・上一文章:雪佛兰新赛欧挂前进挡不走车
・下一文章:雷克萨斯LS460、GS460(1UR-FSE)4.6L发动机正时校对方法
25.长安微车、奥拓轿车活塞销的技术条件和形状是什么?
长安微车活塞销采用20GrMn钢,表面渗碳淬火热处理,55-66HRC,渗碳层为0. 3~0. 6 mm深,精磨销的外圆柱表面粗糙度为0. 1μm,圆柱度为0. 002mm,孔的粗糙度为1. 6μm。如销孔是台阶式,过渡的圆角弧度应大而光滑,不允许有尖角,否则有应力集中。原材料必须进行磁力探伤,不允许有裂纹、麻点、锈蚀、划痕等。活塞销与销座孔的配合、销与连杆小头衬套孔的配合是全浮式配合,即动配合,间隙为0. 008~0. 016mm。
26.如何正确地把活塞销装入连杆小头衬套和活塞销孔内?
(1)活塞销与销孔是动配合,与连杆小头衬套是过盈配合,或反之。这种配合是半浮式,在任何工况时,销与销孔或销与连杆小头衬套孔都相对转动,半浮式方法使用少。装配方法是:对连杆小头用线圈加热到60℃~80℃(连杆小头衬套孔加热膨胀后孔径扩大),此后,立即把连杆插入活塞内腔销孔处,随即将活塞销通过活塞一端销孔、连杆小头衬套孔、活塞另一端活塞销孔。
在大修时,将活塞放入机油或水中加热到75℃,使用专用工具将活塞销推入销孔内即可。确诊配合间隙的简单办法是:在室温时,能用手将活塞销推入销孔一半,说明配合间隙正确。采用锤击的方法将活塞销装入销孔是不可取的。因为,锤击将导致活塞变形,使裙部长轴更长,发动机在热状态时,活塞裙部不可能变为正圆,不但导向差,活塞向缸壁单位侧压力更大,加重偏磨,同时,密封差,窜气,甚至拉缸、卡死。
(2)活塞销与销孔是动配合,连杆小头衬套孔与活塞销也是动配合。这种配合是全浮式。所谓全浮式是指在75℃以下时,活塞销与销孔没有相对转动,但超过75℃时有相对转动。配合间隙太大时,由于铝合金活塞销孔座的热膨胀量比合金钢销的热膨胀量大,所以,在热态时,配合间隙更大,在冲击载荷作用下,承受的机械应力更大。但配合间隙也不能太小,否则,不宜装配,如用锤击,引起内应力增大。所以,配合间隙必须适宜。只有这样,才能使销与销孔磨损均匀。如长安车活塞销与销孔、销与连杆小头衬套孔都是全浮式动配合,配合间隙为0. 008~0. 016mm。在常温下配合时,先在销外表面与销孔内表面涂抹机油,用手轻轻推入孔内即可。为防止活塞销窜动拉伤缸壁,可在活塞销两端装弹簧钢丝圈限位。因为,活塞销孔两端各有一个能装钢丝圈的槽,钢丝圈装入后不会掉出。
27.为什么活塞销会冲击活塞销孔。发出“嗒、嗒”的清脆声?如何诊断和排除?
案例:一辆行驶在六盘水的车,驾驶员突然听到“当”一声,驾驶员立即关闭点火开关,停车,下车查看,缸体已打坏。车被拖到修理厂,经解体,发现二缸活塞销座与销座孔碎裂、活塞销折断,连杆折断,缸体打了一个洞。经分析,确定是活塞销断裂引起有关零部件损坏。活塞销经配套厂家金相分析,认为材料、金相组织、硬度、都没有问题、但是经过断口分析,认为此处经机加工造成过渡圆角太尖,引起应力集中,在发动机爆发力冲击下,活塞销机械应力更大,造成疲劳损坏(此活塞销内腔是台阶式圆孔,活塞销中间一段距离孔径小,两边孔径大,要求过渡圆角有较大的圆弧)。
(1)在各运动行程中,活塞组件都有惯性力,在上、下止点时,惯性力最大。在上止点时,惯性力方向向上;在下止点时,惯性力的方向向下。对于“半浮式”配合的活塞销与活塞销孔配合间隙,由于活塞销与销孔配合有间隙(尽管配合间隙微小)、连杆小头衬套与活塞销是过盈配合,连杆大头孔与连杆轴颈配合虽有间隙,但间隙内是有有刚度的油膜,因此,在压缩行程中,当连杆轴颈由180°转到270°时,连杆在气缸中心左侧(从发动机前端向发动机后端看)做平面运动。此时,因连杆小头与活塞销是过盈配合,所以,实际上,活塞销相对活塞销孔向左转动;活塞由270°运动到360°时,连杆仍在气缸中心线左侧做平面运动,所以,活塞销相对活塞销孔向右转动,虽然活塞销上表面仍与销孔上表面接触,但活塞销与销孔接触的表面却已变动,而且,活塞销孔与活塞销配合的下方是间隙,到上止点时,活塞组件在惯性力作用下,就有继续上行的空间,活塞继续上行。此时,销的下表面与销孔的下表面快速接触。当活塞由上止点向下止点方向运行,即连杆轴颈在由0°(即360°位置)运动到90°时,连杆在气缸中心线右侧做平面运动,也就是在做功行程,在爆发力作用下,活塞销孔上表面快速冲向销的上表面并与销接触。随着活塞继续下行,活塞销相对活塞销孔左转,当活塞运动到90°~180°时,随着活塞继续下行,活塞销相对活塞销孔右转,活塞销孔上表面与活塞销上表面接触,二者的下表面未接触,形成间隙,运动到下止点时,在活塞组件在下行惯性力作用下,因有继续下行的空间,销下表面与销孔下表面快速接触。在由下止点向上止点运行时,也就是排气行程时,销孔上表面与销上表面快速接触。在进气行程时,因为气缸内是负压,而活塞环紧压气缸壁,摩擦力较大,活塞向下的运动是由其他气缸做功,通过连杆将活塞向下运动,因此,销下表面与销孔下表面接触,所以,销上表面与销孔上表面构成间隙。当活塞运动到下止点时,在活塞组件惯性作用下,继续下行,使销的上表面与销孔上表面快速接触,当活塞由下止点向上止点运动时,又产生压缩行程那样的结果。
销与销孔在压缩行程承受的压力为1. 29 X ε(压缩比),在做功行程,销与销孔承受5~8MPa的冲击力,在排气上提前打开时,活塞承受的废气压力约为500kPa,在排气行程,销与销孔承受120~300kPa的压力,同时,销与销孔润滑条件差,所以,发动机经长久使用后,销与销孔磨损越来越大。间隙大时,冲击力更大,如维护保养差,润滑油质量差,冷却液温度过高,则销与销孔磨损间隙更大,而产生上、下两次“嗒、嗒”声。有的发动机连杆小头衬套与活塞销的配合也是间隙配合,间隙大时,也会发出“嗒、嗒”声。甚致使销折断。
(2)诊断方法:①听:发动机转速越高或急加速时,“嗒、嗒”声音越大;②冷车时,机油豁度大,响声小;热车时,机油膜差,响声大。
(3)处理措施:①如行驶在途中,经诊断确认是销孔与销间隙引起的响声,为防止活塞销折断,为防止引起更大的损失,应将摇臂拆下,使该缸不进气,还要拆下此缸的高压阻尼线,使此缸不点火,并将该缸的喷油器插接线接头取下,否则,汽油排入三元催化转换器,将使三元催化转换器中毒。然后,慢慢将车开到维修厂修理。②如响声严重,则应将车拖到修理厂修理。
28.活塞销孔应怎样修复?技术要求是什么?
(1)销孔磨损:发动机经长期使用后,销与销孔磨损严重,尤其是销孔的上、下表面磨损更严重,使销孔成为椭圆,甚至在爆发压力作用下,活塞销孔撞击活塞销,产生“嗒、嗒”的清脆金属响声。
(2)销孔修理:当活塞销孔磨损严重时,应采用加大型尺寸修理法。①为保证经修理的活塞销孔中心线与原销孔中心线一致,应采用带导向的活络形长铰刀铰削,每次铰削余量为0. 06mm(直径方向)。当加大型孔的修理尺寸大、余量大时,应多次走刀,此时刀的磨损也大,特别要注意润滑、加强冷却,并勤修刀刃。②也可搪削,搪削后研磨或搪后采用手搬压力机上的冲光刀做精加工。但采用此法时,必须对活塞销孔找正,以便发动机的销孔中心线偏于活塞中心线一侧1~2mm不变。
(3)技术要求:①活塞销与销孔配合过盈量为0.0075~0. 0025mm,活塞销孔与活塞销配合间隙为0. 008~0. 016mm,部分配合间隙为0. 0045~0. 01 mm.②活塞销孔中心线与活塞中心线垂直度为0. 002mm,有的为0. 03mm。③粗糙度为0. 4μm。④活塞销孔不柱度为0. 003mm,不柱度越小,则销与销孔配合接触机会越大,则单位负荷小,有利形成润滑油膜。
29.什么是活塞的泵油?有何危害?
(1)泵油:在热态时,为防止活塞环开口的两端因热膨胀而相互抵死,应有适当端隙。为防止活塞环因热膨胀而卡死在槽内和气缸壁上,应有侧隙和背隙。如前文所述,活塞环在环槽内做纵向或横向运动,当活塞向下止点方向运行时,活塞环上平面与环槽上平面接触,环与环槽的下平面就形成下侧隙。此侧隙与背隙连通,曲拐和连杆大头撞击机油,使机油飞溅到最下面的刮油环下片侧隙并进入背隙。当活塞由下止点向上止点方向运行时,则此刮油环下片的下平面与环槽下平面接触,其他各环也都是下平面与环槽下平面接触。此时,机油从刮油环下片的下侧隙和背隙,被送到刮油环上片的上平面与此环槽上平面构成的侧隙。当活塞又从上止点向下止点方向运行时,各环的上平面又与环槽上平面接触。此时,机油从刮油环上片的上侧隙运动到第二道气环下侧隙和背隙。如此反复,机油窜到燃烧室燃烧掉。这个过程就是泵油。
(2)危害:目前,活塞式发动机泵油现象不可避免,但经严格加工工艺和装配工艺,泵油量可控制在国标允许的范围内。如加工工艺或是装配工艺引起泵油,百公里的泵油量将超差。超差时,不仅机油消耗量增大,机油燃烧也会积炭。通常机油燃烧的炭和混合气燃烧生成的炭粒积存在活塞顶面、排气门及排气门座、火花塞电极和火花塞裙部、燃烧室表面。炭粒将增加气缸与活塞之间的磨粒磨损;积炭粒增多会引起炽热,使发动机过热、早燃或爆燃;积炭存在燃烧室后,燃烧室容积减小,压缩比增大,也容易爆燃;积炭容易导致第一环被粘结、卡死或折断在环槽内,使环失去弹性,破坏密封,使燃烧的混合气或废气和新鲜混合气窜入油底壳,使机油变质。积炭又会成为机油形成油泥的核心。这一切都会使发动机动力下降、经济性下降、排放增加。
30.如何消除活塞泵油现象?
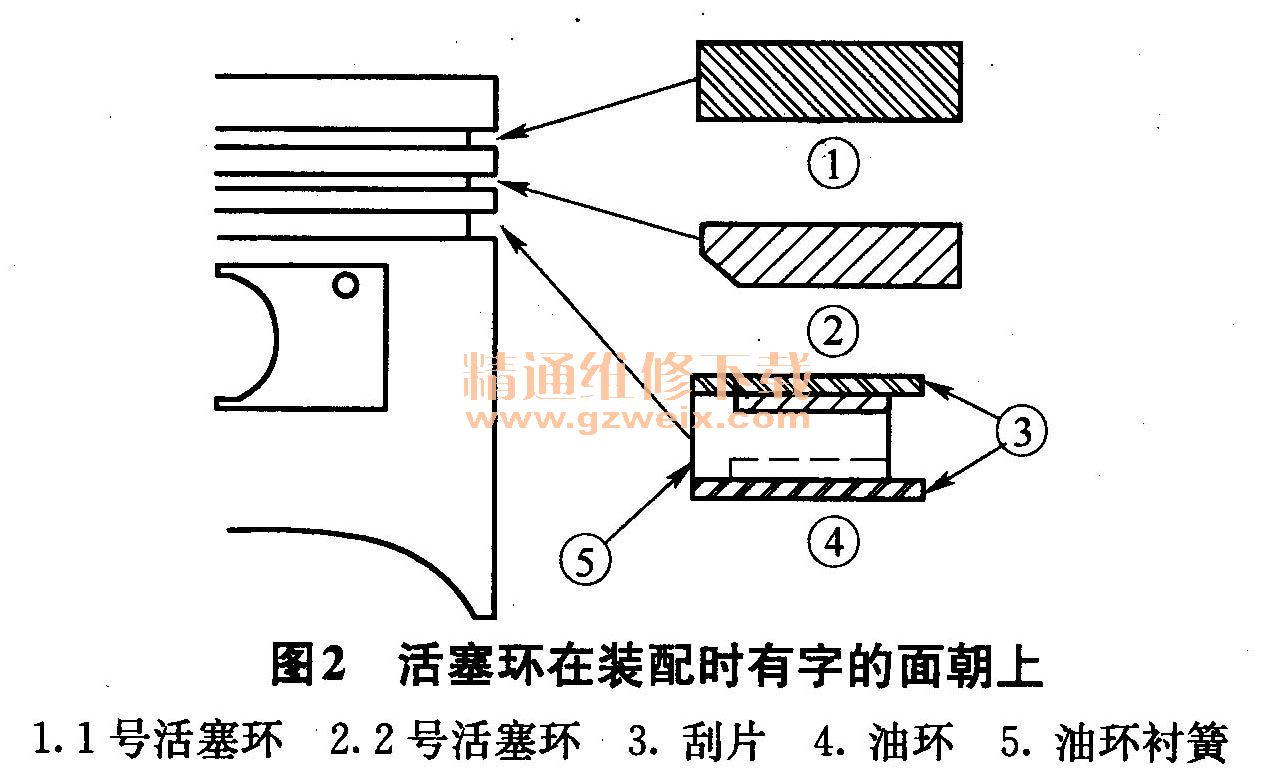
消除泵油现象的方法是采用扭曲环。所谓扭曲环就是将矩形截面的气环的内圆上平面切去一部分金属,成正扭曲圆内切环,或气环内圆柱面从下部斜切去一部分金属,成反扭曲锥面环。这种环破坏了它的断面是矩形环时的对称性。在装入气缸压缩后,弹性内力失去了对称性。当活塞上下运动时,环的断面倾斜于环槽内,防止环随活塞的上下运动而在环槽内上下运动,使环槽上下平面和气缸密封,减小了泵油作用,同时增加了向下刮油,提高了耐磨性、加强了散热性。气环在装入环槽时,应分清谁是第一环、谁是第二环、第三环,不可将环的位置装错。如长安车,由于环的开口端附近平面上有“R”或有“RN”字。所以,有字的一面应朝活塞顶。“R”表示是第二环,“IAN”表示是第一环。第一环、第二环的断面非对称,有字的一面必须在装配时朝活塞顶方向,否则,会失去扭曲环的作用(如图2所示)。
上一页 [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] 下一页


")


