・上一文章:图解苹果iPad平板电脑拆机操作
・下一文章:雷克萨斯GS300 3.0L(3GR-FSE)、GS350 3.5L(2GR- FSE)、IS250 2.5L、RX 350 3.5L发动机正时校对
6.采取哪些工艺措施提高气缸耐磨性?
(1)缸套材料采用镍合金铸铁或铬合金铸铁、镍铬合金铸铁、硼铸铁。它们中的镍、铬、硼元素以炭化物类的高硬度的组元形式存在。基体组织是软的,在活塞与气缸运动副摩擦后,软基体逐渐被摩擦掉,留下高硬度组元,形成极微小波峰、波谷。波谷增加了储存机油量,易形成油膜,减小摩擦系数,更耐磨。同时,由于高硬度组元的硬度接近或高于磨粒硬度,所以,高硬度组元很耐磨,增加磷含量时,也可增加耐磨性。增加含铬元素时,不但增加耐磨性,而且增加耐腐蚀性。
(2)缸套的表面处理;缸套内表面采用多孔性镀铬,镀层厚为0. 01mm。铬可增加磨损,也增强抗腐蚀能力。但此工艺缺点是磨合时间长,在磨合初期机油消耗多。
(3)采用炭化工艺时,可使磨合期缩短。在腐蚀不严重时,其是最好的工艺,同时润滑好,磨合性能好。
(4)炭化硅嵌衍工艺:用柴油或煤油与碳化硅调成糊状物涂在气缸表面,再在弹簧压紧铸铁磨条的磨头旋转运动和往复运动,使糊剂嵌入气缸壁,增加波峰与波谷面积,增加波谷面可增加贮油量,增加波峰面积可减少缸壁受活塞环单位面积弹力的作用。嵌衍分粗嵌琦、细嵌衍、抛光。每一工序为2min。粗嵌琦用200~220目碳化硅糊剂,细嵌琦采用400~450目糊剂,抛光就是用有一定弹性的塑料条代替铸铁条磨头。嵌衍时,塑料条磨头的直径可增大0. 0076~0. 00127mm。为达嵌琦后的直径,在成品气缸直径范围之内,在嵌琦前,气缸直径应在下限。
(5)采用滚辗法:所谓滚辗法就是用钢珠对衍磨完的缸壁进行滚压。滚辗时,钢珠以一定的对气缸壁压力前移的同时,也要以一定振幅和频率沿缸壁中心线方向振动,使钢珠滚辗时,在缸壁上形成网状沟槽。滚辗可降低波峰高度,不但增强波谷存油量,减小摩擦系数,而且波峰被辗低后,增加气缸壁与活塞环接触面积,使气缸壁单位面积承受的压力减小,从而减小了磨损。
7.如何诊断气缸是否应搪削?又如何确定搪缸余量?
搪缸是为了使气缸恢复设计确定的气缸圆度和圆柱度,以便在发动机工作时,确保气缸与活塞环配合不漏气,不窜油,与其他零部件一道共同恢复缸的压缩压力,使发动机动力性、经济性、排放污染和出厂前一样。
(1)确定搪缸:从缸体磨削规律可知,一般汽车发动机缸体是第一和第四缸缸体磨损严重,可用量缸表按三点法(上文已述)测量气缸磨损状况,即测出缸体纵横垂直的横截面上的圆度和圆柱度、磨损量。小型车磨损量不超过0.15mm,中型车磨损量不超过0. 2mm。一般汽油机的圆度不应超过0. 1mm、圆柱度不超过0. 35~0. 45mm,柴油机的圆度不应超过0.125mm、圆柱度不应超过0. 5mm。
通过检查,多缸发动机只要有一缸的磨损量或圆度、圆柱度超过规定值,所有气缸都应搪缸修复,而且,各缸孔的直径、圆度、圆柱度、粗糙度都应分别在它们的公差范围内。拉缸形成沟槽时,各缸也应都搪缸。
(2)确定搪缸余量:根据下列各因素确定搪缸余量:①确定某缸的最大磨损量或最大圆度、圆柱度。②确定某缸拉缸形成的沟槽最大深度及剥蚀点、擦伤的深度和面积。③根据①、②两点,再根据市场供应的活塞状况,选择适当的活塞。如选择搪缸镶套,则应选择标准活塞;如选择扩孔,则应根据加大型活塞加工孔径。加大型活塞有0. 25mm、0. 50mm、0. 75mm。加大型活塞的标记注在活塞顶面上。扩孔时,只要消除磨损印痕或拉缸的沟槽即可。④搪缸前,必须先测量活塞直径,即在活塞裙部并在与活塞销中心线垂直方向和离活塞下平面一定尺寸(厂方规定了各种型号活塞不同的尺寸)上测量。⑤根据厂方规定的气缸与活塞配合间隙尺寸,最后确定搪缸余量。如果没有厂方规定的配缸间隙,则可根据相同活塞材料及相同活塞结构的近似直径尺寸,确定气缸与活塞的配合尺寸。如某台发动机缸径是φ90mm,有不切通的T型槽,圆度是0. 25mm,但不知气缸与活塞的配合间隙。_为此,可参考活塞的材料与结构相同的类似的SH142型汽车。该车发动机配缸间隙是0. 06~0. 07mm。这样,490Q发动机的气缸与活塞的配合间隙就可确定为0. 06~0. 07mm。然而,活塞结构相差太大,例如活塞销座壁太厚,则配缸间隙就选大一点,如选为0. 08mm。倘若材料不同,如一台发动机气缸直径是100mm,活塞材料是铸件,另一台发动机气缸直径是l00mm,活塞材料是铝合金,直径相同,但气缸与活塞配合间隙不一致。铝合金活塞的配合间隙是0. 06~0. 1mm,铸件活塞的配合间隙是0.05~0. 07mm。因为铝合金活塞膨胀系数比铸件膨胀系数大,所以,配缸间隙应选大一点。⑥确定琦磨余量:一般是0.01~0. 03mmo衍磨只能确定粗糙度,不能纠正几何形状,如圆度、圆柱度。倘若珩磨余量太大,则一方面工作时间长,成本高,另一方面,适得其反,几何精度变差。⑦根据上述各项确定的数值,保证缸径在公差范围内,确定正确的搪缸余量。
8.怎样才能保证搪缸正确?
(1)搪缸前,必须先确定缸体是否要焊补,如是,应先进行焊补。有的发动机应检查气门座、气门导管,必要时进行更换。否则缸体会引起变形。
(2)如要搪缸镶套,则气缸的精加工应在把缸套压入缸体后进行。
(3)找正定心:①同心法:应将同心定心器放在气缸下止点以下部位找正。因为此处几乎没有磨损,是活塞的导向部位。此法能保证所搪气缸中心线与原气缸中心线一致。但应该注意镶套的过盈量。在搪削气缸时,缸套不能转动,否则会使所搪气缸中心线与原气缸中心线不一致。②不同心法:,所谓不同心法就是将定心器放在气缸上端最大磨损处定心。此法不能确定搪气缸的中心线与原气缸中心线一致,也不能保证两相邻气缸中心距一致,但运用此法时,能使加工余量减小。③将搪刀杆的刀尖对准气缸最上端未磨损处,用手旋转镗刀杆并根据对刀状况,调整铿
床纵、横向工作台。此法简易,定心有误差,但微小。
(3)具体做法:①在搪刀杆上夹住三点定心器并将它随搪刀杆下移,直至定心器对准未磨损处的导向部位。②完全张开三点定心器的爪并轻轻转动搪刀杆,调整镗床纵横向工作台,使定心爪在一圈内都接触良好,保证找正的中心同原气缸中心一致。③确定定心的初始期。以较小的搪刀量搪1-2圈金属,观其均匀程度,最后确认是否定心。④镗刀材料必须选以钨为基体的硬质合金。此材料淬火硬度高达62HRC,极耐磨、耐热。⑤刀具锋利程度:在搪削过程中,虽有冷却液冷却(冷却液是肥皂水或是柴油),但刀具仍要磨损,如果不经常用搪缸机上刀具砂轮修整,则搪出的孔直径是上大下小,所以,修整刀具应勤快。⑥保证搪缸后的粗糙度:精搪的最后走刀余量一般为0.02~0.05mm,⑦为防止最后走刀后,在上移刀杆时,划伤气缸,应将刀杆横移,使之离开缸壁,此后再上移刀杆。
9.搪缸后要否琦磨?
为保证缸孔有网纹和将波峰的一部分削成平台,提高贮油能力,增强耐磨、耐腐蚀性,必须在搪缸孔后加以衍磨。原因是:
(1)虽然控制了搪缸走刀量,但是,精搪后仍留有刀纹,从微观上看,波峰尖而深。当发动机运转时,气缸承受活塞环弹力的单位载荷大,特别是全负荷、高速时更如此。在这种情况下,峰尖易被摩擦掉。被磨掉的金属屑形成磨料磨损。金属屑流入机油后,不仅使机油变质,同时,它会随同机油一道流动,增加其他各运动副(包括气缸)的磨损、拉伤。为此,搪孔后必须进行粗衍和精珩使粗糙度达到Ra0. 04μm。
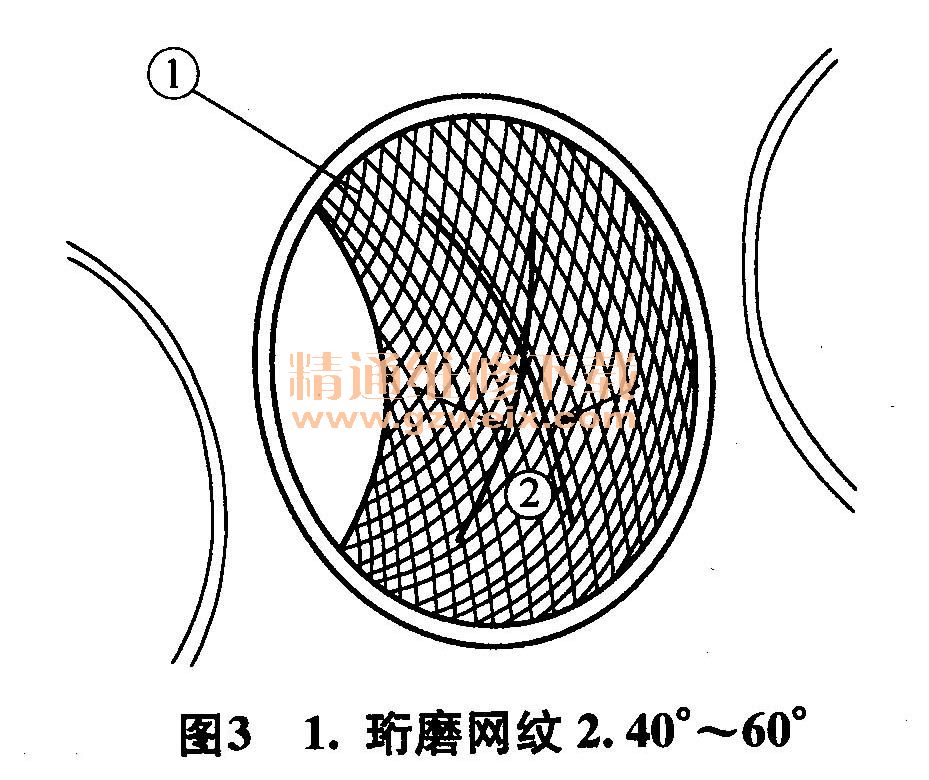
(2) 珩磨的网角是40°~60°,一般选为45°。峰顶通过衍磨被削为平台。平台总面积达气缸晰磨的总面积60%,其余是峰谷总面积。
(3)峰谷与平台交接处不应有毛刺、卷边,否则,它会造成拉缸。因此,在衍磨过程中要加强冷却,用冷却剂冲掉金属屑,还要经常修磨衍磨头。
10. 珩磨的注意事项是什么?
珩磨的目的是要保证气缸有40°~60°的网纹、峰顶要成平台、峰谷与平台(波峰被削一部分)各占气缸珩磨总面积的40%及60%,同时,衍磨后的粗糙度为Ra0. 04μm。衍磨要完全消除刀痕。
(1)琦磨前,必须认真清洗搪缸后的铁屑等物。
(2)选择好形磨头转速、往复速度及其之间的组合。如是铸件的缸体,琦磨头的线速度一般选为60~75m/min,衍磨头往复速度为10~20m/min。珩磨头往复速度与珩磨头转速之比是1:13或为1:14。
(3)一般条石磨料选择炭化硅,它的代号是JI和T的绿黑两种。此种磨料很耐磨。选金刚砂作为磨料时,不耐磨,同时珩磨时将产生毛刺拉缸。条石的硬度选为中软,代号是ZR1、ZR2,或选为软,代号是R1、R2、R3。条石的粒度在粗珩时选120目,精珩磨时选320目上。
(4)珩磨头条石对缸孔壁张力的调整要合适,一般是条石对缸孔壁压力为100~500kPa,用手能不费力转动磨头,又不会自由落下。磨头对气缸壁的张力大小对气缸壁的粗糙度影响很大。张力调得太大时,珩磨余量大,粗糙度高。张力调得太小时,珩磨余量小,粗糙度低,但易形成椭圆度和圆柱度。所以,在珩磨过程中,应经常用量缸表检查圆度和圆柱度,视检查状况适当调整条石的张力。
(5)珩磨头条石是否全长与气缸壁摩擦:在砂条放入砂条导片内后,将磨头放入气缸内用手推动磨头转动,看砂条与气缸壁是否全长有印痕,否则用加纸垫调整。
(6)加强冷却:珩磨过程中,应对琦磨头不间断加冷却液。冷却液不但可起冷却作用,同时在冷却液的冲刷下,珩磨铁屑、形磨产生的热量被带走,而且起润滑作用。冷却液是肥皂水或煤油或柴油或在柴油中加15%~20%的机油。
(7) 珩磨的条石应露出气缸两端以外15~20mm,或露出不大于条石全长的1/3,不小于全长的1/5。在气缸中部砂条形成的接口处,必须调整4~6mm的间隙。露出太长,会使气缸磨出腰鼓形或成喇叭口,条石露出过短,则珩磨时间长。
(8) 珩磨最后一刀前停机,应用极细油石或极细砂条擦拭,使气缸壁上珩磨产生的磨屑被擦拭干净,此后再珩磨。
(9) 珩磨时间尽量缩短,以防气缸被磨成更大的椭圆和圆柱度。


")


