・上一文章:海尔KFR-50LWBPF型柜式变频空调器接通电源时室外机就工作
・下一文章:大众捷达怠速不稳、排气管冒黑烟
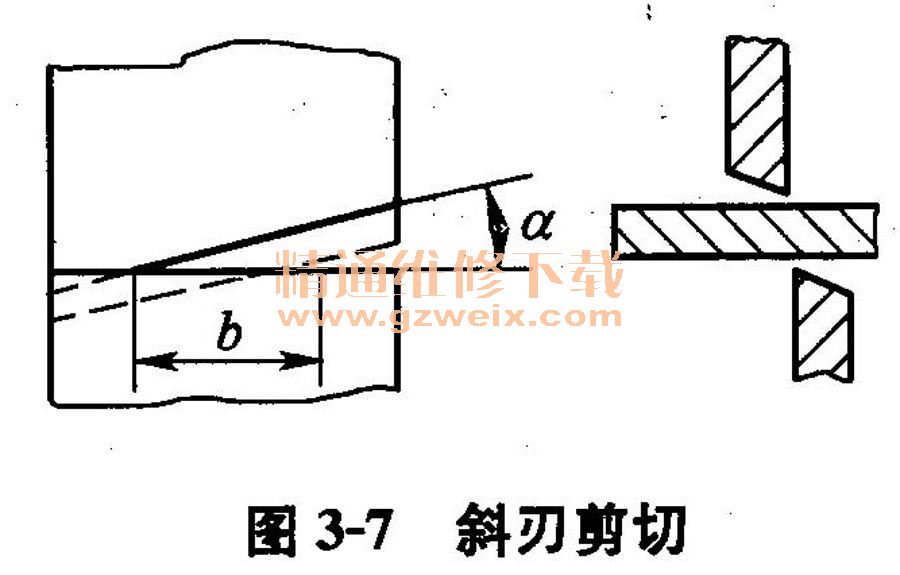
常用的龙门剪床是斜刃剪切。其剪刃与被剪钢板的一小部分接触,是逐渐进行剪切的。因而它比平刃剪切的剪切力要小得多,如图3-7所示。上剪刀片倾斜地固定在刀架上,它与下剪刀片相交的倾斜角,称剪切角,用a表示。
龙门剪床的上剪刀是利用偏心机构和离合器的作用实现上下运动的,偏心轮旋转一周,带动上刃架上下运动一次。
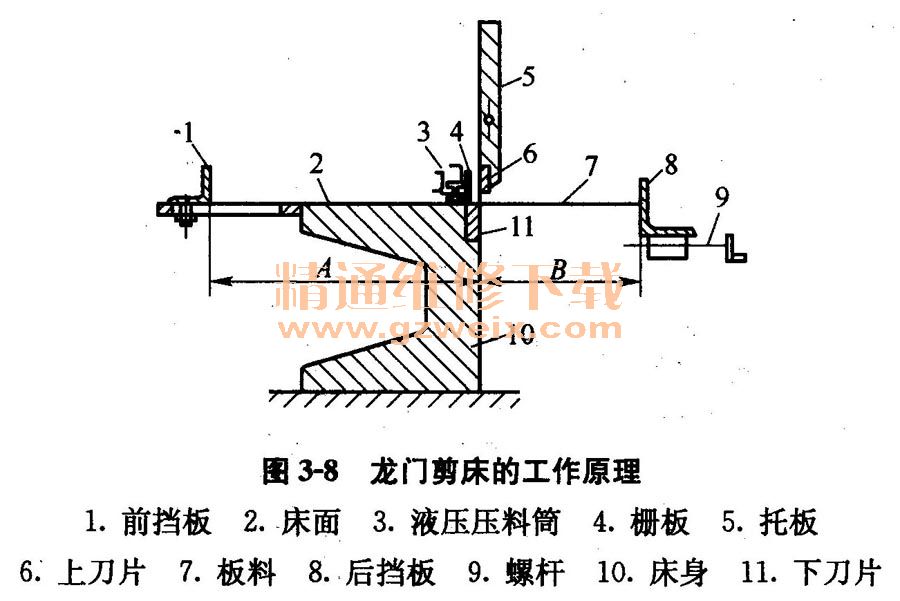
为了保证操作中的安全和防止钢板在剪切时的移动,剪床台面上设有压料装置和栅板,并在剪刀的前后设有可调节的定位挡板,以便于剪切相同尺寸的板料。龙门剪床的工作原理如图3-8所示。
(2)龙门剪床剪切钢板的操作方法
①将钢板表面清理后放在剪床台面上,把剪切线的两端对准下剪刀刃;启动压料机构,压紧板料;检查剪切线对正下剪刀刃无误后,脚踏离合器,开动机器剪板。
②剪切同一尺寸板料时,应按所需尺寸固定住前挡板(或后挡板),校正第一块板料尺寸合格后,即可继续剪切。如生产数量较大,应在剪切一定数量后,对零件进行抽查。
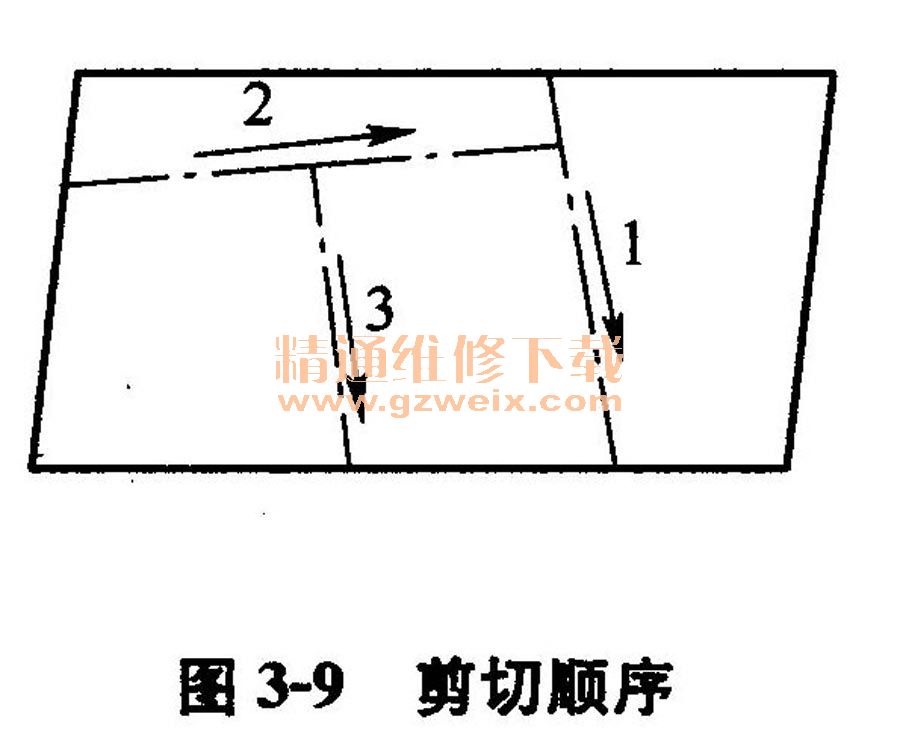
③在同一钢板上有多种的不同规格零件时,应考虑剪切顺序。如图3-9所示。
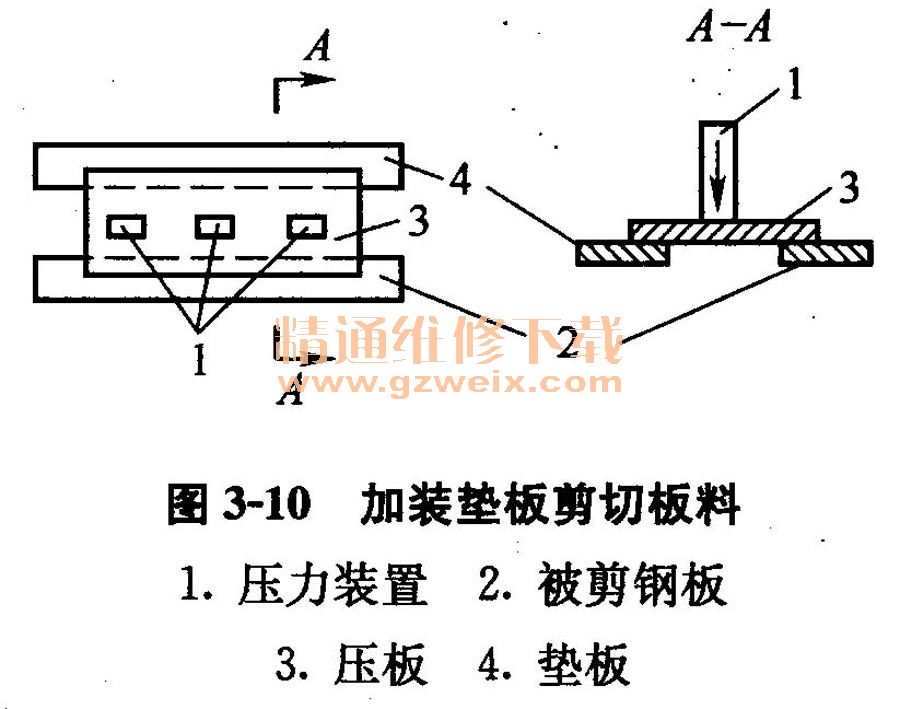
④剪切窄条料时,如果压料装置压不住板料,必须用加垫等方法,把板料压紧后,才可剪切,如图3-10所示。
⑤两人或两人以上同机操作时,必须密切配合。指挥和控制离合器要由一个人负责。
2.圆盘剪床
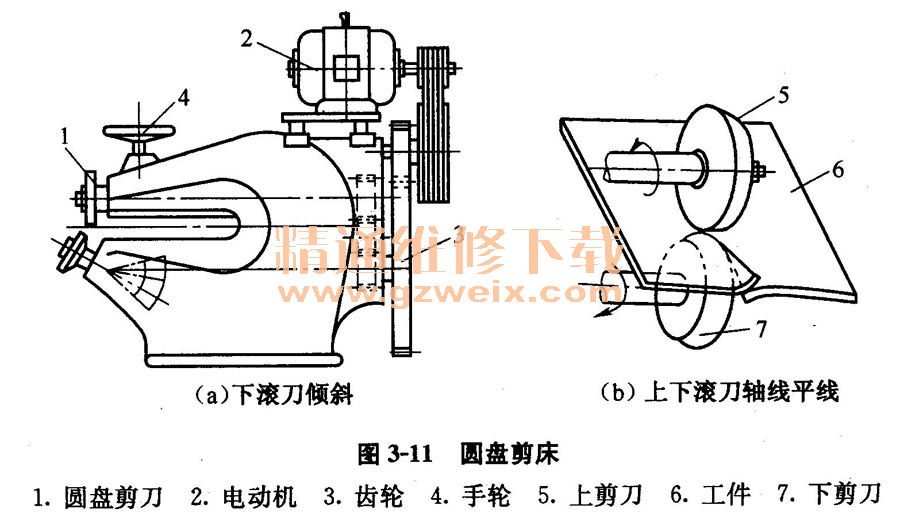
(1)圆盘剪床的结构特点圆盘剪床也叫滚剪机。它的剪刀是上下两个呈锥台形的圆盘。两个圆盘剪刀的轴线有平行的,也有倾斜成一定角度的。圆盘剪床的结构,如图3-11所示。
圆盘剪床传动结构有两种类型:
①两个圆盘剪刀都能主动旋转;
②上圆盘剪刀由齿轮传动旋转,下刀是从动圆盘,固定在机座上,由于两个圆盘剪刀重叠甚小,所以能够切割任意直线和曲线。当手工操纵钢板进入剪刀之间,两剪刀的相对旋转就能把钢板切开,常用的是这种结构。
(2)圆盘剪床正确操作方法
在操作圆盘剪床时,滚刀工作时必须有适当的间隙,其间隙根据板料厚度((t)可以进行调整(如图3-12所示)。
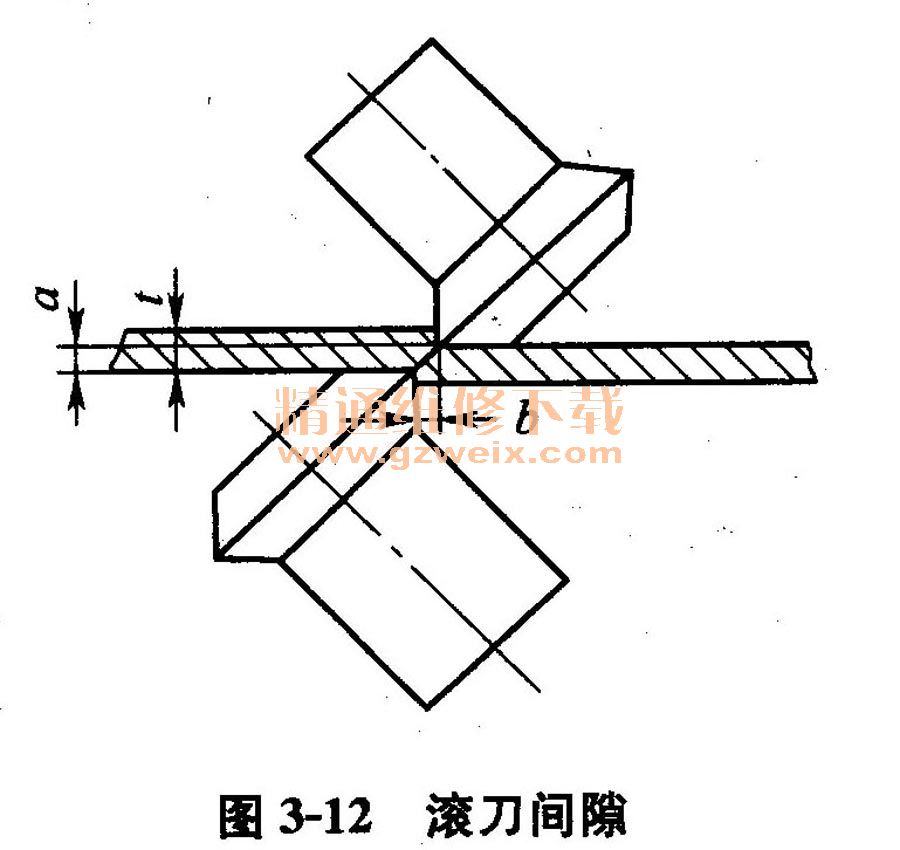
一般垂直方向间隙a=1/2t水平方向间隙b=1/4t。
利用圆盘剪床剪切时,要将钢板上的剪切线对准圆盘刃口,握住板料,并推入刃口,由于圆盘剪切与板料之间有摩擦力,所以它具有一定的自动进料的作用。同时,操作者应轻推钢板,并按剪切线转动钢板,使圆盘剪力的刃口始终剪在剪切线上。
3.振动剪床
(1)振动剪床的结构特点
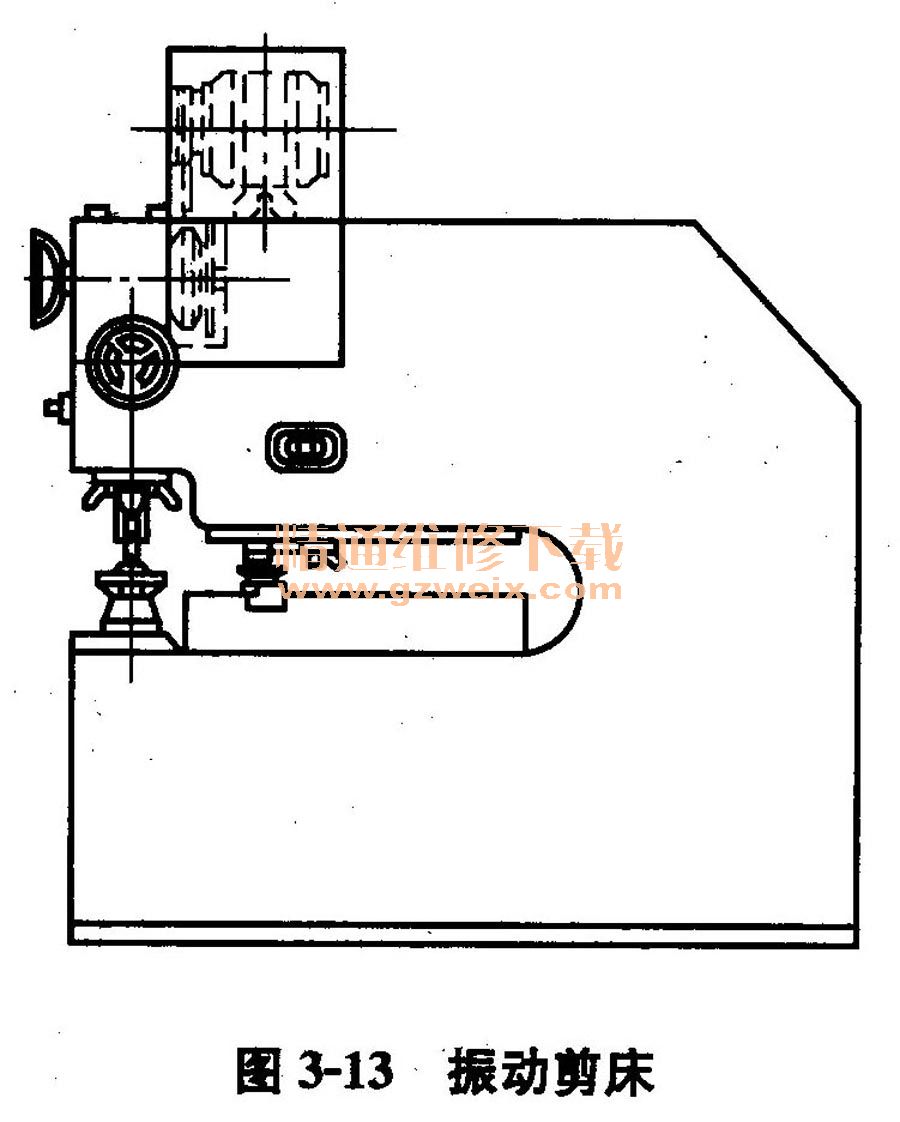
如图3-13所示,振动剪床的工作部分由上、下两个剪刀片组成,上刀片固定在滑块刀座上,下刀片固定在床身上。滑块通过连杆与偏心轴相连接,用电动机带动。机器开动时,上刀刃靠着下刀刃做上下往复运动,因运动速度快,类似振动现象,所以叫做振动剪床。由于上刀片往复运动颇似缝纫机的动作,所以又称缝纫剪。上剪刀刃与下剪刀刃相交成20°~30°的夹角。虽然刀刃是直线型,但由于刀刃长度小,所以能够剪切曲线。
(2)振动剪床使用范围及操作方法振动剪床可剪切直线、曲线的内外轮廓的板料,并可对成形的零件进行切边。剪切内孔时要将上剪刀提起,将料摆正后再对上刀片。
剪切前,先在板料上划线,开动剪床后,要握住板料,照线将板料推入刀口,使板材分离。
二、压力机
1.压力机的分类
钣金工常用的压力机床,大体可分为气压机、折弯压力机和摩擦压力机三类。无论是冲裁、压弯、压延等工作,都可以根据所需压力的大小、工件的尺寸来选择合适的压力机,并配合相应的模具来实现。
2.气压机的类型及工作原理
气压机通常也叫风压力机,它是以压缩空气为动力的一种压力机械,有直压式和杠杆式之分。
图3-14所示是应用较广的一种单缸直压式气压力机。它的结构原理简述如下:风缸2固定在床身1的上方,当扳动三通开关3时,压缩空气就沿着风管进入风缸并推动活塞7和压缩弹簧6并使连在一起的丝杠顶杆5、压力头歇上模一起向下移动,完成冲压工作。关闭三通开关,可使风缸里的压缩空气排到大气中,活塞受弹簧的压力的作用而复位,上模也随之抬起。丝杠顶杆的外径是多头方螺纹,可调节其伸出的长短,供安装模具用。下模可放在工作台上,用螺丝压板等压紧。
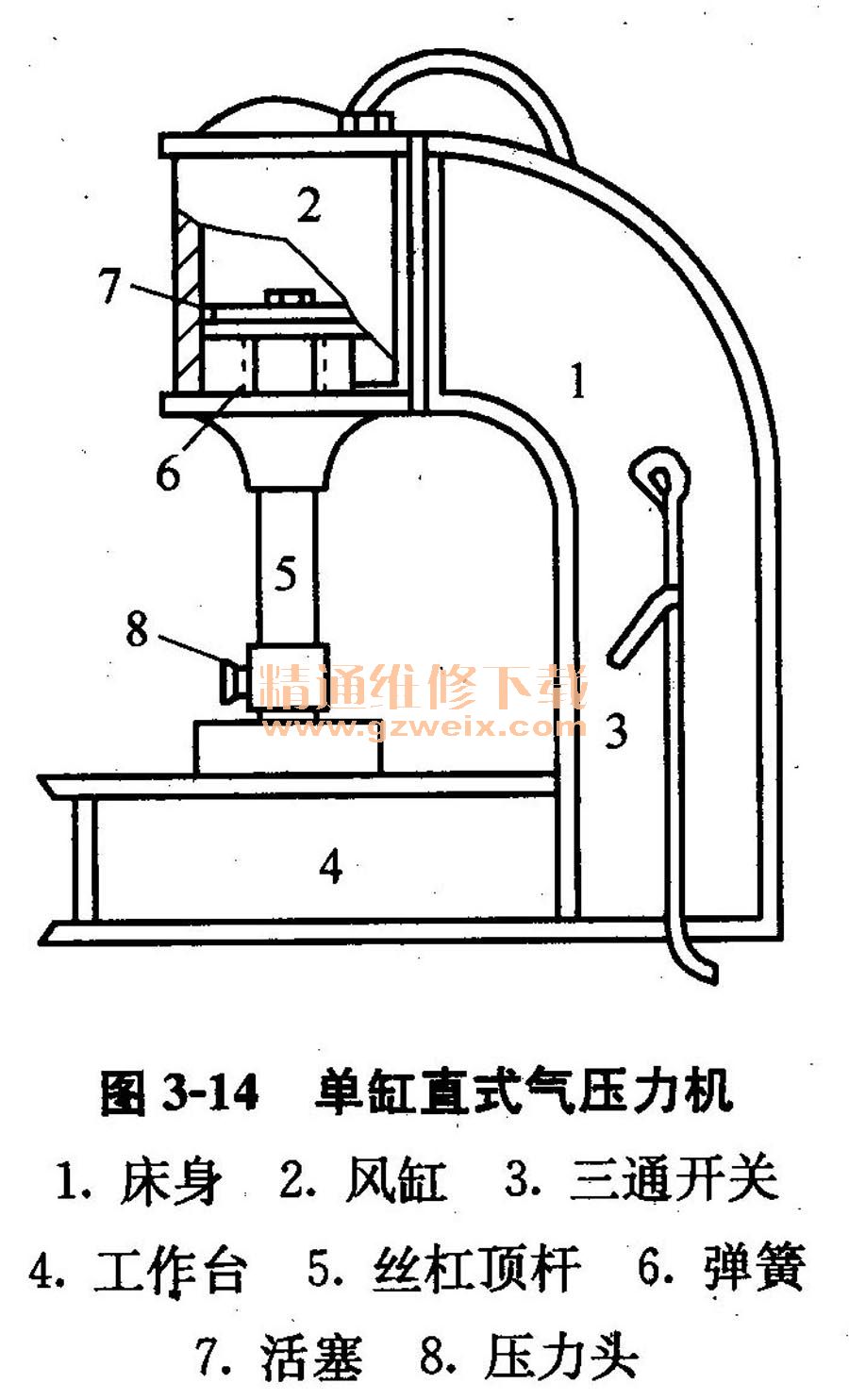
杠杆式气压机是利用杠杆的原理增大其压力的。使用气压机压弯工件时要注意使丝杠顶杆不能转动,因为一旦转动,必然会使连在一起的压力头和上模转动,从而使上、下模错位。要注意保持丝杠顶杆的清洁,并经常润滑。安装与拆卸模具时,不要碰撞丝杠顶杆。
3.折弯压力机的用途及工作原理
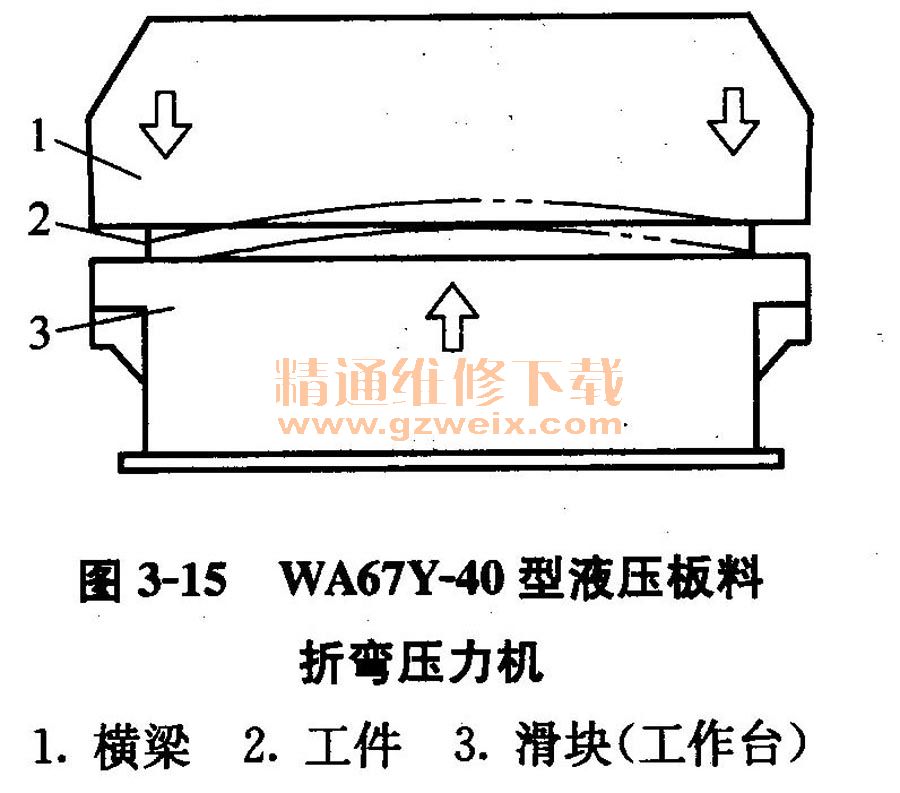
板料折弯压力机主要是对板件作直线弯曲,即折边。采用简单的通用模具,可把金属板料压制成一定的几何形状。如果配备相应的工艺设备,还可以作拉伸、冲槽、冲孔、压波纹等。
图3-15所示为WA67Y-40型液压板料折弯压力机的外形图。此压力机采用下动式液压传动,滑块(工作台)由下向上运动,回程靠滑块自重返回。此机具有体积小、重量轻、行程长度较大、安全可靠等优点0压力机的液压缸放在滑块的中心,因而在折弯工件时,滑块产生和横梁的方向一致的变形,从而可获得较高精度的制作。
4.摩擦压力机的结构特点
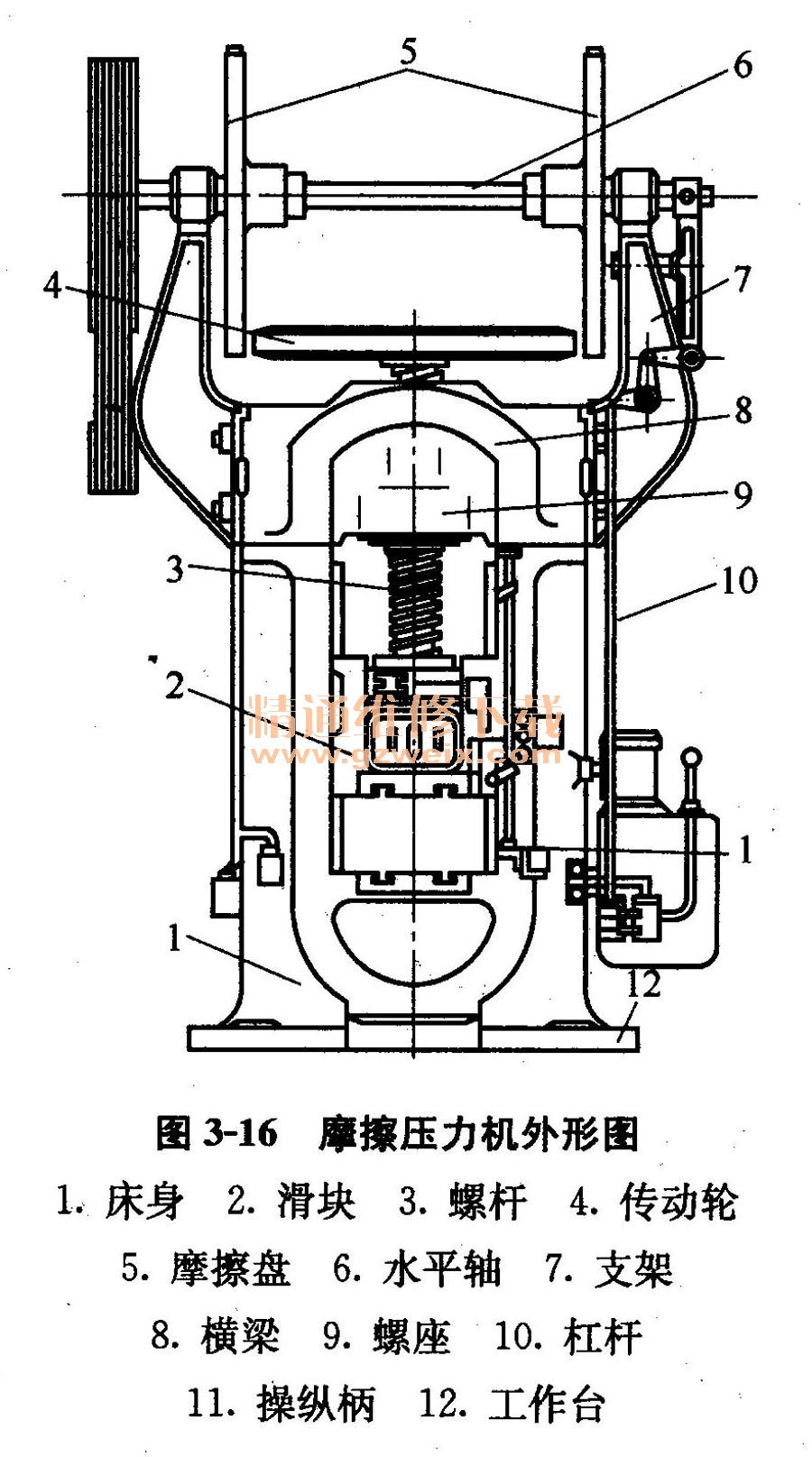
摩擦压力机也称丝杠压力机。它是靠飞轮、螺杆及滑块向下运动时所积蓄的能量来进行冲压的,如图3-16所示。摩擦压力机的工作压力一般在300~30000kN之间,能基本满足中、小型零件的冲压工作要求。
三、卷板机
1.卷板机的用途及结构
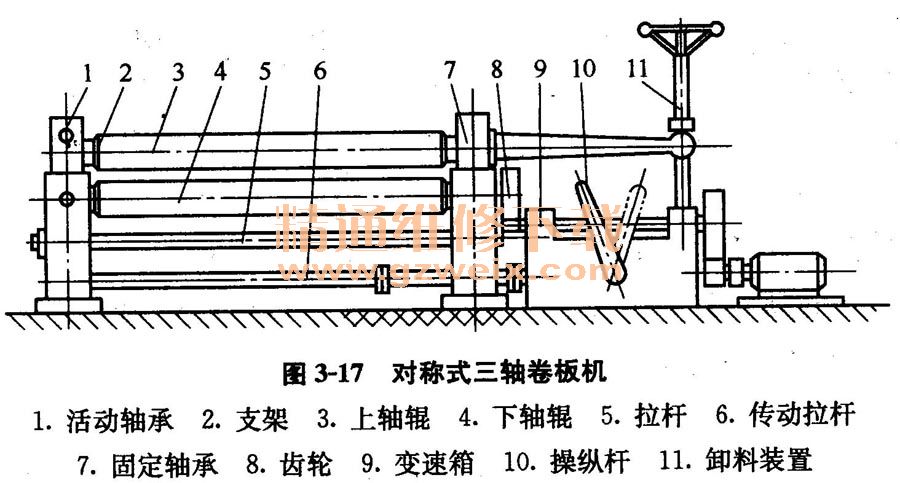
卷板机用于圆筒形或圆弧形板料制作,其主要工作部分是两根前辊和一根后辊,如图3-17所示。操作时,金属板由固定的上轧辊滚圆,下辊和后辊的位置可调。
2.卷板机的操作方法
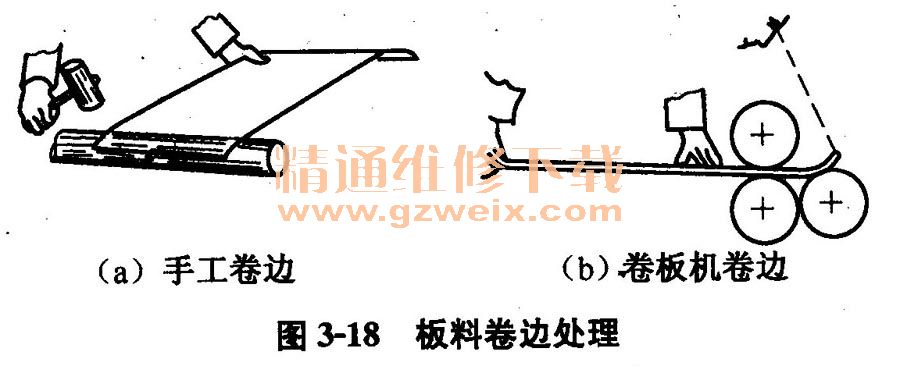
卷板前,通常先调整各辊子的间隙,以保证各辊平行和板料顺利通过。另外,应将板料两端边缘进行压边处理。小直径圆筒或较厚的板材通常用锤击法处理板边,而较薄的板料也可直接在卷板机上处理。
①图3-18所示,首先将板料边缘放在上、下两辊中间。
②调整手轮将料压紧。
③将板料适当下压。
④卷板时,调节上、下两辊间隙,使板料轻轻夹住,其夹紧程度以施较大的力时板料能移动为宜。
⑤打开电源开关,辊子带动板料移动。
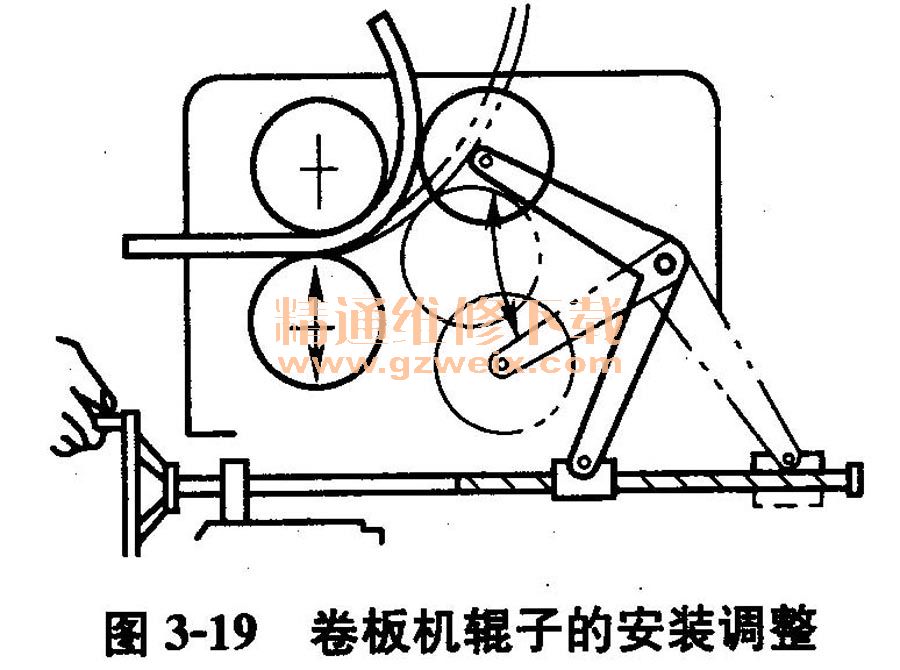
⑥当板料被卷起时,夹住板料的上端,如图3-19所示。
注意:
a.由于板料厚度不同、成形后的曲率不同等原因,卷制过程需多次重复。
b.后辊至前辊的距离也需不断调整。
四、弯管机
1.弯管机的结构与工作原理
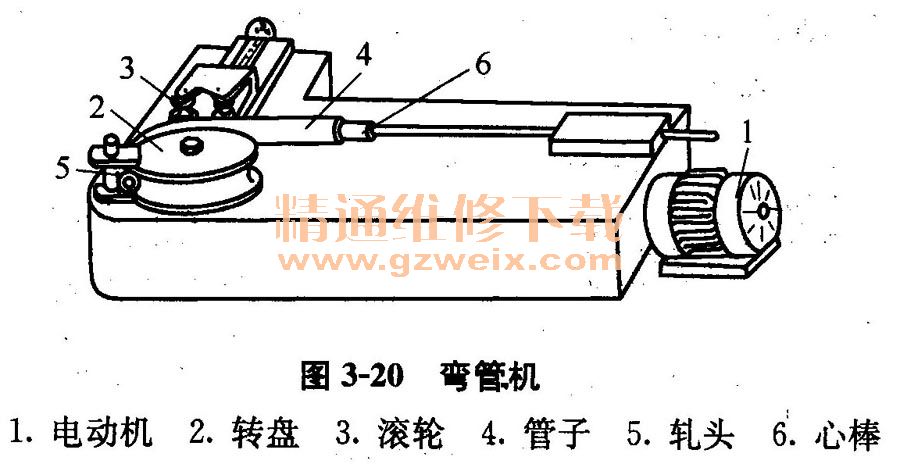
弯管机是用来弯曲管子的设备。常用弯管机主要结构,如图3-20所示。电动机1的转动(正、反转)是经过减速机传给转盘2,使其低速正、反转动的。为了保证弯管后的质量,弯管机用带圆弧槽的滚轮3压在管子外面进行弯曲,管子4装在转盘2和滚轮3的圆弧槽内。滚轮可沿轮盘径向移动,压紧管子。转盘和滚轮的圆弧槽必须和管子的外径相符,这样才能保证让管子在弯曲时不致产生椭圆。管子用轧头5夹在转盘上,管内穿入心棒6;转动转盘,则可使管子产生弯曲。
2.使用弯管机时的注意事项
①使用弯管机弯管时,应根据管子的直径、弯曲部分的位置和曲率半径来选择转盘、心棒和导向轮。
②因弯管后有回弹现象,故弯管时转盘应多转3°~5°。
③大量弯管之前,应先进行试验调整,用移动心棒位置的方法来得到良好的弯管质量。
④如弯管后管子的椭圆度过大,则可将心棒向前伸出一定距离;如弯管后管子壁厚减薄过多甚至破裂,则需将心棒向后移动一定距离。
上一页 [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] 下一页





