・上一文章:海尔KFR-50LWBPF型柜式变频空调器接通电源时室外机就工作
・下一文章:大众捷达怠速不稳、排气管冒黑烟
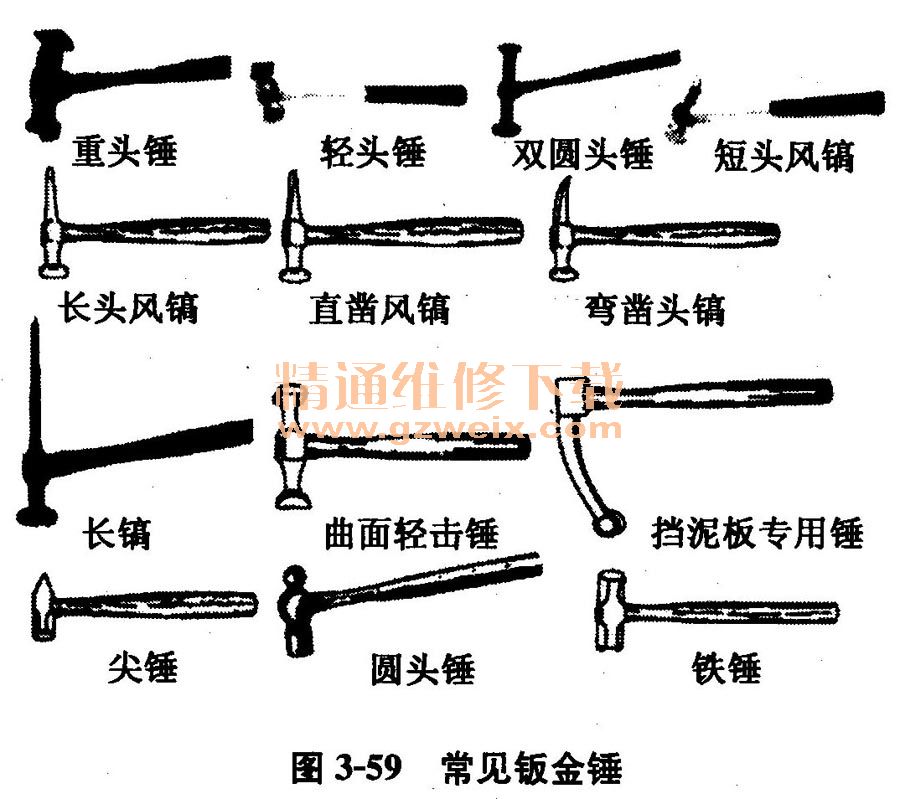
①重头锤。金属粗加工时,用来平整金属表面,敲平焊点和焊缝,粗平非常皱的金属面,以及初步校直质量较重的金属板。
②轻头锤。尺寸和形状与重头锤一样,但质量较轻,一般用来进行金属精加工、在车门处折边等。
③双圆头锤。轻型锤的一种,在车身维修中,一般用来粗加工挡泥板、车门或柱杆顶部等,以及敲平车门的折边和校正定位夹等。
④短头风镐。风镐用来进行金属表面的精加工,敲平粗加工后遗留的小凹坑,从而使表面平整。风镐一头为圆形,另一头为尖形,用在如前挡泥板等这些操作不方便的部位,进行轻度的凿和金属加工以及收缩金属面。
⑤长头风镐。一头为长的圆形尖头,另一头为圆形平头,主要用来进行薄钢板粗加工后的校直工作和精加工时凿平局部的小凹点等工作。长头风镐禁止在金属粗加工中使用。
⑥直凿风镐。用来修理挡泥板,复原轮缘、饰条、大灯内框和发动机盖等,特别是在车身板件安装和条形结构件的焊接过程中手工修整板件的边缘和做凸缘时常用到该工具。
⑦弯凿头镐。用来对车轮轮缘、装饰件、挡泥板凸缘和柱杆顶部外缘等处的有棱角区域进行校直和精加工。还可以用来弄平那些被车身的支撑件或框架构件所遮挡的凹陷。
⑧长镐。长镐的尖形头非常长,常用来加工挡泥板、车门的后顶盖侧板上的凸起。
⑨曲面轻击锤。用来拉直和校正一些凹陷曲面,例如挡泥板、前照灯、车门和后顶盖侧板的凹陷等。
⑩挡泥板专用锤。该锤是专门用来粗加工某些高隆起的金属面,例如挡泥板,还可以用来加工那些只有长的锤头才能达到的加强件。也可以与重型斧锤和大铁锤配合使用,粗加工车门槛板、轮罩、围板、后顶盖侧板和严重撞伤的保险杠横梁等。
11尖锤。圆形锤面用在粗加工和校直工作中,大力度锤击修理区。尖头锤可以用来校直直角的车架元件、保险杠、保险杠托架等直条状结构件。
12圆头锤(球头锤)。有多种质量和尺寸规格。球形锤头用来敲击和校正金属部件,以及敲平铆钉的头部。圆形平面锤头可以用来进行所有的手工钣金加工。
13铁锤。铁锤的质量和体积大。常用来进行大强度的钣金加工,例如用来校正和拉直质量较大的车身内部结构,以及校正车架、横梁、重型车身和保险杆支撑、支架等。
(2)钣金锤的基本使用技能
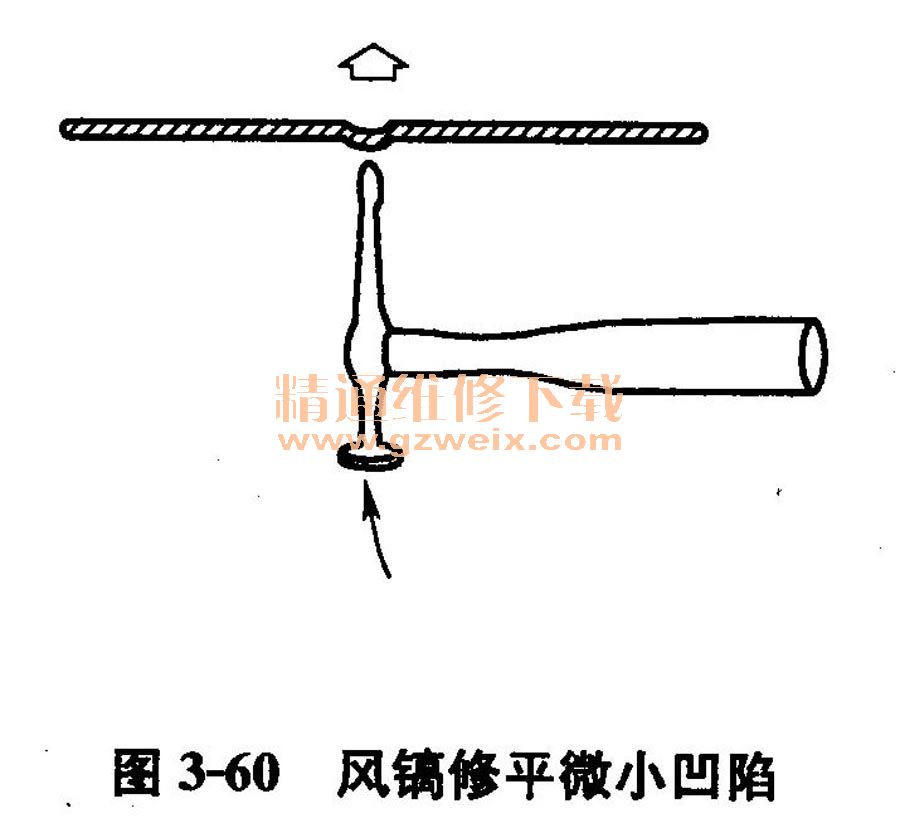
①首先应根据被修整部位的变形情况及材质特点,选用不同的钣金作业锤。如对薄板件和有色金属工件,应选用铜锤、木锤、或硬质橡胶锤进行锤击;对于维修钣金件小凹陷,可用风镐(如图3-60所示)逐个轻微敲击以修平这些微小的凹陷。
②钣金锤的正确使用方法如图3-61所示。用手轻松握住钣金锤手柄的端部(相当于手柄全长的1/4位置),锤柄下面的食指和中指应适当放松;小指和无名指则应相对紧一些,使之形成一个支点,拇指用于控制锤柄向下运动的力度,通过依靠手腕的动作来挥动锤子,并利用钣金锤敲击零件时产生的回弹力沿一个圆形的运动轨迹来敲击,这样能更好地控制锤子。禁止像钉钉子那样让锤子沿直线轨迹运动,也不可用手臂或肩部的力量。

③由于很少的几次猛烈敲击对金属造成的延展比多次轻微敲击对金属造成的延展还要多,因此以100~120次/min的频率施行轻微敲击能够将延展变形控制在最小范围内。
④锤击作业质量的关键在于落点的选择,一般应遵循“先大后小、先强后弱”的原则,从变形较大处起顺序敲打,并保证锤头以平面落在金属表面上。同时还要注意分析构件的结构强度,有序排列钣金锤的落点,锤击过程中应保证间隔均匀、排列有序,直至将车身覆盖件的表面损伤修平。
⑤大多数锤子端部都有稍微的曲面,所以锤子端部与金属的实际接触面积大约只有直径为10~13mm的面积。因此,应根据构件表面形状、金属板厚度以及变形的大小,来合理选择钣金锤的尺寸和锤顶曲面的隆起高度(如图3-62所示)。一般平面或稍许曲面的钣金锤适合于修复平面或低幅度隆起表面;凹形或球形锤则适合修复内边曲面板;重锤则适用于粗加工或厚板构件的修复。

二、顶铁
(1)用途与类型顶铁由高强度钢制成,像铁砧一样,用在粗加工和锤击加工中,可以用手握持,顶在被敲击金属板的背面。当从板件正面用锤敲击时,顶铁会产生一个反弹力。每次敲击后,应重新定位。这样,通过锤和顶铁的配合工作使凸起的部位下降,使低凹的部位隆起。
由于板件的结构和形状不同,所以需要采用多种形状的顶铁,如图3-63所示。每一种形状的顶铁只适用于某些特定形状的工作件。常见的顶铁有高隆起、中隆起、低隆起、平凸起以及几种隆起组合在一起的组合顶铁。

①通用顶铁。该顶铁有多种隆起,可以用来粗加工挡泥板的隆起部分和车身的不同曲面;校正挡泥板凸缘、装饰条和轮缘;收缩平的金属面和隆起的金属面;修正焊接区等。
②低隆起顶铁。因为这种顶铁的质量大,而且很容易控制在平面金属板上。所以,常用来使金属板减薄和使薄的金属板收缩。可以用来对车门内侧、发动机罩、挡泥板的平面和隆起面以及柱杆顶部,进行钣金加工。
③足跟形顶铁。用来在板件上形成较大形状的凸起,校直高隆起或低隆起的金属板、长形结构件和平面板件。
④足尖形顶铁。是一种专门设计的组合平面顶铁,用来收缩车门板、挡泥板裙板、柱杆顶部和汽车各种盖板,也可以用来在挡泥板的底部形成卷边和凸缘。该顶铁特别适合于粗加工金属板件,因为它的一个面非常平而另外一面微微隆起。但是,使用该顶铁时,不应过度锤击。
工作时,所选用顶铁隆起的直径应比加工件的隆起直径略小,以具有铁锤的3倍重量为适当。顶铁的工作面应保持光滑、干净,不要存在油污、涂料以及毛刺,否则会降低加工质量。
(2)顶铁的基本使用技能顶铁在钣金修平作业中起很大作用。凡是便于放入顶铁的部位,车身壁板表面发生的凹凸变形,均可用钣金顶铁予以修整。
在粗加工过程中,钣金顶铁相当于一个敲击工具,顶铁敲击或压迫损伤的车身覆盖件的内面,顶起金属板的内面并展平弯曲变形的金属。在精加工过程中,钣金顶铁可以用来平滑较小或较浅的不平。此外,钣金顶铁还可以视需要延展金属和消除内应力。
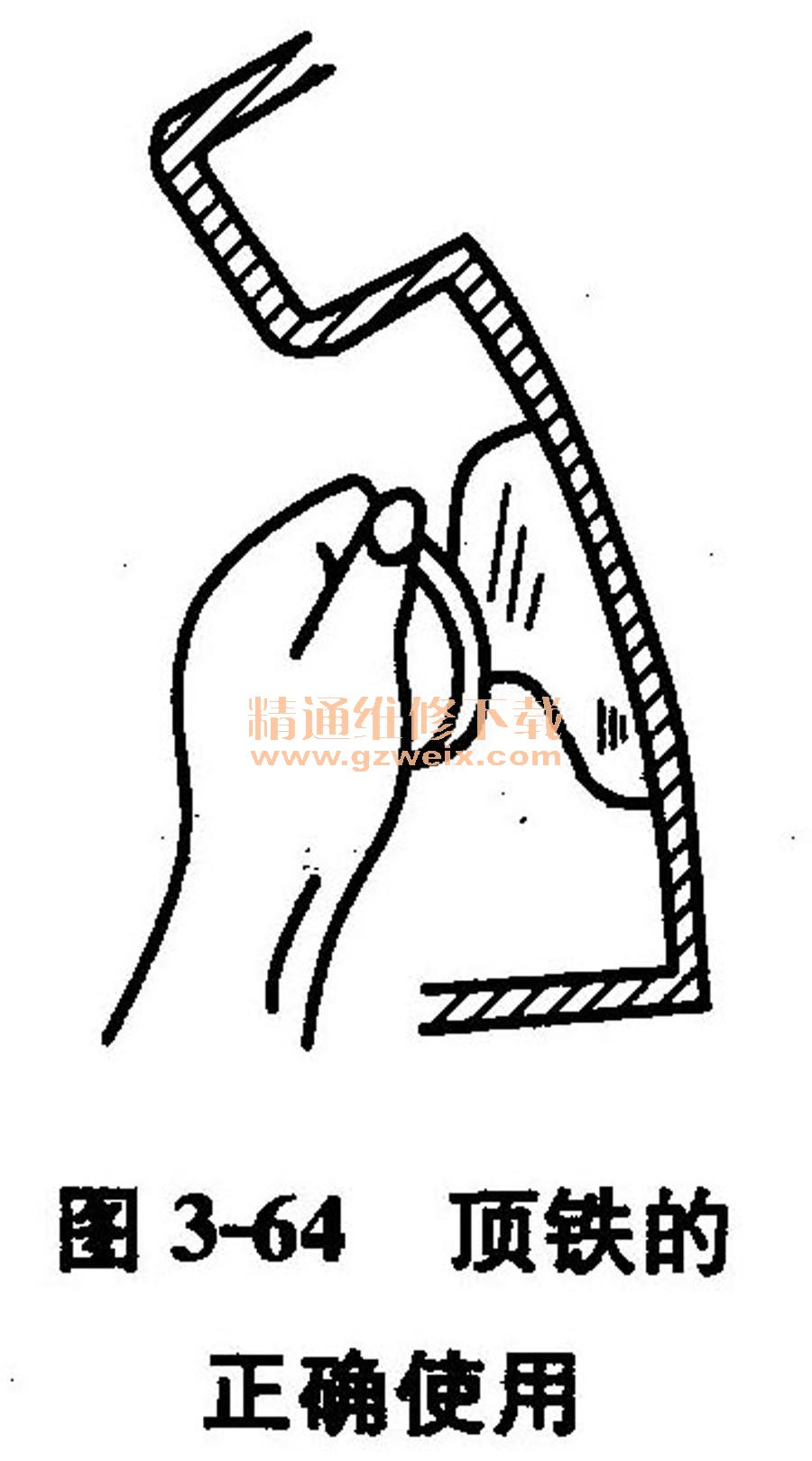
在所有的敲打和拉展的操作中,应将顶铁放在受损板件的内面,用前臂对其施加压力而使其抵在金属的内表面上(如图3-64所示)。敲击时,顶铁起到了铁砧的作用。
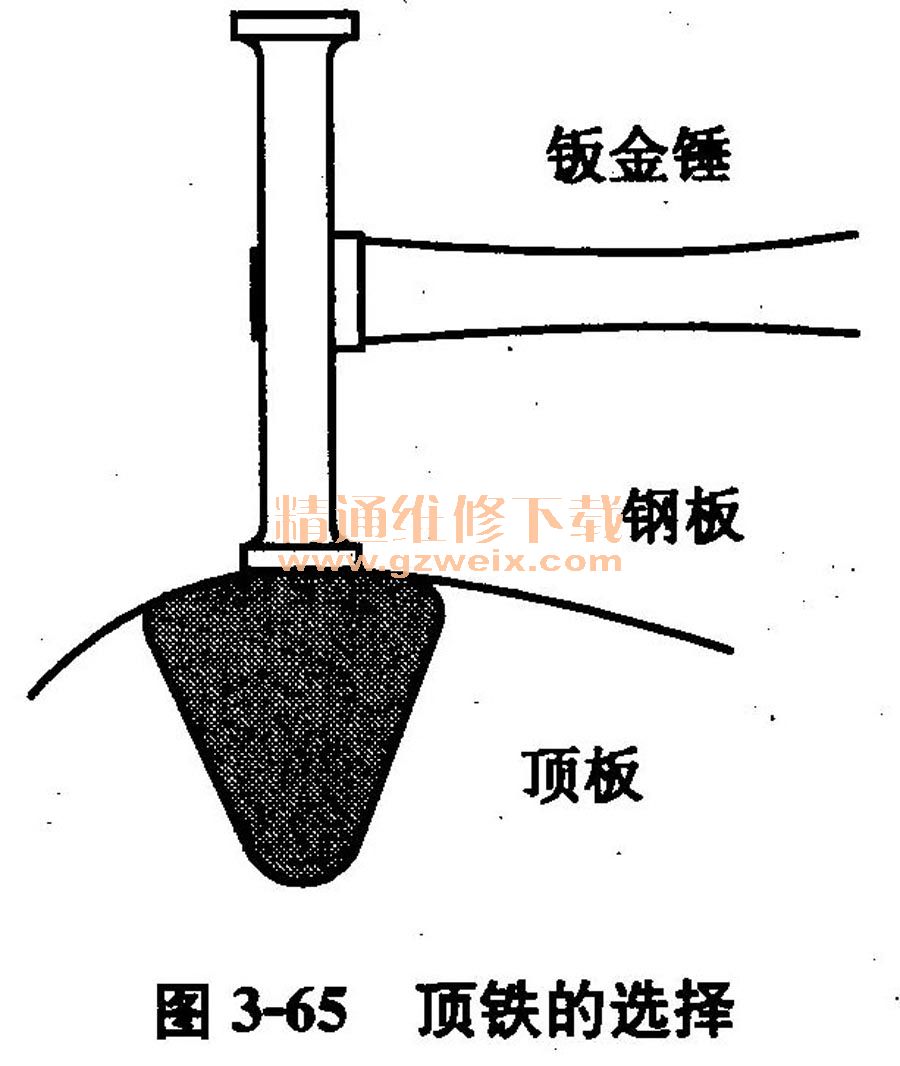
选择顶铁时,应记住要选择一个工作表面必须与所修正的钣金形状基本一致(即半径与要修理的金属板件的曲面一样大或略小一些)的顶铁(如图3-65所示),不然会造成新的损坏。
依顶铁与钣金锤的相对作用位置,可以分为钣金锤与顶铁错位敲击(偏托)和钣金锤与顶铁正对敲击(正托)两种操作方法(如图3-66所示)。
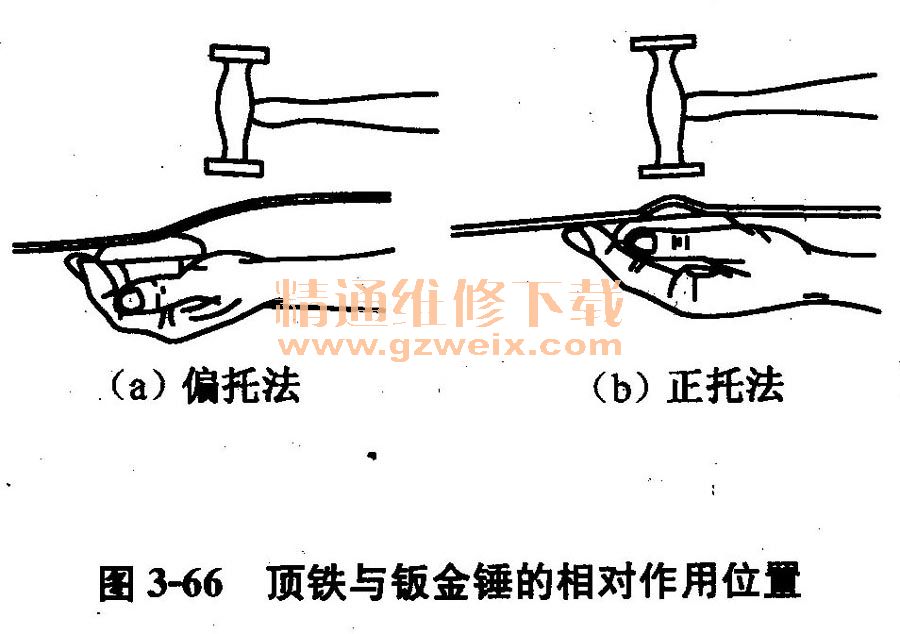
①偏托法操作要领如图3-66a所示,,操作时,将顶铁置于金属板背面的最低处,钣金锤则在另一面敲击变形的最高处,锤击时顶铁也作为敲击工具。
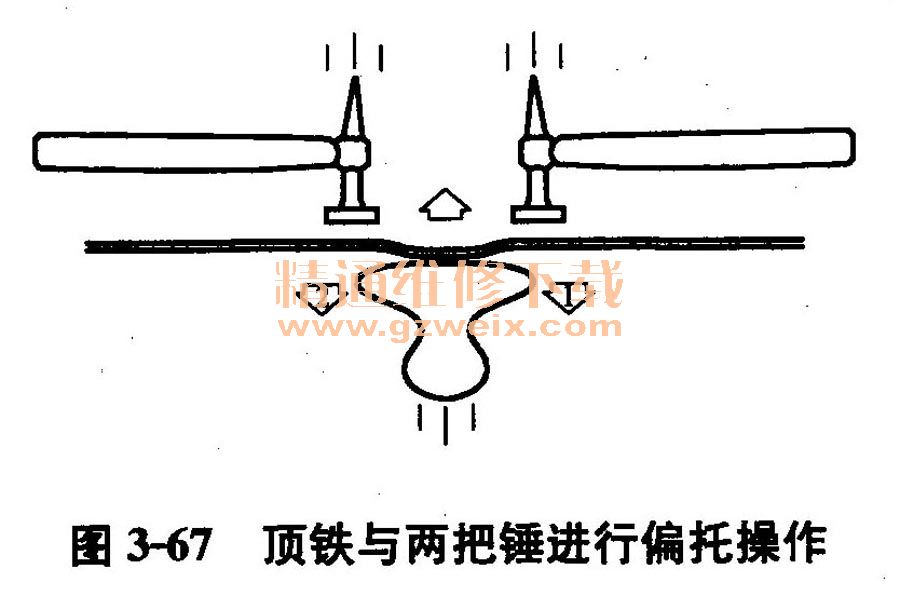
当修整金属板件凹陷部位时可以将顶铁直接抵在凹陷中心的下方(如图3-67所示),同时使用两把钣金锤击打凹陷的边缘和高出的区域,直到凹陷部位升起,与周围的板件平齐。这种偏托法操作可以避免修复过程中的受力不均。很小的压痕、很浅的起伏、轻微的皱折都可以用这种方式拉伸,而不会损坏漆层。
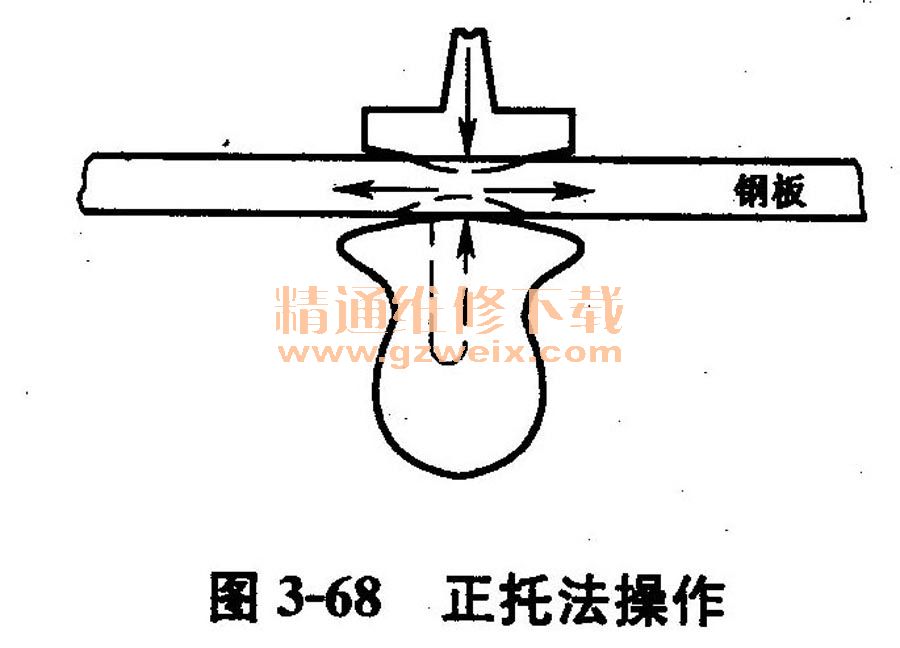
②正托法操作要领正托法的目的在于使钣金件表面回复到原有的形状,这种钣金操作对于修复隆板和平整较小的凸起十分有效。操作时,见图3-66b和图3-68所示,将顶铁直接置于金属板背面凸起部位,用钣金锤在另一面直接锤击变形部位。一选择端面合适的顶铁紧贴于小凹凸的背面,用平锤轻轻敲击金属表面的凸起或小凹陷的周围,使板类构件表面变得更加光滑、平整。所选用顶铁端面形状应与被修正壁板的表面相当,顶铁的工作面也应与变形相当。
这种使用钣金顶铁的操作方法也称为“紧贴法”。“紧贴法”修平,钣金锤的落点一定要与顶铁的工作面重合,即实现点对点的一一对应;顶铁始终贴紧在修正面上,即顶铁面与锤击部位准确对应,以防止因“打空”破坏趋向平整的构件表面。
正托法敲平容易使金属造成延展变形,这是因为当金属板在敲平过程中过分承受锤击时,则受锤击部位的金属就会变薄而且面积变大,由于这块金属被周围没有受到锤击的金属紧紧包围着,而不能向任何方向的扩张,多余的金属别无选择只有向上或向下移动。因此,正托法常用于修平钣金件和延展金属。必要时要进行收缩操作以消除金属的延伸变形。
偏托法由于手锤击打的是板料的正面凸起处,而顶铁击打的是板料背面的凹陷处,故不宜造成金属延展变形,常用于精修前粗加工过程中的局部变形的校正,校直钣金件的较大变形。
使用钣金锤、木锤或尼龙锤敲击大凹陷周围产生的隆起变形时,应“深入浅出”地由最大凹凸变形处开始敲平。敲平作业的工序过程如图3-69所示,顺序依次为a、 b、 c。还可以使用足跟状顶铁或指状顶铁、楔形顶铁等进行拉伸平坦或近似平坦的金属表面,校正低的凹陷,进行收缩操作。

三、撬镐和冲头
(1)撬镐和冲头的用途与类型当损坏的车身板件已经经过校正、拉直等粗加工后,如果表面仍存在一些小的不规则麻点或小凹点,而用常规的工具(如镐锤)不能去除时,就应选用撬镐和冲头进行精加工。
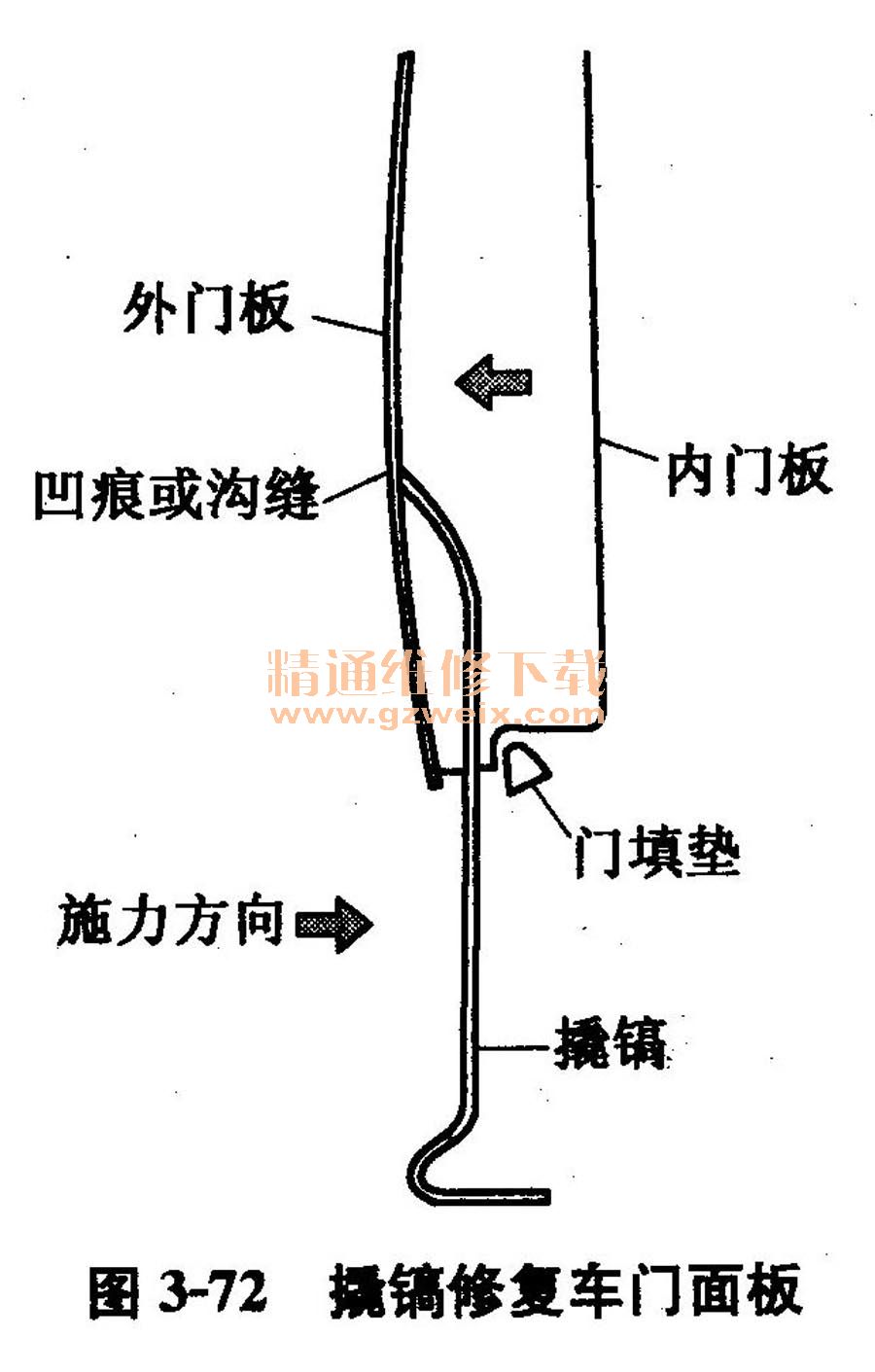
①撬镐。撬镐适用于钣金面的内侧等狭窄而顶铁不易伸入的部位,它可以伸入狭小的空间内,撬起小的凹痕和沟缝。
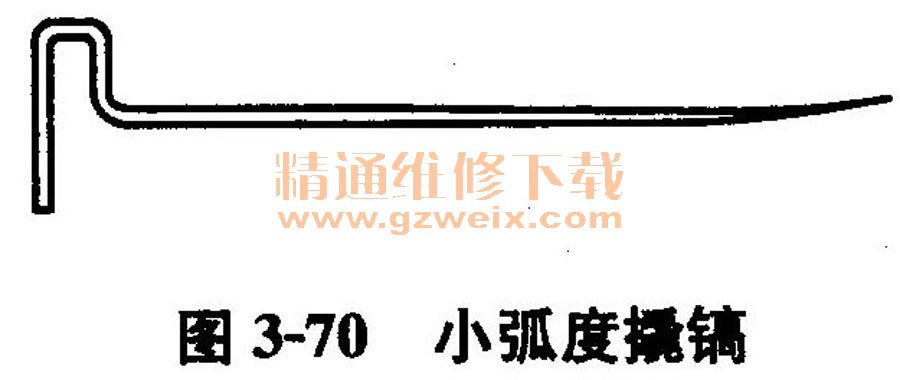
小弧度撬镐(如图3-70所示)。端部为一个小弧度的镐头,U形端为把手。用在车门、车门槛板和后顶盖侧板等处。使用时,把撬镐通过板件上的孔穿入结构内部,使镐头对准板件上小的凹点,在手把上用力撬即可。
大弧度撬镐,如图3-71所示。与小弧度撬镐形状相似,但镐头长。用在需要较长镐头才能达到凹痕的情况下。

撬镐常用于消除车门、侧围板和其他封闭断面上的小凹痕。图3-72所示为撬镐伸入车门面板后面,撬出车门小凹痕或沟缝的实例。
②冲头。弯头精修冲,如图3-73所示。用在一般工具较难达到,需要弯曲工具才能触及到的地方,例如车门立柱、顶盖横杆、车门板的外侧部位和车门槛板等。

钩头精修冲,如图3-74所示。用在可以在板件损坏部位附近打孔,使钩头精修冲塞入的情况。也可以用来把车门窗框处的板件和后备箱板件凹陷的地方撬起。
(2)撬镐和冲头的基本使用技能撬镐和冲头用来撬起那些由于内部结构件的干涉而不能用常用的锤击方法进行修复的损坏区域。
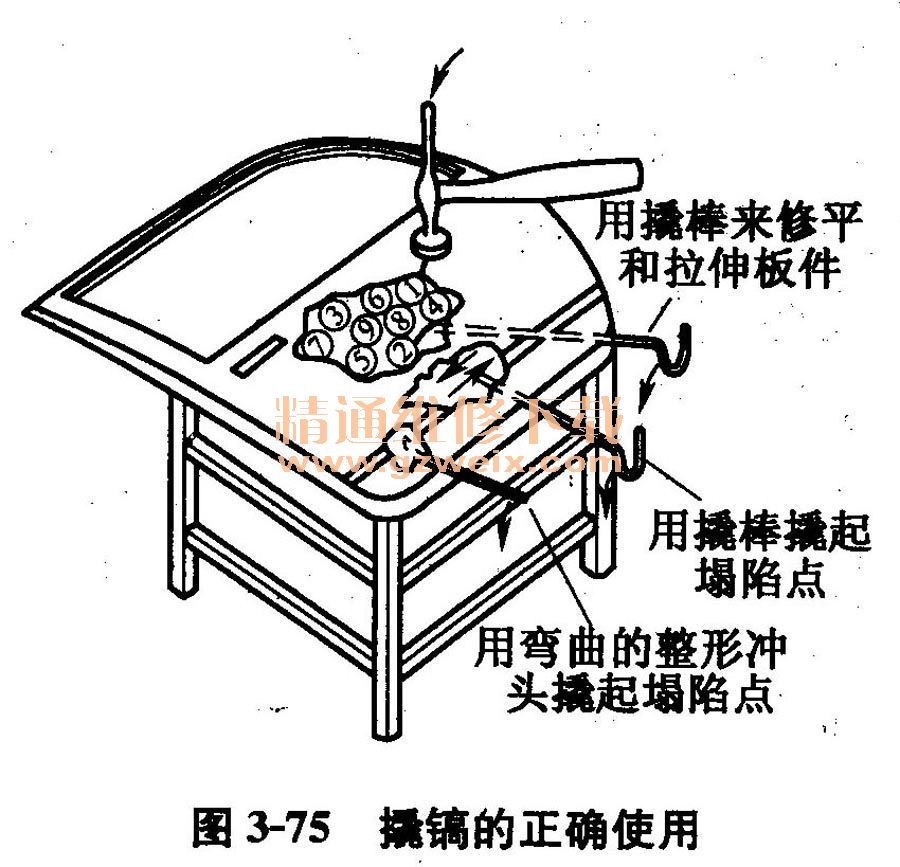
如图3-75所示,可以用撬镐把凹陷点撬起。首先用冲头在内部结构件上适当部位冲出孔,以利于使用撬镐和在敲平中调整接触部位。然后将撬镐或冲头直接插入到板件下部,通过撬镐的头部将合适大小的突出点撬起。由于撬杠要比冲头长一些,因而它们能伸及的范围也要大一些,所以它们一般用来撬起内部板件总成上的凹陷;而冲头被用来修理车身板件的外部和边缘。
四、修平刀和嵌缝凿
(1)修平刀的用途与类型修平刀主要用于抛光表面。修平刀可以把敲打力分布到一个较大的区域上,从而迅速把隆起敲平,并且不损坏板件的其他部位。操作时与锤子配合使用。把修平刀直接放在隆起表面处,用锤子敲打修平刀即可,如图3-76所示。其平直表面把敲打力分布在宽的表面上,可使被光整表面的皱折和凸起修平。修平刀也可以用来敲平操作空间有限部位的小凹痕,可以在结构的内、外板件之间,操作空间有限,不能选用普通顶铁的情况下,用作顶铁。

修平刀通常可以分为三类:专用修平刀、冲击修平刀和成形修平刀。
修平刀的工作面应保持光滑和清洁。为防止在油漆面上留下痕迹,可以在修平刀和加工板件表面贴上胶带或明胶,然后_进行操作。
(2)修平刀的基本使用技能
对于难以放入顶铁的弧形凹陷,需要按图3-77所示的方案,使用修平刀修复:将修平刀插入并抵住凹陷部位,用木锤或尼龙锤敲击凹陷周围的隆起,使变形逐渐减轻,甚至要用修平刀将凹陷板面直接顶起。当修平至一定程度时,再改用金属锤对变形进一步修整。修平双在形状上要求与修正表面相近,工作面的宽度应大一些。修平刀在粗平过程中主要起支撑作用,接触面积过小则很容易使金属表面留下印痕。
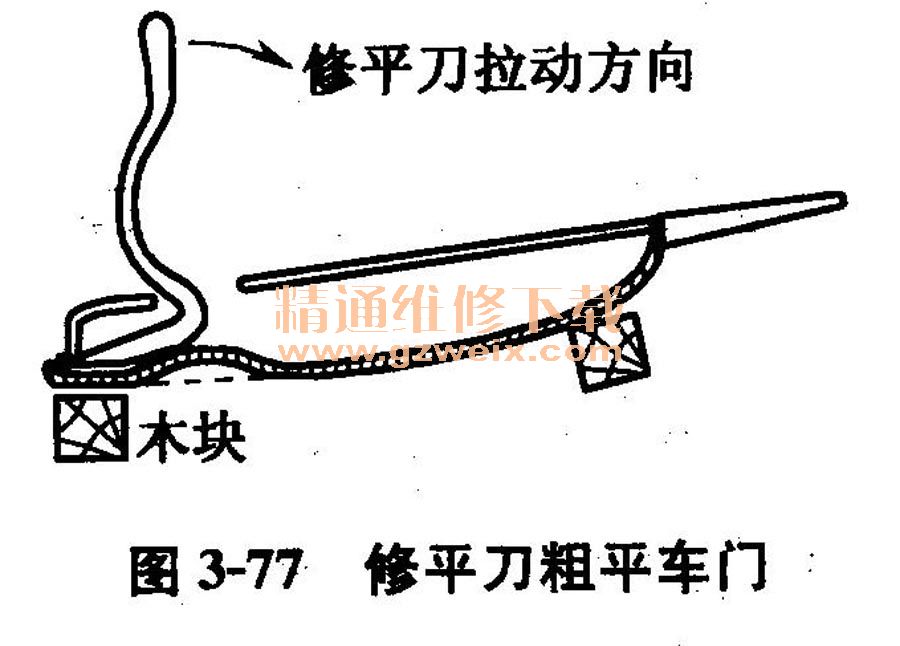
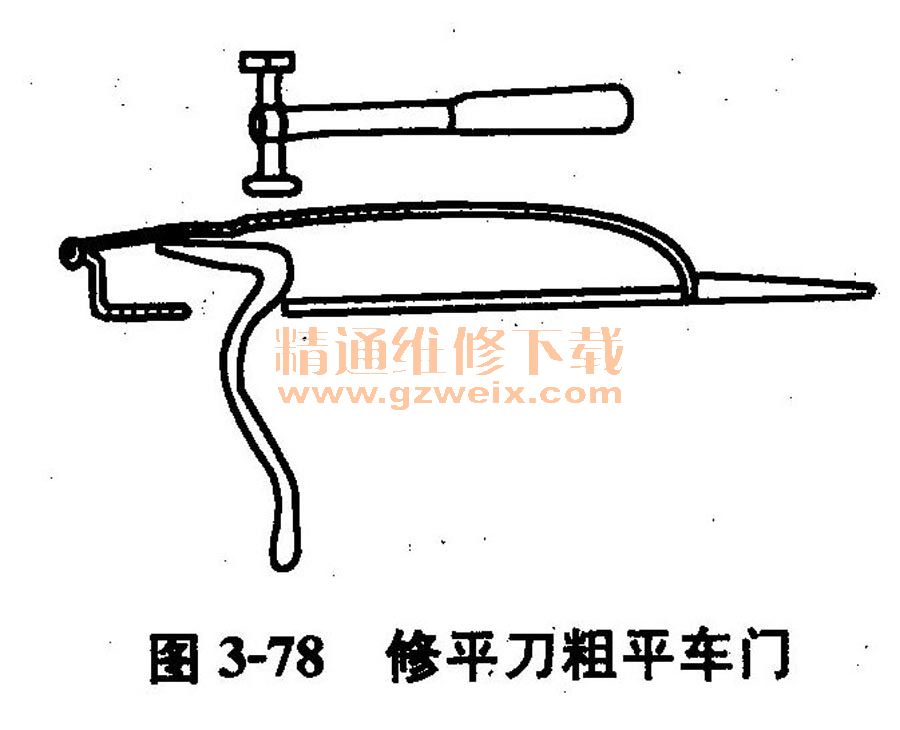
如图3-77所示,用两块木块支撑车门和它的外边,使车门外侧的面板与地面悬空。按图示的方法用修平刀撬动,将向内凹的部分弹回到正常位置;车身板件初步整形后,再按图3-78所示的方法,用修平刀的平面配合锤击进行正托或偏托敲击,借助修平刀和锤将车门面板修平。这种方法对车门施加压力时,车门外板不至于抵到地板上,保证车门板件具有充足的移动和回弹空间。可以用修平刀撬起受损的侧板、后面板和其他的有内部结构件加强的板件上有弹性的损坏区域。
运用修平刀进行修平操作时,应十分注意锤击力度控制。受修平刀支点选择方面的影响,其端面与变形部位的顶贴力量不易控制。与顶铁法相比,修平刀法的敲击力度要相对小一些,在轻轻锤击的过程中还应特别注意顶贴位置和敲击部位的变化情况。应用修平刀还应注意支点的选择,要避免以车身的某些薄弱环节作支撑,不得已时应垫上木板以免造成支点变形。
(3)嵌缝凿嵌缝凿的种类如图3-79所示。嵌缝凿可以与球头锤配合使用,在车身板件和车架上重新成形凸缘、凸起、直线边缘和弯拆等。

五、锉刀
(1)锉刀的用途与类型车身锉刀是用来修整锤、顶铁、修平刀等钣金工具作业留下来的凸凹不平痕迹的钣金专用工具。它与锉削金属件的一般锉刀是有区别的。车身锉刀只与凸起金属材料接触,适用于对加工后较粗糙的表面进行光洁处理作业。另外,利用车身锉刀还可以检验钣金平面修复是否平整。在撞伤板件已经被粗加工后,可轻轻地使用车身锉刀,目的不是锉掉金属,而是通过锉痕找出不平处的位置,显露出板件上需要再加以敲击的小的凸点和凹点,以便再用手锤和顶铁来修复使其平整。
经锉加工后,再进行砂轮的最终打磨,就可以完成金属精加工的全部工作。图3-80所示为常用的车身锉。
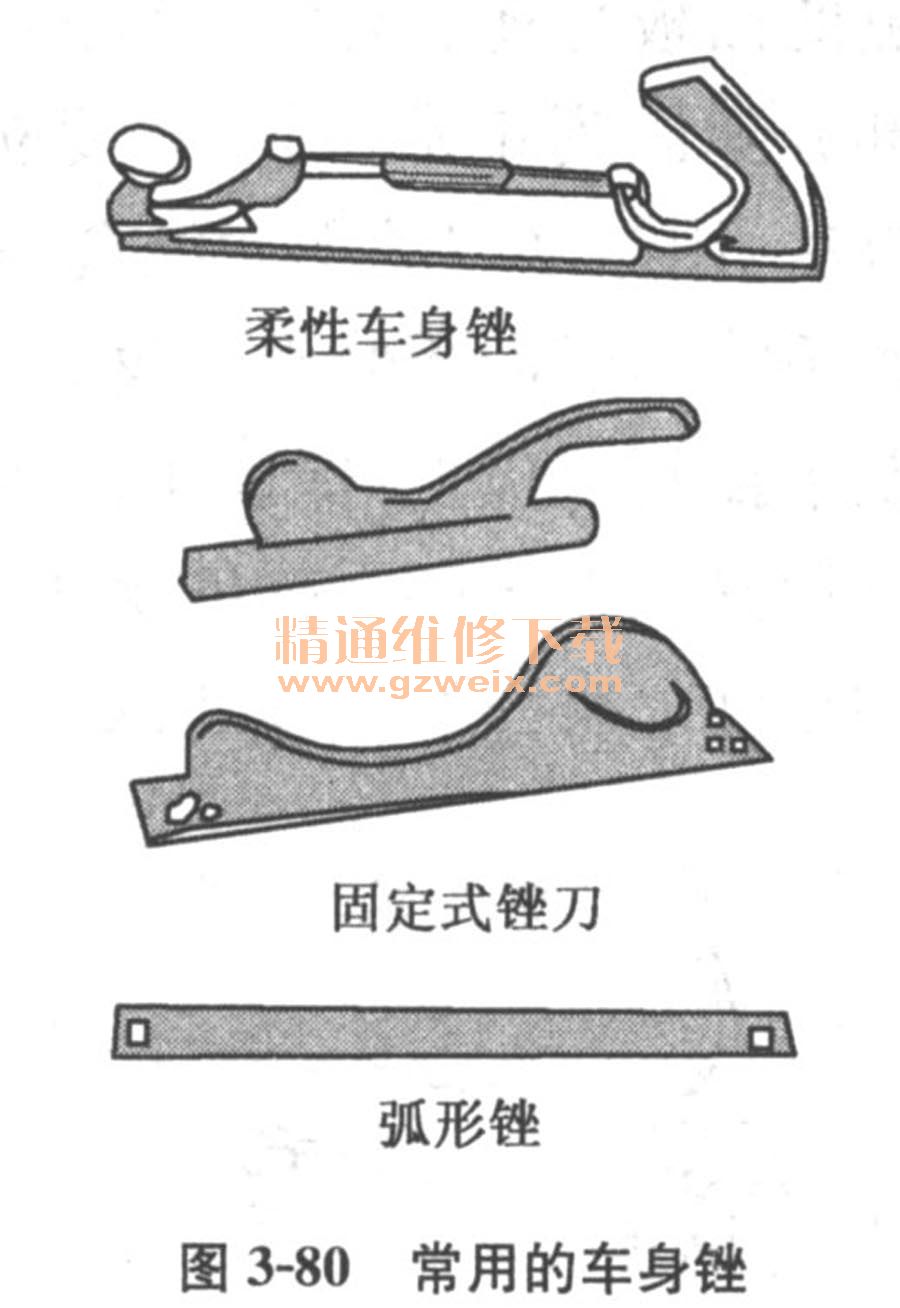
①柔性车身锉。撞伤板件粗加工和校正工作完毕后,可以用柔性车身锉使板件上任何需加工的凹凸点显露出来。无论板面是平面或是凹凸面,柔性把柄都可以调整锉片的弯曲度,让锉的形状更好地配合板面的形状。但是不要让锉片过度弯曲,防止把锉片折断。调整锉片前,应首先松开把柄上的固定螺钉;调整完毕后,再拧紧它。
②固定式锉刀。该锉刀是锉平金属板的理想工具。
③弧形锉。也称为曲面锉,用来修整尖的隆起面、折边和装饰条的平直程度。
注意:禁止使用锉刀去撬或击打,因为锉刀所用的钢较硬,非常容易被击碎。
(2)锉刀的基本使用技能
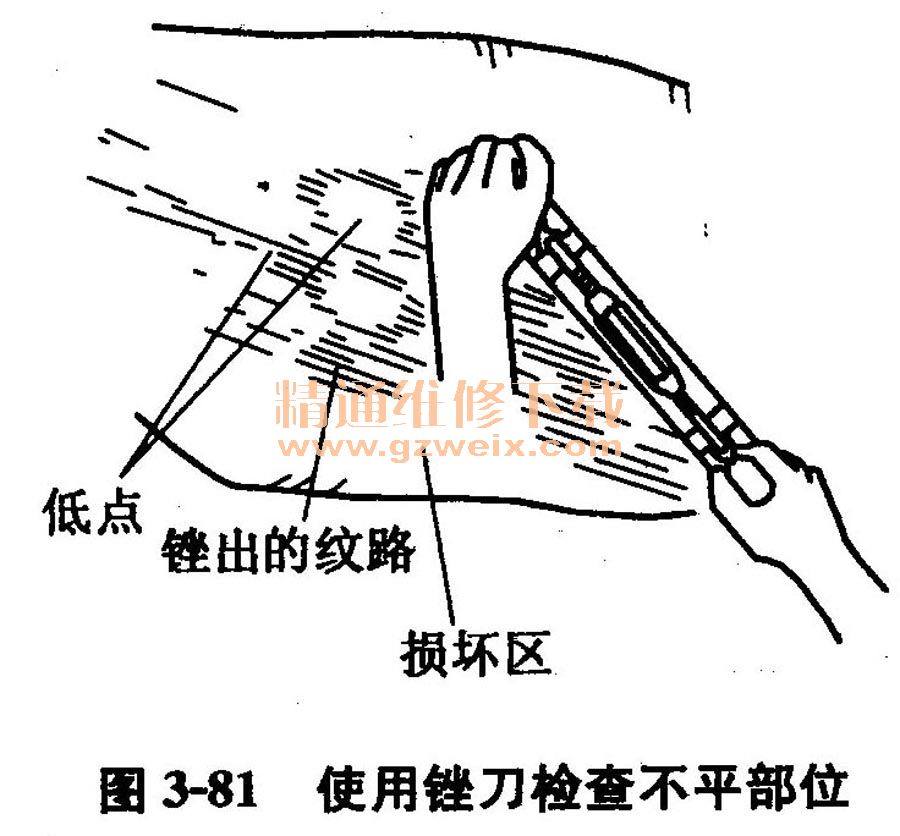
①敲平作业过程中,对稍大一点的凹凸检查起来比较直观,但当作业接近完了时,就需要借助锉刀来检查不平部位之所在。使用锉刀的目的在于检验而并非将板面修平,旨在通过锉刀滑过时产生的痕迹(俗称幢一下),来显示板面的实际凹凸状况(如图3-81所示,表面留有锉痕的部位为凸点,无锉痕的部位则为凹陷)。然后再用平锤或风镐等工具修平。
②在锉的过程中,应该握住手柄向前推。用手握住锉的头部,以便控制压力的大小和方向。每次锉的行程应尽量拉长。从未损坏区的一边开始挫,然后穿过损坏区,到达未损坏区的另一边。采用这种方法时,未损坏区和损坏区的正确平面都能够得到保持。锉削开始时,锉刀的前端起作用,然后使锉齿的锉削作用移到中间或尾端,就形成一个工作行程,使锉齿从前端到尾端都有锉削作用,行程要长而有规律,不可短而杂乱。在返回的行程中,用手柄将车身锉从金属上拉回。
③使用车身钣金锉刀作业时,要成一适当的角度而不是顺着锉刀直行前进。如果顺着锉刀直进的话,会把钣金面锉出凹痕。而且仅轻轻加压力于锉刀上进行推锉即可,太重的压力将使锉过分切削金属面,但是也需要有适当的压力以防止锉刀跳动。
④检查弧形板面时,最好使用可调柔性锉,因为这种类型的柔性锉压到弧形板面上时,可通过调整使两端留有一定何隙,给操作带来很大方便。
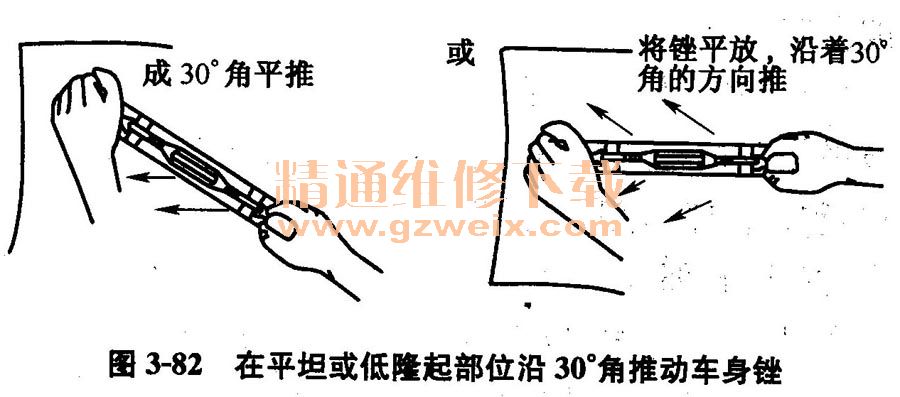
⑤当锉一个很平坦的部位时,将锉与推进方向成30°角水平地推,也可将锉平放、沿着30°斜角的方向(如图:3-82所示)。
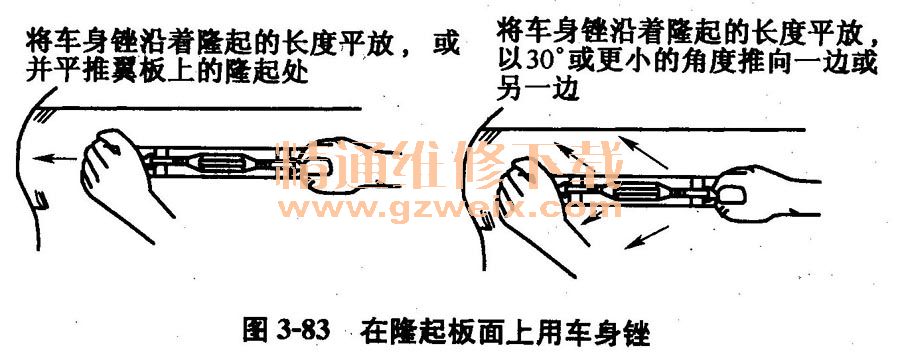
⑥在隆起的金属板上,应将锉平放,并沿着变平的凸起处平推,或者沿着凸起处最平坦的方向平放,以30°或更小的角度向一边推(如图3-83所示)。
上一页 [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] 下一页





