・上一文章:发动机怠速时推土机不转向故障排查
・下一文章:大型沥青混合料搅拌设备安装调试技术要点
动臂和斗杆轴套的装配是制约挖掘机上作装置生产质量和效率的重要因素,目前国内挖掘机动臂和斗杆轴套装配力一法主要有冷装配与压力装配2种装配方式。本文介绍挖掘机动臂和斗杆轴套装配工艺及所用设备,并提出1种新型压装工艺。
1.冷冻装配
冷冻装配需要采用液氮冷冻设备,如图1所示。将轴套放置在冷冻设备内进行长时间超低温冷却,使其外径收缩至与其安装孔呈过渡或间隙配合状态,并在短时间内借助外力(轻轻敲击)将轴套装配到其安装孔中。

冷冻装配工艺的优点是可以装配任何直径和形状的轴套,不用专门定制压套工装,工序简单、容易操作、安装速度快。其缺点是:存在操作者冻伤的风险;由于冷冻时间较长,装配效率较低,在人型挖掘机生产线上实现冷冻装配存在较大的难度;冷冻装配对轴套的材质要求较高,普通材质的轴套对温度的变化不敏感,冷冻起不到明显的收缩效果,无法满足安装需求;使用液氮冷冻设备消耗很大能源、容易污染环境、成本较高。
2.压力装配
(1)传统压装工艺
压力装配需要使用压套工装,传统压套装主要由液压泵站、液压缸、拉杆、开口卡板等组成,如图2所示。压套工装固定在台架上,压装前根据过盈量计算出压装力,再根据压装力计算出液压系统的压力。压装时,将液压缸封头顶住轴孔的一端,活塞杆伸入动臂轴套安装孔中,直至开口卡板从轴孔另一端仲出,将轴套套在活塞杆上,安装好开口卡板,开动液压动力站,使活塞杆收缩,活塞杆收缩的拉力就会通过开口卡板将轴套拉入安装孔中。

该压装工艺可使轴套与轴孔较好的对中,具有效率高、噪声小、劳动强度低的优点,适用于中小型挖掘机进行大批量轴套的压装。其缺点是:液压缸活塞杆的收缩力仅相当于活塞杆伸出力1/3,以活塞杆的收缩力作为装配的动力,需要选择3倍压装力的液压缸,液压缸的压装能力没有完全发挥出来。
我单位生产的挖掘机吨位的不断增大,挖掘机动臂、斗杆尺寸越来越大,轴套及其安装孔尺寸也在增大,轴套与其安装孔的过盈量也在不断增大,因此轴套装配所需压力也需增大,若继续采用传统压装工艺,需要增大液压缸体积。图2所示的压装设备只能应用于通孔型轴套,无法应用于盲孔型轴套。传统压装工艺所用压套工装体积、重量较大,对需要在高空中装配轴套的超大型挖掘机不适用。
(2)新型压装工艺
为了提高压对一轴套的压装力,我们决定对传统压装工艺进行改进,主要是改进压套工装,即由原来液压缸活塞杆收缩状态下压装,改为液压缸活塞杆伸出状态下压装。新型压套工装由挡板(1、4)、定位轴(2、3、8)、液压缸5、液压缸紧固螺栓6、锁紧螺母7、导向座9组成,如图3所示。
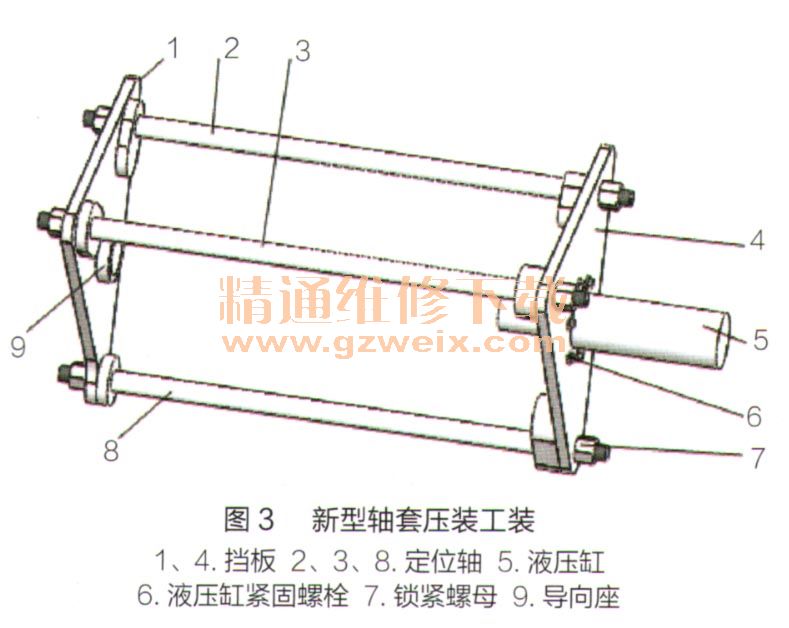
压装前,在动臂轴套安装孔处将压套工装组合为1个整体,压装时,将导向座9对准动臂一侧安装孔,将轴套放在液压缸5活塞杆的端部。操纵液压缸5将活塞杆伸出,活塞杆的推力借助于压套工装所产生的反作用力,将轴套压入轴套安装孔中。图4为我们使用新型轴套压套工装装配280t级超大型挖掘机斗杆轴套的实例。

该新型压套工装工装可以最大限度发挥液压缸的推力,可以满足压装力要求很高的超大型挖掘机动臂、斗杆轴套的压装需要,还可以压装盲孔型轴套,其适用范围较广。
该新型压套结构简单、可以拆卸,便于储存、携带,保养、维修比较方便。在对挖掘机进行后期市场服务时,可将其带至超大型挖掘机施工现场装配轴套。另外可以通过改进结构,将该压套工装的应用到大型挖掘机履带销的压装上,做到1套压套工装多种用途。





