・上一文章:中华尊驰行驶时ABS故障灯突然点亮
・下一文章:悦达起亚赛拉图空调不制冷
4.3焊接修复
铝合金板焊接与钢板焊接所用的设备基本相同,但焊接过程中所用的保护气体和焊丝类型是不同的。
焊接铝合金板时,必须使用惰性气体(100%氢气)作为保护气体。对于市场上销售的大多数焊机,只需将保护气体从CO2换成氢气,并将焊丝换成铝丝,即可用于铝合金板焊接。不过在对焊机进行改装之前,应先向焊接设备供应商咨询,并参考焊机操作手册。
选择焊丝时必须选择与基体材料相近的焊丝,如果焊丝选择不当,则会影响焊接的强度;焊丝直径的选择则是根据铝合金板的厚度来确定的。
在对铝合金板进行焊接时,其操作步骤及注意事项如下。
(1)打磨去除铝合金板焊接区域的油漆和氧化膜。为防止电偶腐蚀,打磨时应使用不沾有任何铁颗粒的砂纸,或不锈钢刷。打磨与焊接的时间间隔应尽可能短,因为当铝合金板暴露在空气中时,很快会产生一层氧化膜,这会阻碍金属之间良好结合,并易造成夹渣;氧化膜还会吸附水分,使焊缝上产生气孔。此外,焊接过程中应防止铝合金板再次氧化,因为氧化膜不仅会对焊接质量产生影响,还容易导致铝合金板变形(特别是薄的铝合金板),从而扩大维修范围。
(2)焊接。常用的铝合金板焊接技术为对头焊接。使用焊机时,应参考焊机的使用说明,选择合适的电流和电压设置,先在测试件上试焊后再使用相同设置进行实际操作。在开始焊接前,应检查焊丝端部,如果焊丝端部粘附有焊珠等焊接材料(图14),则会影响电弧的生成。

值得注意的是铝板散热比钢板快,因此比较容易出现焊接熔深不足等问题,如果出现此类问题,则应提高电流,然后再检查是否能获得适当的熔深。当对头焊接的区域较长时,应先采取定点焊接使两块铝板定位,以防止产生翘曲。
使用焊枪时,建议间歇性地打开或关闭焊枪开关,即间歇操作,以防止出现热蓄积,减少熔穿铝板表面的可能。铝板表面受热时不会变色,所以在焊接过程中应仔细观察熔池、焊丝及焊珠的状态。加热时最好使用温度指示装置,以防止铝板过热变形。此外,在焊接长焊缝时,应采用分段焊接防止铝板过热。
开始焊接操作时,焊珠较冷,焊接穿透度较薄;而在焊接过程中,随着热量的蓄积,焊接穿透度会提高。因此焊接时可在接缝一侧进行引焊,在达到良好的穿透度时再对接缝进行焊接。与钢板相比,铝板受热会影响其穿透度,并可能导致熔透问题。遇到这种情况时,应停止焊接,使工件冷却下来,并降低电流,然后重新开始操作。
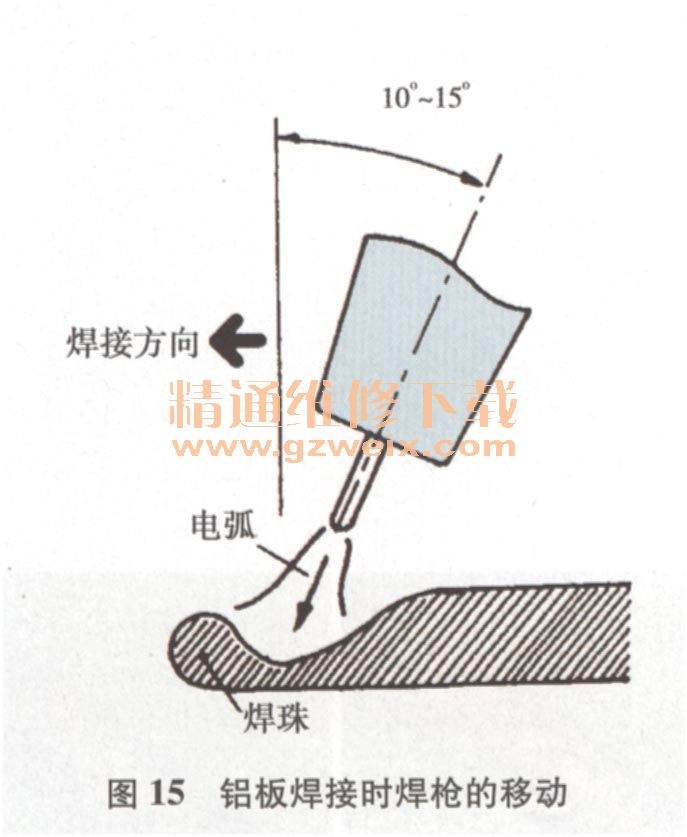
在焊接过程中,焊枪移动的方向如图15所示,这样可以防止空气与保护气体混合,从而获得稳定的电弧;焊枪向前移动,与铝板表面的垂线保持10°~15°的夹角,如果焊枪角度过度倾斜,则会使焊枪前熔化的金属大量溅出,使焊缝穿透不良。
铝合金的热膨胀系数约为钢的2倍,凝固时体积收缩率可达6.5%,因此在焊接铝合金板时,往往会由于过大的内应力而产生热裂纹,这是高强度铝合金焊接时最常见的缺陷之一,因此焊接时要注意加热和冷却的速度不能过快,在焊接较厚或较大板件时,要对板件进行预热和控制冷却,焊接后要在板件上覆盖一层防火毡使冷却速度降低。有时候,铝合金焊缝的应力很大,需要对焊缝进行锤击,以消除内应力,增加焊缝的强度。
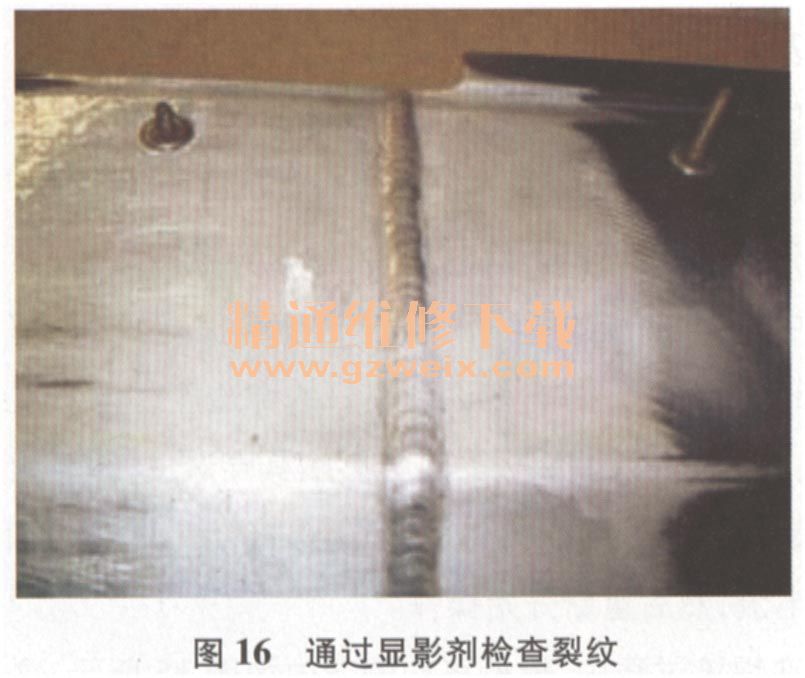
(3)焊接完成后,需要使用专业手段对焊缝质量进行检验(图16)。然后用研磨机去除过多的焊珠。研磨时应确保仅使用铝用砂轮,以避免焊接表面受到铁等材料的污染;不要过度研磨,否则可能会减弱铝板的强度。
铝合金板的焊接,不采用电阻点焊。因为铝的电阻约为铁的1/5,为了达到足够的热量,焊接电流要达到3万A,如此高的电流很难达到,因此在生产和修理中常用铆接替代。
相关故障:详解铝合金板件的维修(一)


")


