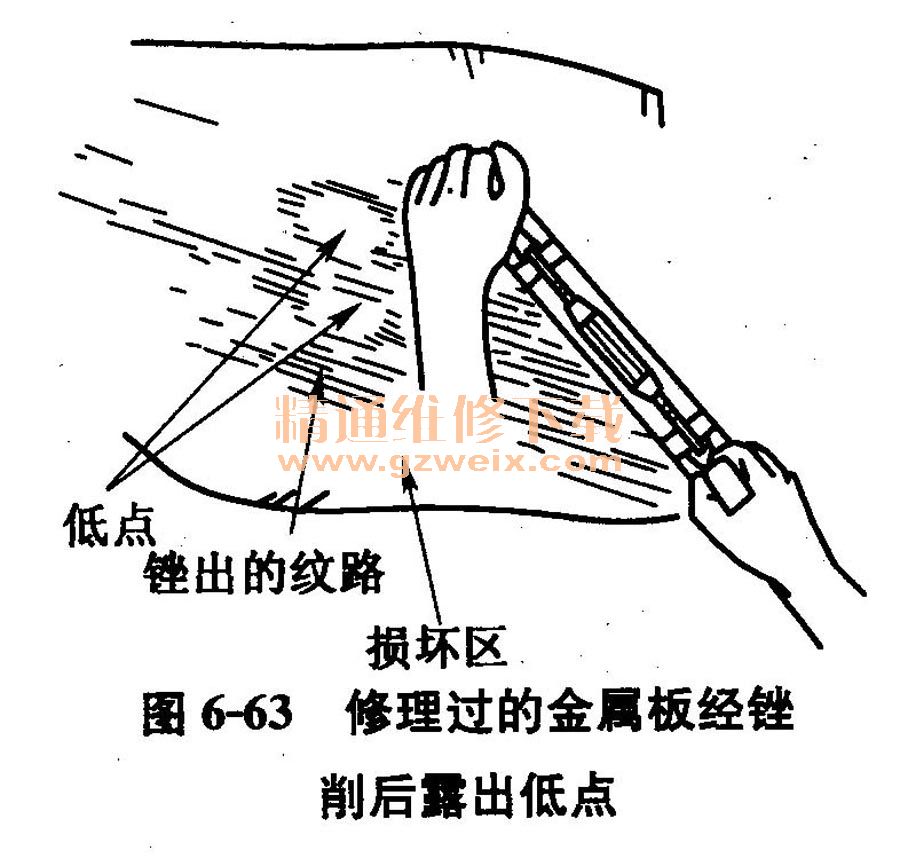
经过一次锉削,可以找出剩余的高点和低点,图中光亮区为低点,可进一步拉出,再锉,直至所有低点都消失为止。最后将这一区域锉平。
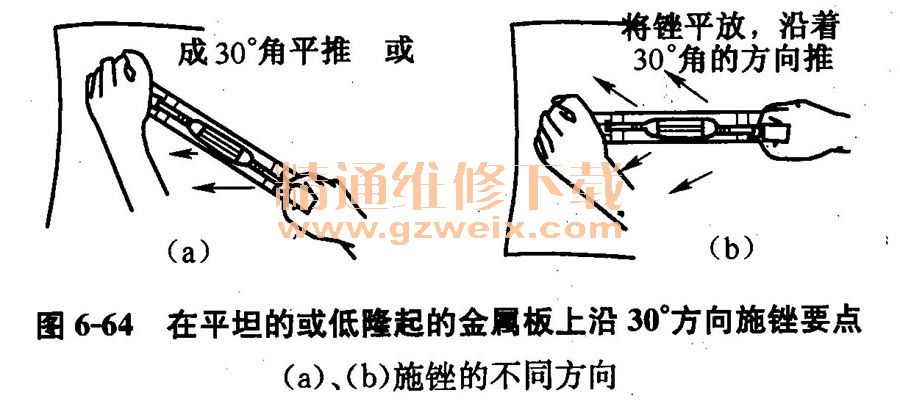
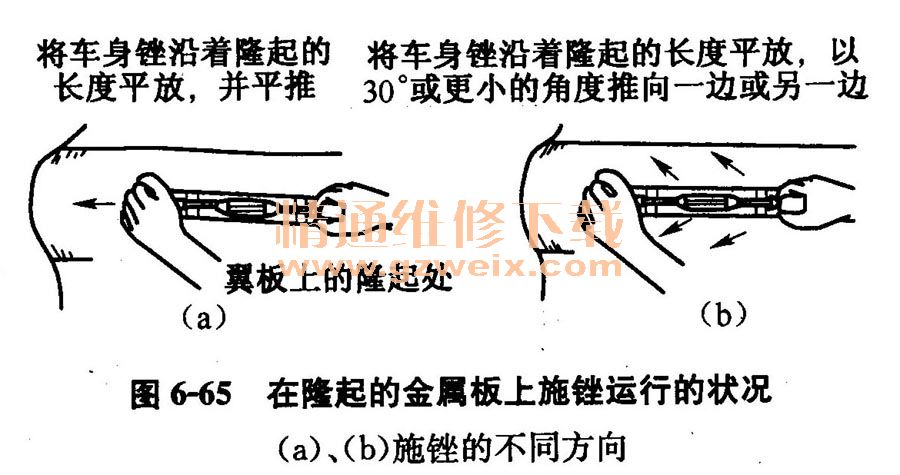
图6-64表示在平坦的或低隆起的金属板上沿30°方向施锉要点;图6-65表示在隆起的金属板上施锉运行的状况。
五、金属板表面收缩整形工艺
金属板受到碰撞而产生严重变形时,在折损处通常受到拉伸作用,如隆起处、凹槽等均是拉伸的典型。金属某处受拉伸时,其晶粒将互相远离,金属板变薄且发生加工硬化现象。利用收缩法可将金属晶粒拉回到原来的位置上,使之恢复原有形状和厚度。收缩法的目的是移动受拉伸的晶体回位,但又不影响周围未受损伤的金属晶粒。
(1)收缩的原理一段能够自由伸缩的金属材料在受热时会膨胀,其长度会增加;加热完毕,冷却之后,其长度又恢复到原来的尺寸。
如果一段金属棒的两端被单向固定,对它先加热后冷却,金属的长度会缩短,现分述如下:
①加热时,金属棒试图膨胀,但由于两端受阻无法沿纵向膨胀,棒内部产生很大压力,如图6-66a所示。
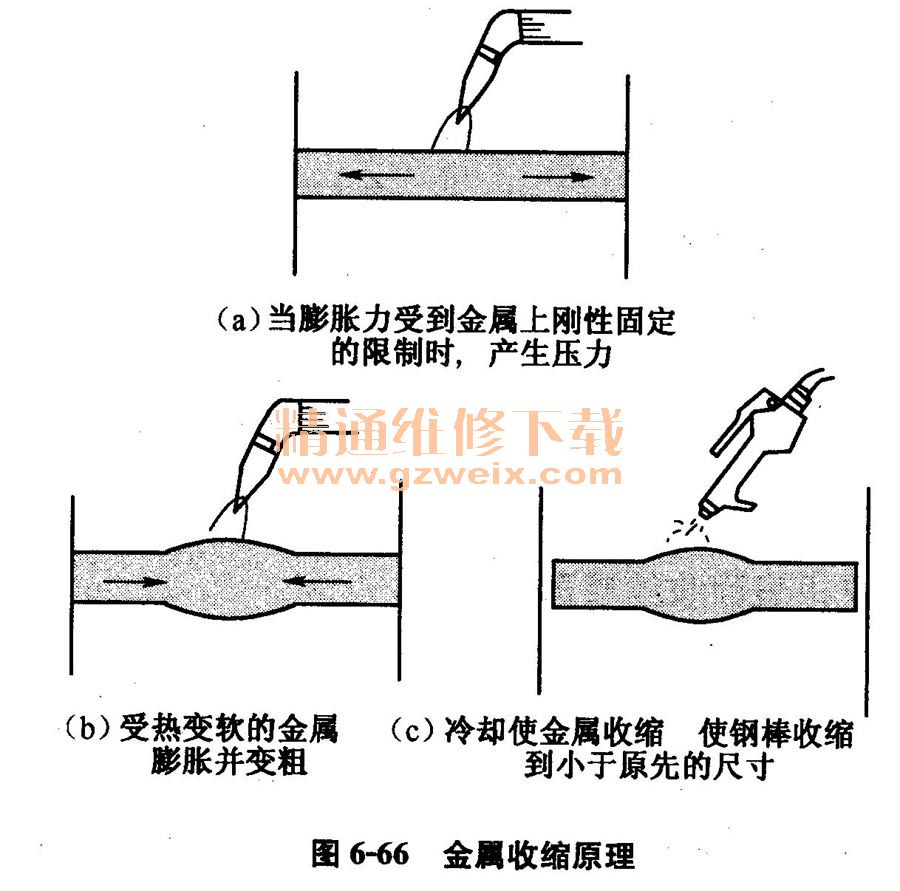
②当温度进一步升高,使金属棒达到赤热状态开始变软,在原有压力作用之下,赤热部位直径增大,随后先前所产生的压力逐步消失,如图6-66b所示。此时,金属棒内已无压力了。
③加热后突然冷却,便会产生收缩。由于赤热部位直径已加大了,只能使钢棒长度缩短,如图6-66。所示。此时,由于两端单向固定,两端的收缩并不受阻,从而达到收缩的目的。
(2)金属板上变形部位的收缩将变形区中心的一小块地方加热至暗红色,随着温度升高,金属板受热开始隆起并试图向受热范围之外的地方膨胀。由于周边金属既冷又硬,金属板无法膨胀,因而产生很大的压力载荷。如果此时继续加热,在赤热部位金属变软,于是在内部压力作用之下,金属被向表面推出,使之变厚并释放内部压力载荷,处于赤热状态的赤热部位突然冷却,金属板将会收缩,面积将会减小,从而达到消除拉伸的目的,又不影响其周围的晶格状态。
(3)收缩法操作要点收缩法在汽车钣金修理中占有重要位置,其工艺基本定型。加热时选用1号或2号焊嘴的乙炔中性焰。操作要点如下:
①用焊炬火焰将最凸或最凹点(伸张中心)加热至樱红色。加热范围的大小与伸张程度有关。伸张程度严重、面积较大时,加热范围直径在15~30mm之间;一般在7~15mm即可。
②加热后急速敲击红晕区域的周围,并逐渐向加热点的中心包围,迫使金属组织紧缩。敲击时,要用垫铁垫在部件背部,用木锤敲击,冷却后再用铁锤轻轻敲击整平。要注意敲击力量不宜太大,否则已收缩部分会重新变松弛。显然,这一工步,应由两个人分工合作完成。
③如果收缩一点不能达到整平的目的,可用同样的方法,在该点周围适当位置进行多点收缩,但此时加热范围要小一些。
④所有收缩点冷却之后,进行一次全面敲平,敲击力要轻。
对于轻度的伸张,加热后可以不敲击,用棉纱蘸冷水冷却加热区域即可,轻微伸张区,加热后自然冷却也可达到收缩目的。
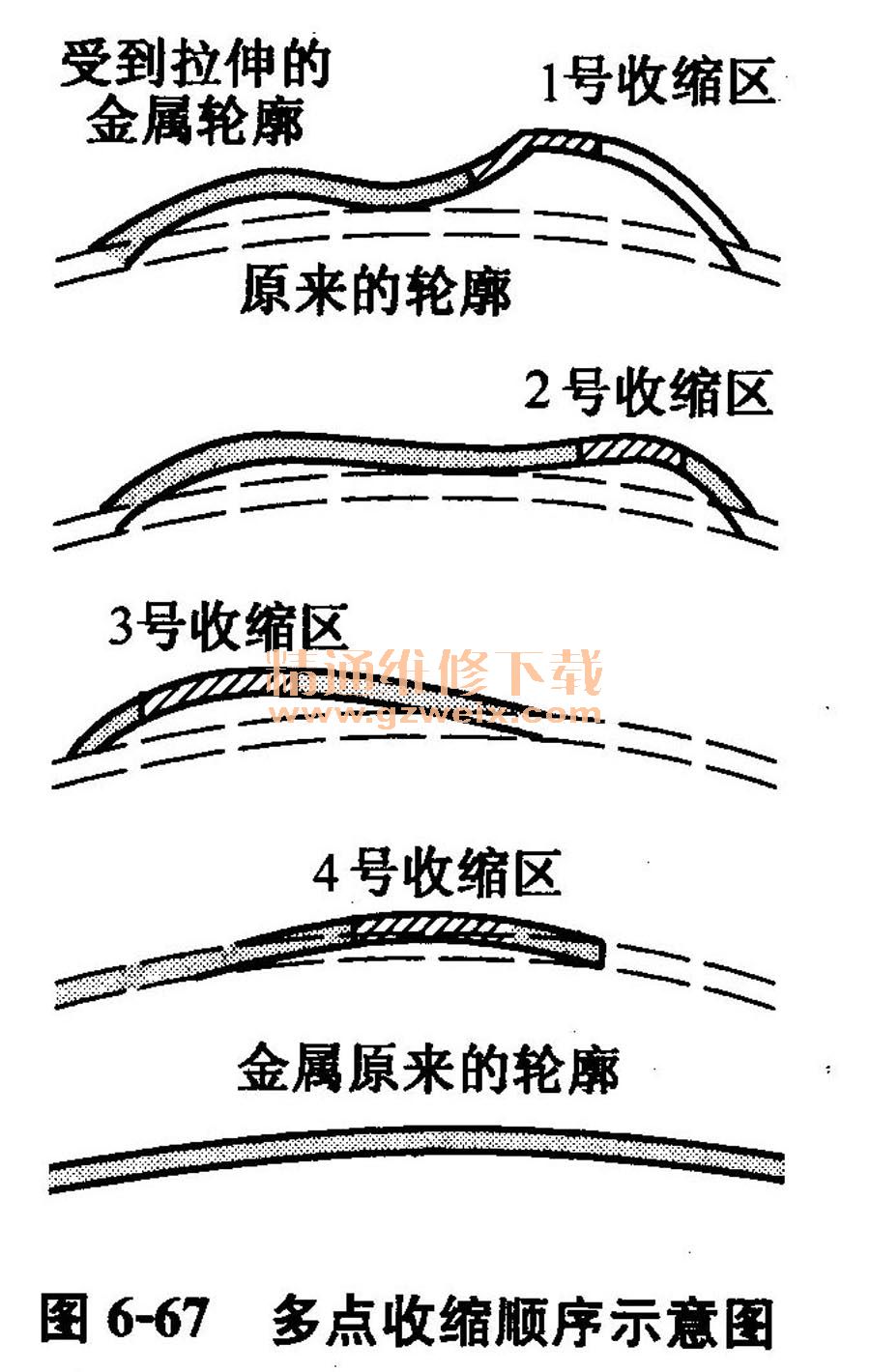
图6-67表示为多点收缩的顺序示意图。适当选择加热收缩区和收缩的顺序,可将多点伸张表面收缩到原来的形状。
上一页 [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] 下一页





