・上一文章:海尔KFR-50LWBPF型柜式变频空调器接通电源时室外机就工作
・下一文章:大众捷达怠速不稳、排气管冒黑烟
2.电焊机的附件
电焊机的附件有电焊软线、焊钳、防护面罩和手套等。
(1)电焊软线 电焊软线用于连接电焊机与焊件、电焊机与焊钳。它由紫铜线扭成芯线,外包胶皮绝缘,一般长20~30m,依据焊接电流的大小选择芯线的截面积(见表3-1)。

(2)焊钳 焊钳的作用是夹持电焊条和传导电流。因此,必须有良好的导电性,并要求绝缘性好,重量轻,长期使用不发热。常用的焊钳规格有300A和500A两种。
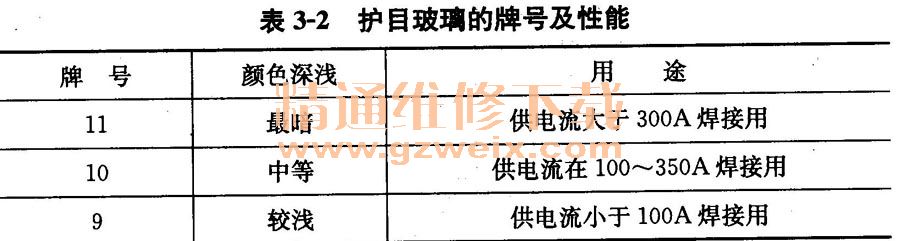
(3)防护面罩 防护面罩用于遮挡飞溅的金属和电弧中有害的光线,保护焊工的眼睛和面部。防护面罩常用的有两种,即手握式和头戴式。面罩上的护目玻璃片用于减少电弧光的强度,过滤红外线和紫外线,为了防止护目玻璃片被飞溅金属损坏,必须在护目玻璃片前另装普通玻璃片。表3-2列出了常用护目玻璃的牌号及性能。
(4)手套 手套用皮革制成,用于保护焊工双手不受飞溅物及弧光的损害,并有绝缘电和隔热作用。
二、气焊设备
常用的气焊是利用乙炔和氧混合燃烧产生的高温火焰焊接金属的工艺方法。这种气焊由于设备简单、搬运方便,适宜焊接较薄的钣金件,而在汽车修理中应用广泛。
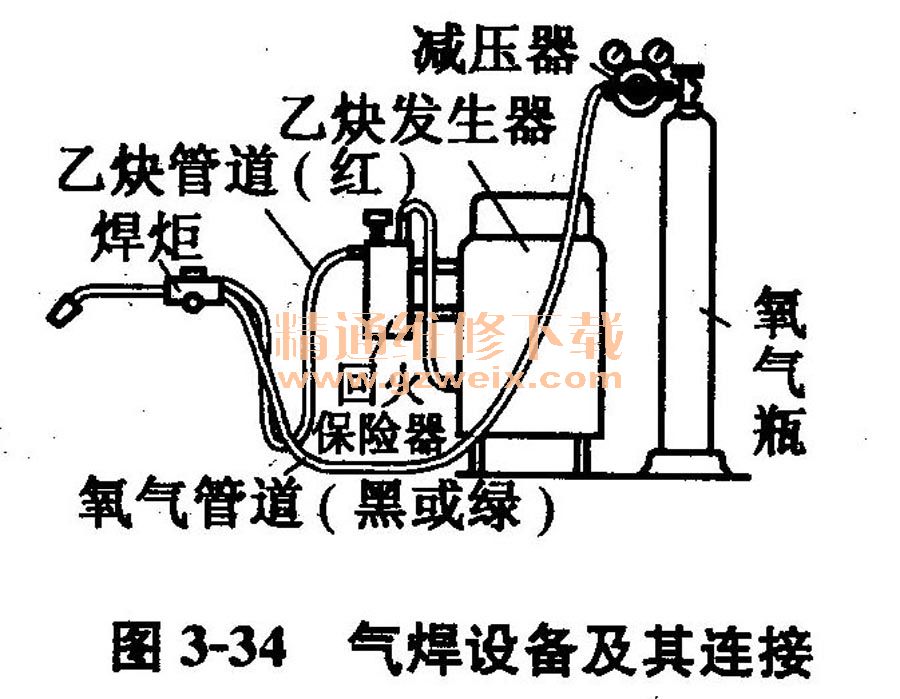
气焊设备及其管路系统如图3-34所示。其中氧气瓶主要供给焊炬火焰燃烧所需的氧气;乙炔发生器供给乙炔;减压器和回火保险器为保障焊炬火焰正常燃烧,防止回火气体蔓延乙炔发生器,引起事故。
1.氧气瓶
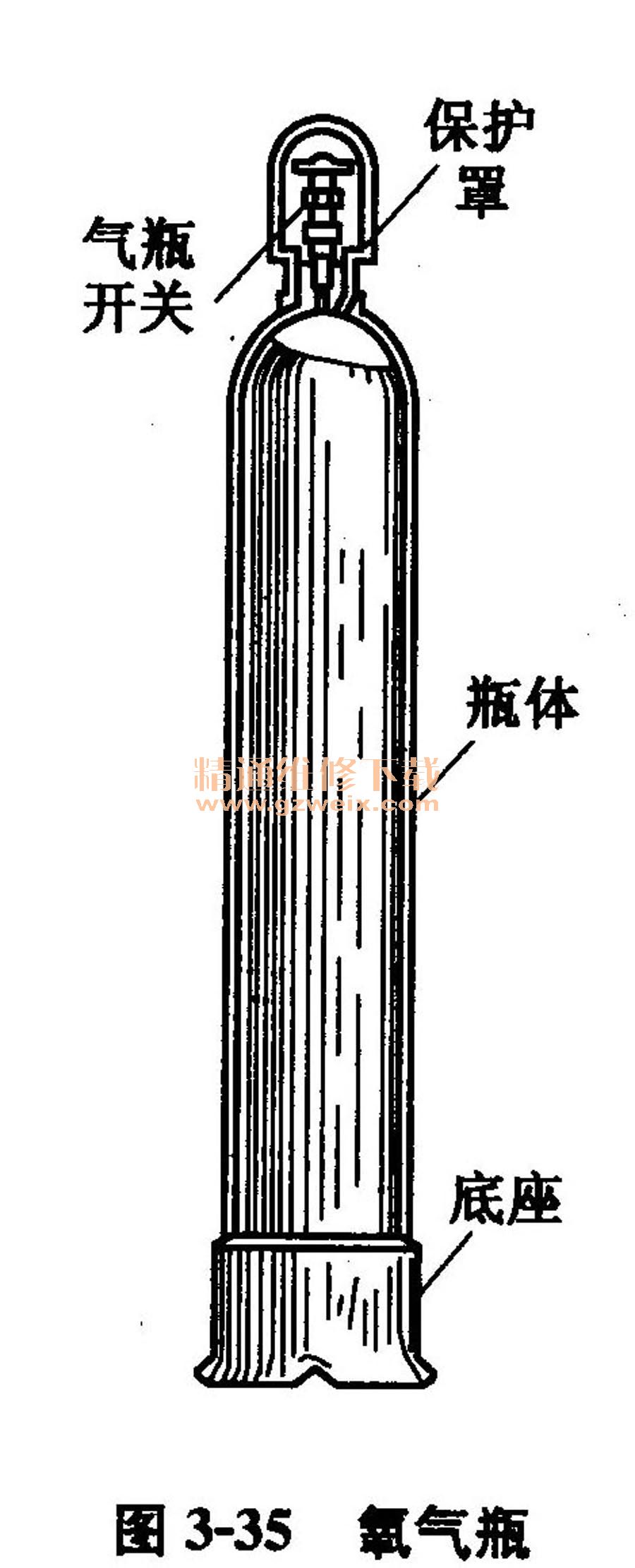
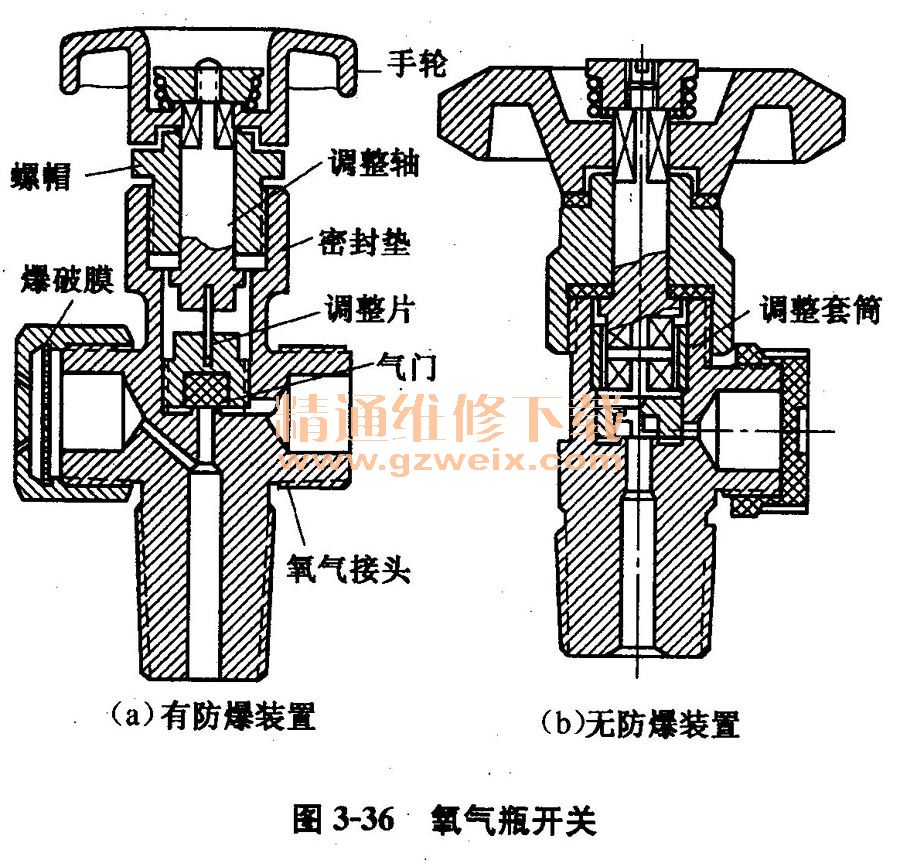
氧气瓶是专为储存和运输氧气用的钢瓶。它由瓶体、气瓶开关、保护罩等部分组成。氧气瓶的外形如图3-35所示,氧气瓶开关结构如图3-36所示。
2.减压器
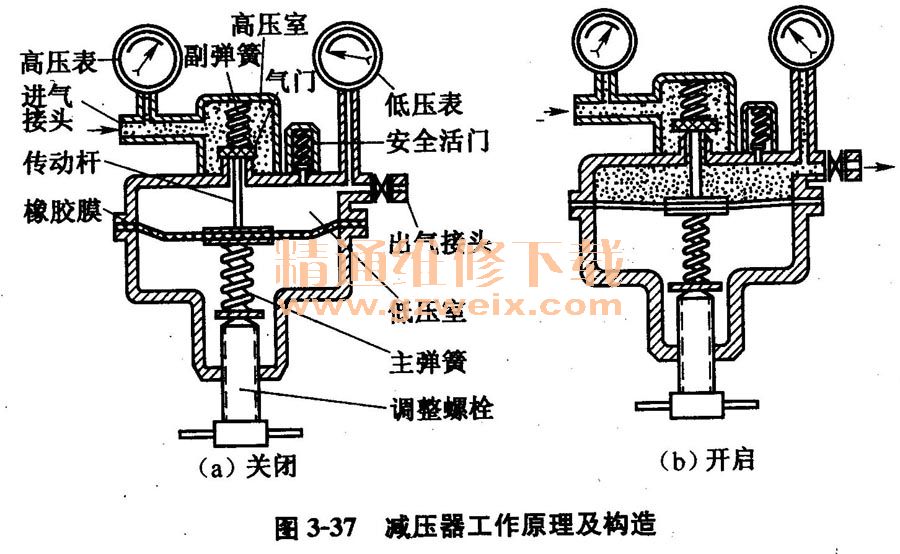
减压器的构造如图3-37所示,从图中可见这是一种反作用式压力调节器。工作时,以顺时针方向旋转调整螺栓,使主弹簧压缩,并将橡胶膜向上推,这样使橡胶膜上的传动杆上移,把气门顶开,由进气接头来的氧气,就从高压室经过气门进入低压室,且体积增大而压力变小后,从出气接头的出口流出。此时橡胶膜受到上下两个相反方向力的作用,当这两个力大小相等时,橡胶膜就不动了;这时高压表显示出氧气瓶内的氧气压力;低压表显示出供给焊炬的氧气压力。
3.乙炔发生器
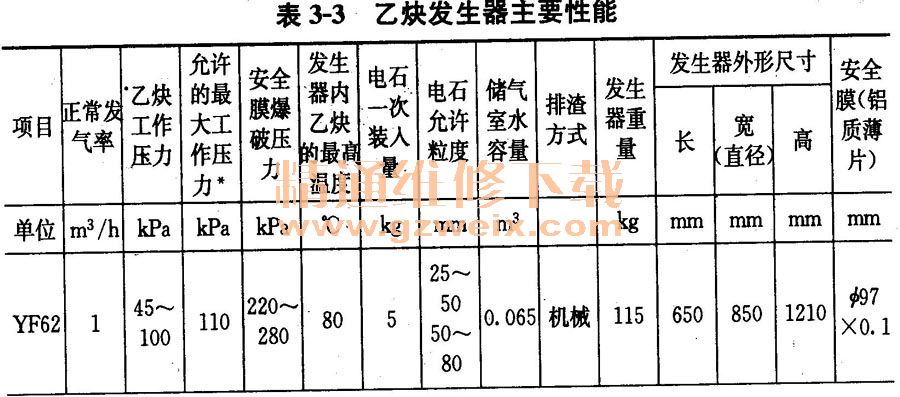
(1)乙炔发生器的分类、性能及结构乙炔发生器是制成和储存乙炔的设备。乙炔发生器的种类很多,通常将工作压力在10kPa以下的乙炔发生器称为低压乙炔发生器;工作压力在10~100kPa的称为中压发生器;工作压力在100~150kPa的称为高压发生器。汽车修理中常用的是YF62型中压乙炔发生器,其主要性能见表3-3。

乙炔发生器的结构如图3-38所示:YF62型中压乙炔发生器采用排水式调节电石的发气量,当发气室内层乙炔压力增大到75kPa表压时,乙炔压力将水压入发气室外筒与内层锥形罩间的夹壁,使水脱离与电石的接触。当压力降低到75kPa表压以下时,夹壁水位回到原来位置,水与电石接触,继续发气。
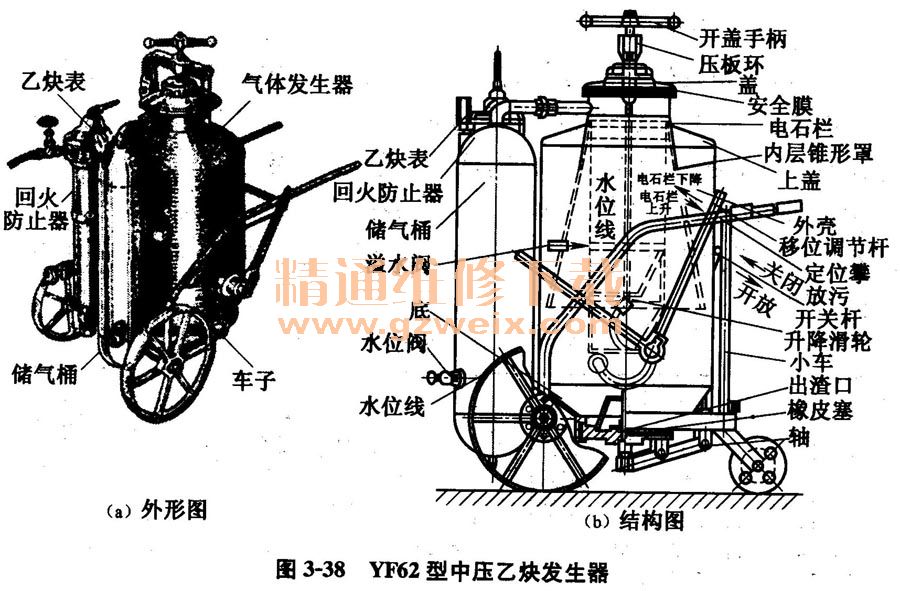
YF62型中压乙炔发生器使用可靠、安全,操作简单。但是当乙炔用量剧增或突然停止使用时,易使气体过热;此外电石渣若不经常清洗易结块。当电石渣过多,而进入发气室外筒与内层筒圈夹壁后,既不容易清洗又影响电石发气量的调节。
(2)乙炔发生器的使用和维护乙炔是极易燃烧和爆炸的气体。因此,乙炔发生器的使用和维护,重点要做好防火防爆工作。
①乙炔发生器放置地点必须距离气焊工作(或明火)地点10m以上,若气焊工作间狭窄,发生器必须放置在室外或另一无明火的工作室内。
②发生器内的水温不得超过60℃,当水的温度超过上述规定时,应减少乙炔产气量;当发气室温度达到80℃以上时,用冷水喷射进行降温;加入发生器的水必须清洁,无油脂和杂质。
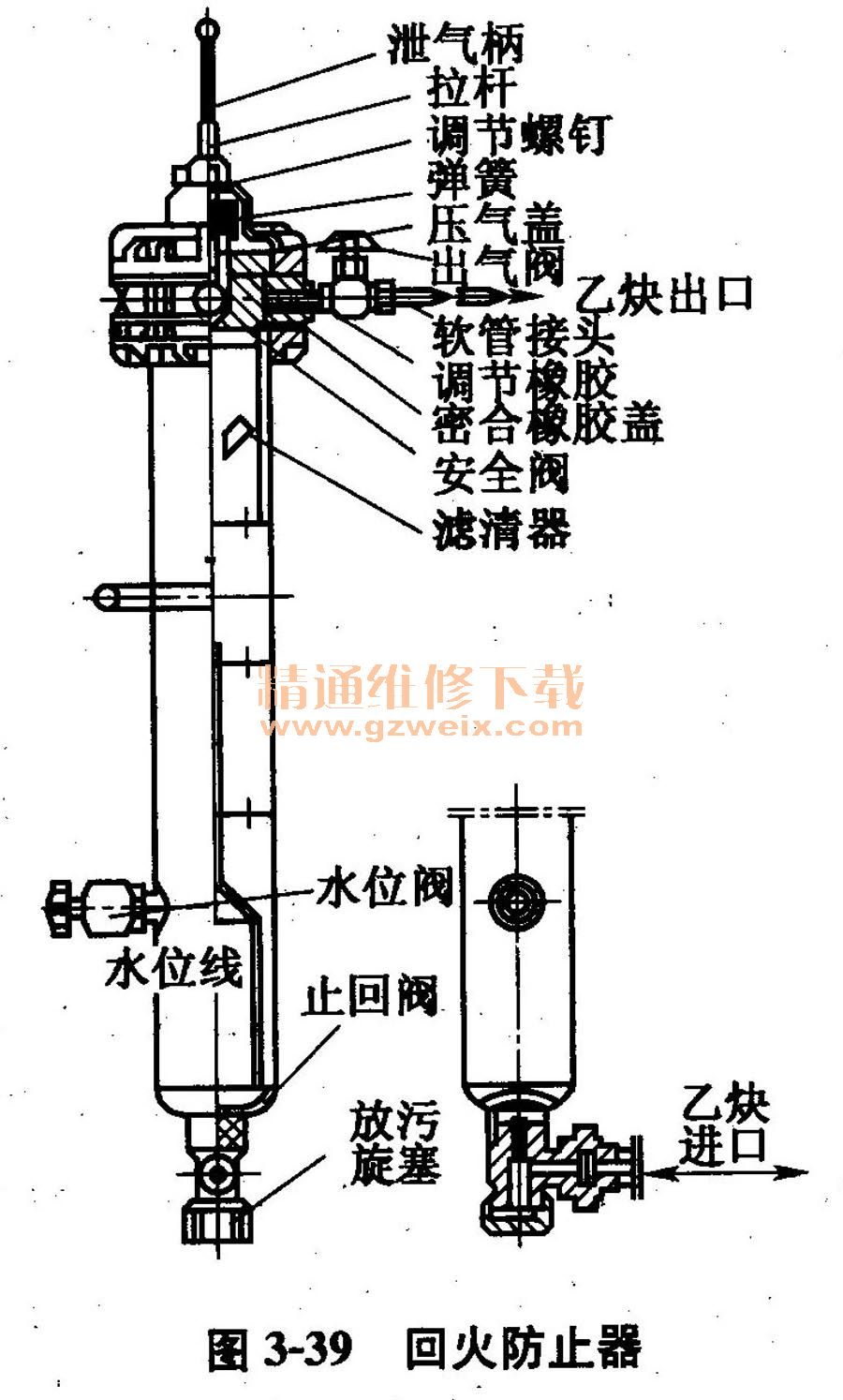
③每天工作开始前,检查一次回火防止器、储气室与发气室的水位,若工作中发生过回火现象的,每次工作前均应检查。图3-39所示是回火防止器的构造示意图。
④禁止使用没有回火防止器的发生器设备。
⑤电石一次加入量和电石允许粒度必须符合发生器说明书的规定。
⑥发气室必须根据工作情况经常清洗换水,连续工作最好每天清洗一次;回火防止器、储气室每月至少清洗一次。如发生器使用后需要搁置一个时期再行使用者,应将各部位所有存水全部放掉,加以清洗并擦干,以防腐蚀。
⑦冬季应做好防冻工作,常用的方法是:
a.在发生器外部包以保温棉套,水阀和输气管上用石棉绳缠绕保温;
b.发生器工作完毕后将各部位水放出,若在室外较长时间停止工作时,也应放水;
c.使用时在发生器(包括回火防止器)内加入温水;
d.在回火防止器与储气室内加入防冻液,在发气室内加入少量食盐(氯化钠),以降低冰点。
⑧乙炔发生器内部如已结冰,只准用热水、蒸汽加温,或放在温暖的室内逐渐融解;绝对禁止用明火或烧红的金属加温,也不许用铁棒敲打冰块,以免爆炸。
⑨防爆膜的更换。YF62型乙炔发生器防爆膜用铝质薄片制成,直径97rnm,厚度0. 1mm。防爆膜供乙炔发生器压力超高或爆炸时泄压用,其截面积应保证设备在最大负荷时的全部气体得以排出。防爆膜必须选用与乙炔不起作用,且破裂时不发生火花的材料制造,例如锡、铝、铅、橡胶等,严禁采用铁皮、铜皮。
防爆膜损坏时必须选用与原膜同牌号、同厚度的材料制作。
⑩乙炔管道的安装。由乙炔发生器至气焊工作间的乙炔管道采用无缝钢管(或不锈钢管)制作,禁止使用铜导管。管道连接采用焊缝连接,仅在连接乙炔发生设备时可以使用螺纹连接。
乙炔管道的安装必须可靠地接地,不允许敷设在火炉或表面炽热的器具旁。管道可用石棉灰保温,保温层厚度一般为25~30mm,当其干燥后再抹上一层白灰,用纸带或粗麻布缠起来,表面涂白漆。在焊接工作间,乙炔管道与氧气管道沿同一墙或公用支柱敷设时,必须分别支撑、上下排列,管道间距应不少于250rnm,且乙炔管道应在其他管道之上。
4.焊炬
(1)焊炬的结构
①分类。焊炬俗称焊枪它按乙炔与氧气混合方式不同可分为吸射式和等压式两类。
②吸射式焊炬的结构及特点。吸射式焊炬的结构如图3-40所示。从图中可见氧气经过孔径很小的喷射管,加大流速,进入混合室;从而使乙炔在进入混合室的入口处,压力大大减小;这样凭借氧气和乙炔的压力差,将乙炔吸入混合室,并使乙炔和氧气按比例混合。因此,这类焊炬称为吸射式。
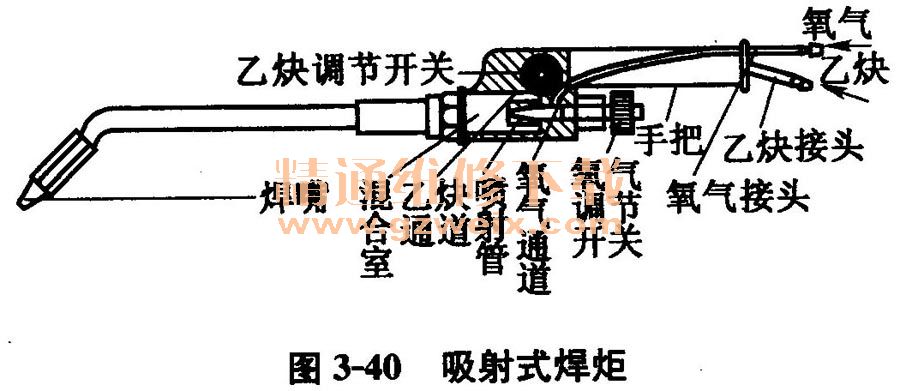
吸射式焊炬的优点是可使用高、中、低压乙炔。其缺点是在焊接过程中,乙炔与氧气的混合比例不够稳定。
③等压式焊炬的结构及特点等压式焊炬结构比较简单,图3-41所示是其构造示意图。从图中可见,乙炔与氧气均靠本身压力进入混合室,此时二者压力基本相等。因此,称之为等压式焊炬。

该焊炬的优点是在焊接过程中,乙炔和氧气的混合比例比较稳定;故适于焊接薄壁工件或铝合金工件。缺点是当乙炔压力小于50kPa时,不能使用。
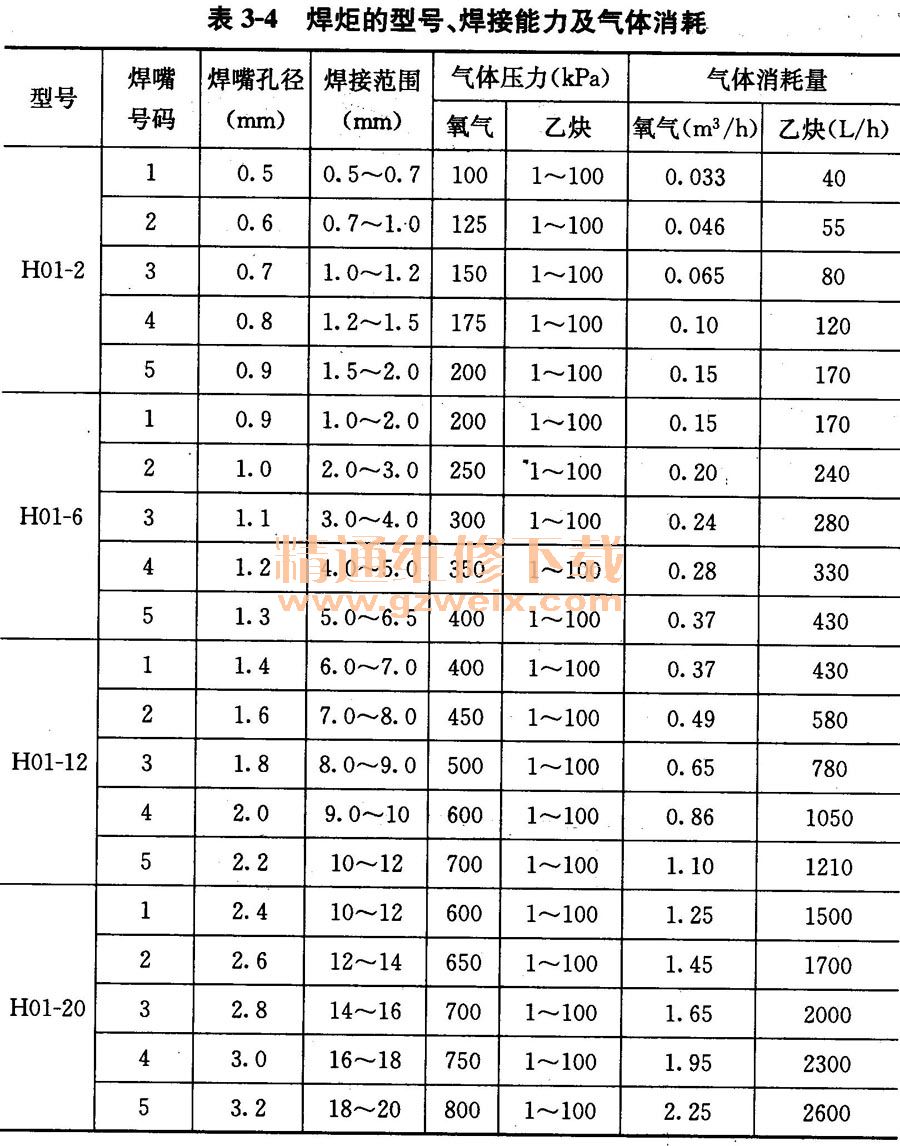
④常用焊炬的型号、焊接能力及气体消耗量技术数据常用焊炬的型号、焊接能力及气体消耗量见表3-4。
(2)焊炬的使用
①选择焊嘴。通常根据工件厚度和材料种类选择焊嘴的号码。如工件厚度大,就选用号码大的焊嘴,以铝合金气焊为例,当工件厚度为1.5~3. 0mm时,选用1-2号焊嘴;厚度为3.1~5. 0mm时,选用2~3号焊嘴;厚度小于1. 5mm时,用1号焊嘴。厚度大于5mm时,用3-5号焊嘴。
②检查焊炬的技术状态。
a.检查漏气。将焊炬接上乙炔和氧气胶管,当氧气和乙炔开关关闭时,把焊嘴放入水中,然后分别通入氧气和乙炔,看水中有无气泡。若无气泡,则证明密封性良好。
b.喷射情况观察。接上氧气管并调节氧气压力在1~4kPa位置,打开焊炬上的氧气开关,这时将手指堵在乙炔接管嘴口上,若感到内部吸力很大,则表示焊炬正常。
③点火后调节火焰的大小和形状。点火时,先微开氧气阀门,再打开乙炔阀门,随后点燃火焰。这时的火焰是碳化焰。然后,逐渐开大氧气阀门,将碳化焰调整成中性焰,并检查调节开关是否灵活。
灭火时,应先关乙炔阀门,后关氧气阀门。
④防止回火。回火就是火焰从焊炬的焊嘴向乙炔管内倒回燃烧。它是焊嘴出口混合气体的压力大于焊枪内混合气体压力,或火焰燃烧速度大于混合气体流出速度时,产生的不正常燃烧现象。通常产生回火的主要因素有:
a.乙炔压力过低。当乙炔开关开得过小、乙炔接近用完、乙炔皮管太长、受压或堵塞等,都会使焊炬内混合气体流速减小。
b.焊嘴喷口附近压力增高。焊炬“放炮”(氧与乙炔比例不当、温度突然升高所致);焊嘴距工件太近都会使焊嘴喷口附近压力突然增高,将火焰压入焊枪内。另外,具有一定压力的气体或水的冲击(如焊接、切割密封容器或自来水管道时),也会造成喷口附近压力增高,引起回火。
c.焊嘴温度太高。焊嘴温度增高时,火焰燃烧速度加速,而混合气体由于流经焊嘴的体积膨胀、压力增高,因此气体流出的阻力增大,混合气体来不及流出就在焊炬内部燃烧。
d.氧气含量。混合气体中氧气含量增多时,将加速火焰燃烧速度。
e.喷口直径。混合气体压力一定时,焊嘴喷口孔径越大,气体流出速度越小则越容易发生回火现象。
f.压力耗损。混合气体流经混合室、混合管及焊嘴时,若管壁有杂质堵塞或变形,喷口有飞溅金属堵塞,都会使混合气体压力损耗增加,减慢气体流出速度。,
g.焊炬接合部位有漏气现象。焊炬接合部位尤其是乙炔接头处漏气时,不仅容易使乙炔压力降低,而且焊接过程中若乙炔接头处(或乙炔皮管)漏出的气体着火后,往往由于燃烧速度大于气体流出速度,而产生不易排除的严重回火事故。
h.操作不当。焊接结束后先关氧气,由于气体流出速度减小,而焊嘴此时往往温度较高,因此容易产生回火现象,尤其是在发生器内乙炔压力较低时。
⑤检查各气体通道,不得有漏气现象;并确定通道不得沾染油脂。
(3)焊炬的维护
①焊嘴堵塞后及时用黄铜针穿通,不许用钢丝通。
②焊接过程应经常把焊嘴放在清水中冷却(此时应稍微打开氧气开关,以免水进入焊炬)。避免由于焊嘴过热产生回火现象或使氧炔焰比例发生变化。
③焊炬各接合部位若有漏气现象应及时排除。
④焊接结束时应先关闭乙炔开关,再关闭氧气开关。关闭开关时以不漏气为准,不可拧得过紧,以防开关损坏或失灵。
⑤焊炬发生“放炮”现象影响工作时,应关闭乙炔和氧气,并将焊嘴放在冷水中冷却,然后查明原因并排除。
⑥焊炬回火时应立即关闭乙炔,再关闭氧气,稍停一下后再把氧气开关打开,吹灭残留在焊炬内的余焰和除净焊炬中的积炭,并检查乙炔管是否烧坏。若关闭乙炔和氧气后,焊嘴内仍有黑烟冒出,则说明乙炔开关未全部关闭或有漏气现象。
⑦焊炬不得受压或摔跌,以免引起混合管管壁变形,致使焊炬经常发生回火现象,不用时应挂起或放置在规定的地方。
⑧焊炬工作正常无故障时,不要拆除分解。
⑨焊炬各部位严禁与油脂接触。
上一页 [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] 下一页





