・上一文章:某款电控自动变速器ECU的测试研究
・下一文章:奔驰E300L发动机二次空气喷射系统间歇性故障检
随着汽车技术的不断发展,车身的结构由车架式车身发展到整体式车身,整个车身都是由薄钢板冲压制成复杂的形状,再通过各种连接方式形成一个整体。在车身材料的选择方面,20世纪70年代中期以后,高强度低合金材料、超高强度材料、铝合金材料以及镀层材料逐渐代替了原有的低碳钢板材质。钢材的厚度也发生了很大的变化,外板材零件的厚度由0.9mm下降到0.7mm,结构零件的板材厚度从3mm下降到1.2~2mm。
以1辆车辆后部发生撞击的事故车为例,后翼子板(厚度通常为0.7mm)发生严重变形,需要更换该零件,车身的整个侧围是一个整体,整体更换侧围工时和成本均较高,因此,维修本事故车应采用切割更换的方式,在后翼子板的C柱上端位置和车门槛、后尾灯等位置需要切割变形零件,新的零件采用气体保护焊对接焊以及塞焊完成焊接作业。该车修复过程中,切割焊起到了很重要的作用,本文主要对切割更换应用到的焊接技术进行解析。
一、车身板件维修应用的焊接技术种类
焊接方法很多,应用到汽车车身板件维修时,根据焊接接头所处的状态不同,可以分为压焊、熔焊和钎焊3种。
1.压焊:这种方法用电极给金属加热使其熔化,并加压使金属连接。在各种压焊方法中,电阻点焊是汽车制造环节不可缺少的焊接方法,在汽车修理中的应用也越来越广泛。
2.熔焊:这种方法是将金属件加热到熔点(通常是使用焊条),使它们连接在一起,然后冷却。气体保护焊目前是应用到车身零件连接最多的一种熔焊焊接方法,根据焊接接头所处的状态和连接方式不同分为对接焊、搭接焊和填孔焊。
3.钎焊:在需要焊接的金属件上,将熔点比它低的金属熔化(金属件不需熔化)而进行连接。根据钎焊材料的温度,可分为软钎焊和硬钎焊。汽车车身维修中,应用的主要是铜焊,用于零件密封场合,使用黄铜焊条作为焊料,属于硬钎焊。
二、焊接特性分析
1.由于焊接的形状不受限制,它适合于连接整体式车身结构,焊接后仍保持车体的完整性。
2.可减轻重量(不需要增加接合件)。
3.有效隔绝空气和水,密封性好。
4.生产效率高。
5.焊接接头的强度很大程度上受到操作者技术水平的影响。
6.如果过多地加热,周围板件将会变形。
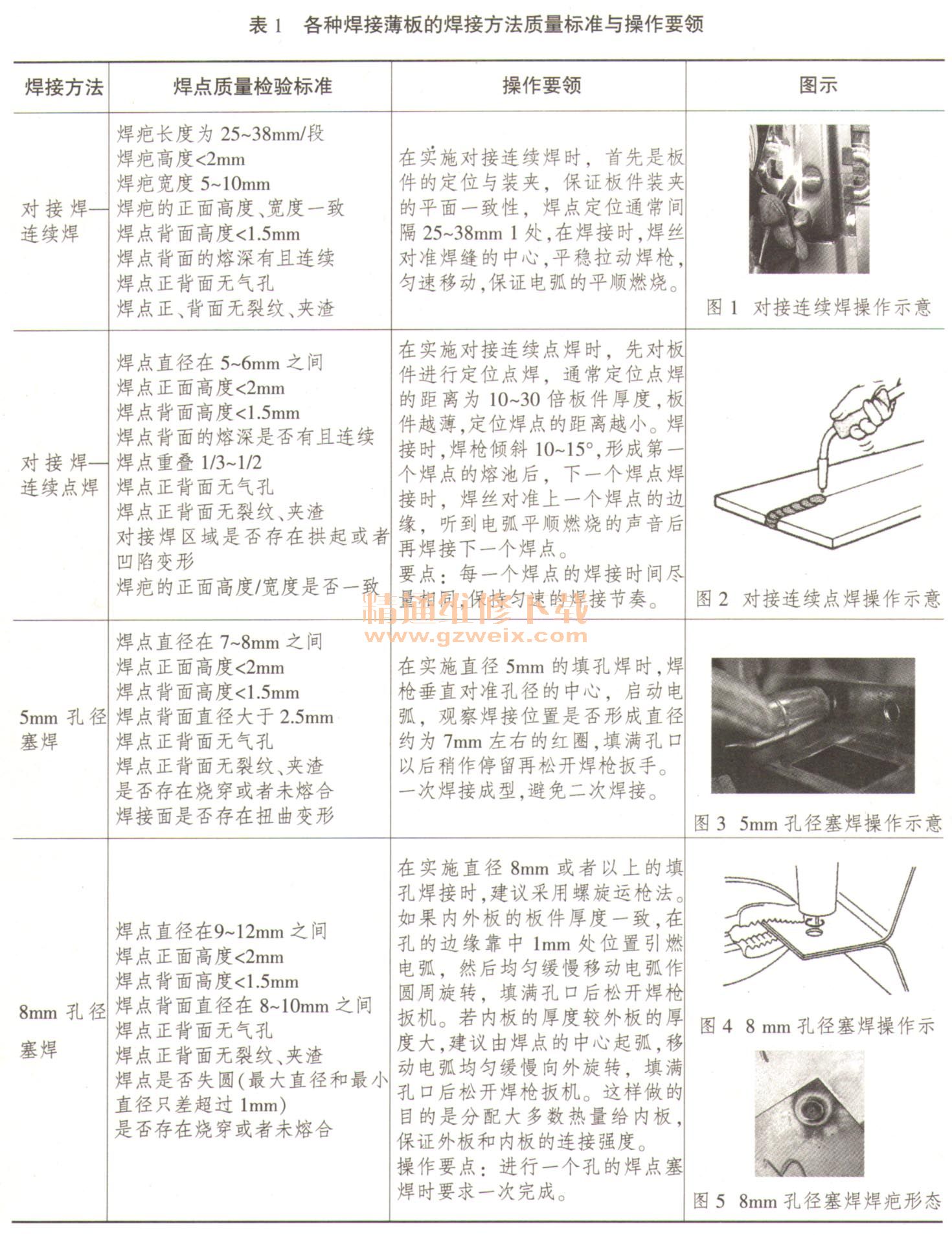
三、薄板焊接方法的质量标准与操作要领
在车身维修时,应用到薄板焊接的方法主要包含连续点焊、连续焊、5mm孔径和8mm孔径的塞焊,各种焊接方法的质量检验标准、操作要领详见表1。
")
")
")
")

