・上一文章:康佳彩电35011935型电源板电路图与实测数据
・下一文章:CC524/2624型压路机减速器损坏原因
采用生产线对上件进行抛丸、涂装,可提高生产效率、降低工人劳动强度,但这种方法容易造成电力和材料的浪费。本文以我公司叉车门架抛丸涂装为例,通过改变工件悬挂方式对抛丸涂装工艺进行优化,提高了效率,降低了成本,可为同行业的改进提供参考。
1.抛丸涂装工艺
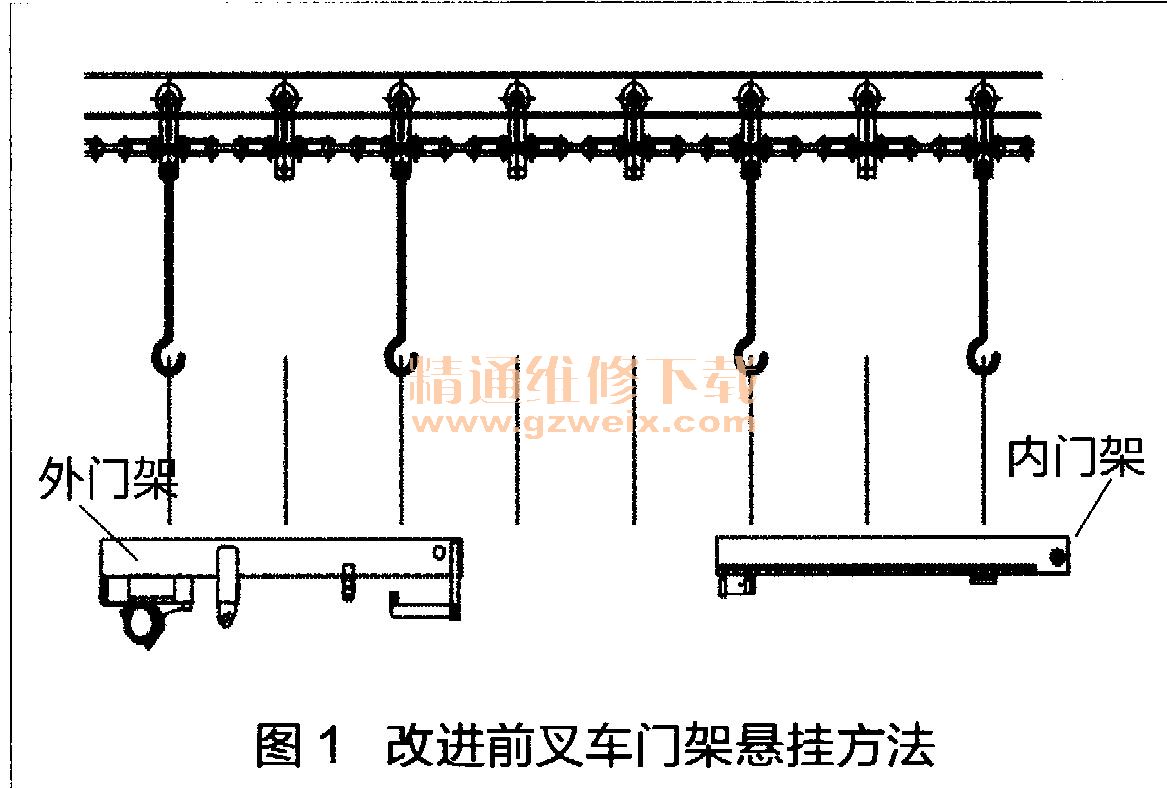
我公司叉车内、外门架抛丸、涂装采用悬链式流水线作业。将内、外门架使用悬链单层、间隔悬挂在生产线上,先采用1.5mm的强化钢丸进行抛丸,再用天然气直燃加热烘干,最后进行涂装。内、外门架在悬链上运行的有效长度为350m,悬链运行速度为0.8m/min。内、外门架挂件方式如图1所示。
内、外门架抛丸涂装工艺流程为:悬挂工件→屏蔽加工孔→滑动面→螺纹孔→抛丸→压缩空气吹扫工件表面浮尘→喷涂底漆→底漆烘干→强冷→刮涂腻子→腻子烘干→强冷→喷涂面漆→烘干面漆→强冷→取下工件。
该工艺流程及土件悬挂方式操作简单,涂装质量稳定,能够满足叉车口产量的需求,因此被各叉车生产厂家所普遍采用。该工艺流程消耗电力为289.5kW,烘干室消耗天然气为100m3 /h、每个工件所用抛丸料为10kg。
2.存在问题
经过一段时间的运行和观察,我们发现该工艺流程中的工件悬挂方式存在3个问题:一是外门架结构复杂,各工序所需作业时间较长,所用材料和辅料较多;而内门架结构简单,各工序所需作业时间较短,所用材料和辅料较少。将2种工件悬挂在1条生产线上涂装,势必造成涂装内门架工时、材料和辅料的浪费。二是挂装的间隔较大,造成生产线、抛丸设备及天然气的利用率较低。三是生产效率不高,组装叉车等待时间较长,滞后于组装叉车的生产节拍。
3.改进方法
为了提高抛丸涂装效率,可采用缩短内门架、外门架的挂件间隔方法,增加涂装生产线工件总悬挂数量。但是由于受涂装上时局限,此种方法要求相应增加涂装线各工序的施工人数,还要加大天然气及抛丸喷射面积。鉴于目前该涂装线及工件悬挂方式已投入了大量成本,因此该方式不可取。
我们对内门架、外门架结构尺寸进行分析,发现内、外门架在抛丸处理时约有1M2的竖直空间没有得到有效利用。结合内、外门架涂装外观质量要求也有差异,我们决定将‘单层悬挂’改为‘双层悬挂’。
经过对生产线的观察,改进时需满足以下要求:一是悬挂于底层的门架不得与生产线下平台产生干涉,以免影响涂装线运转,且上、下层门架还应保证挂、取方便;二是上、下层门架均需置于有效抛丸喷射范围内,以保证抛丸质量,门架悬挂后应基木处于水平位置,以保证涂装的漆膜厚度;三是上、下层门架应留有足够的空间,保证涂装的可行性,且应保证涂装人员操作简便易行。
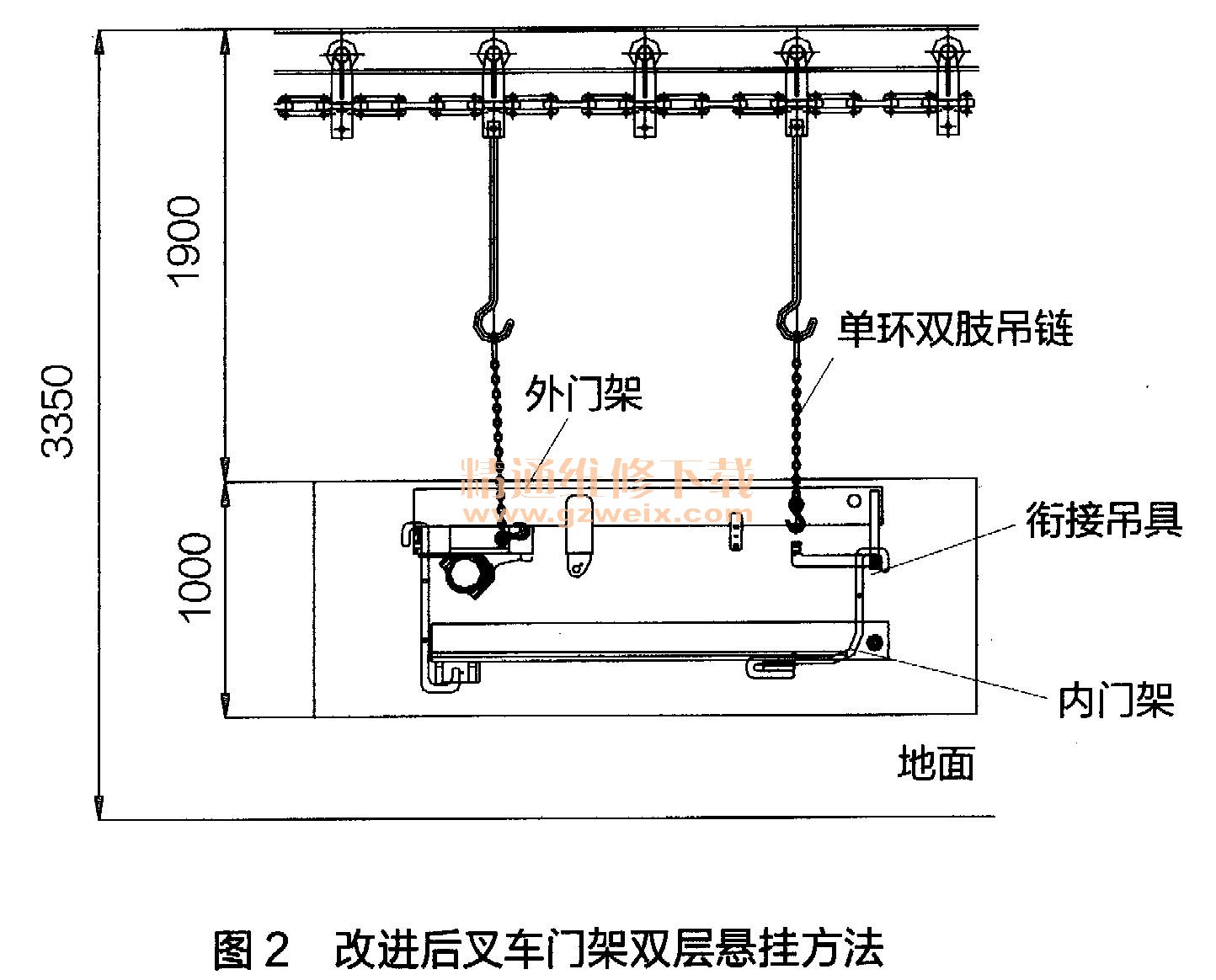
根据以上要求,我们重新设计了内、外门架悬挂方法,即将外门架置于上层,内门架置于下层。外门架仍使用吊链吊装,内门架采用衔接吊具。该衔接吊具采用10mm钢板下料后拼焊而成。双层悬挂时的外门架、内门架如图2所示。
通过试验,双层悬挂方式完全可满足抛丸、涂装的质量要求,为进一步提升下层门架悬挂的简易性,减少流水线的上件停线次数,我们又将衔接吊具的一端改为链式结构。
此项工艺改进后,内、外门架抛丸涂装效率提升了2倍,有效解决了单层悬挂存在的问题。





