・上一文章:某款电控自动变速器ECU的测试研究
・下一文章:奔驰E300L发动机二次空气喷射系统间歇性故障检
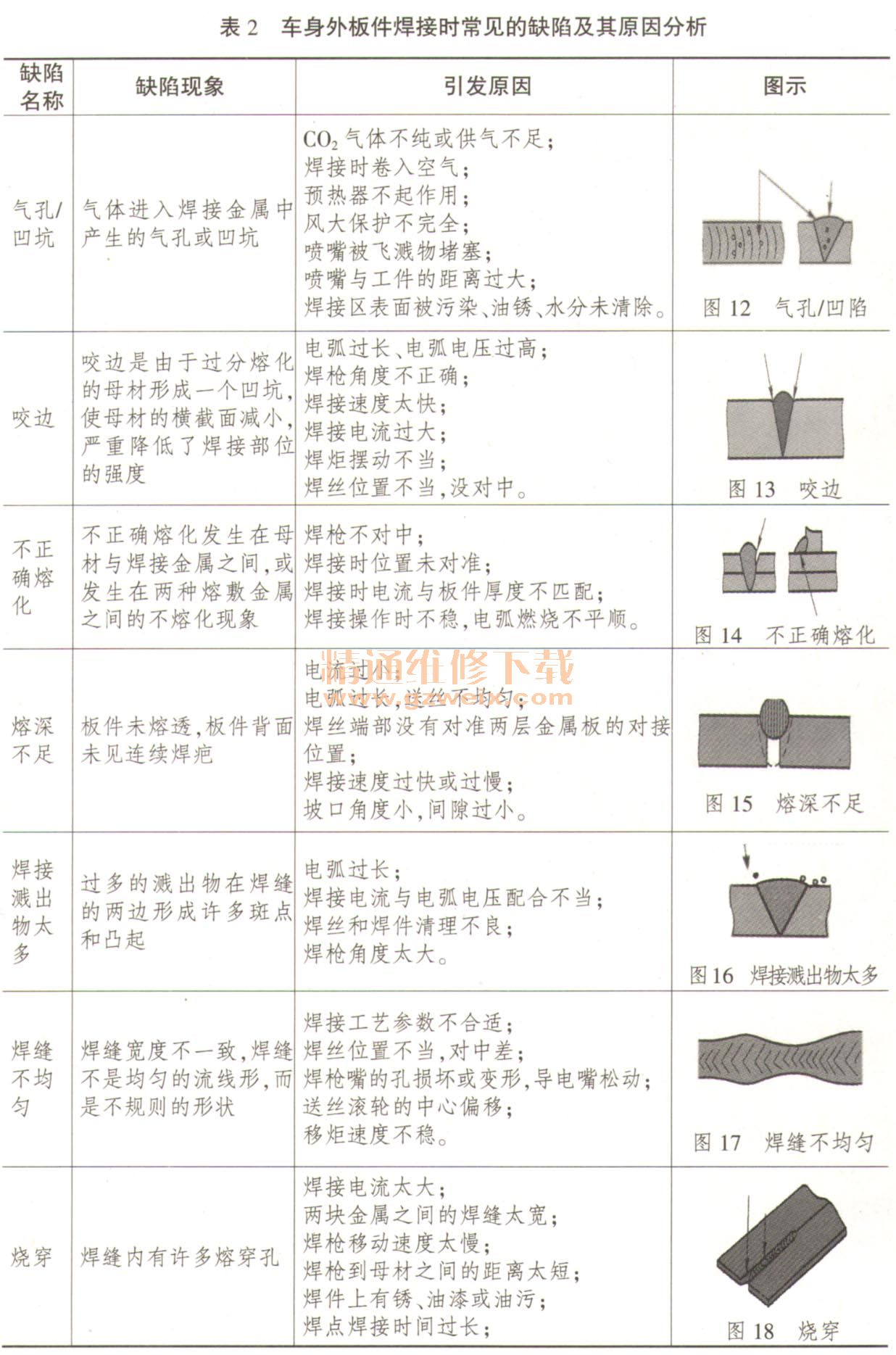
五、车身薄板焊接时常见缺陷及其引发原因
车身薄板焊接时,若操作不当,容易引发焊疤各种缺陷,这些缺陷非但影响到焊疤的美观,更容易造成焊接的连接强度缺失,如果返工,贝日造成车身钢板二次损伤,同时增加维修成本。如表2所示,我们对车身薄板焊接时容易引发的常见焊接缺陷的现象以及原因进行分析。
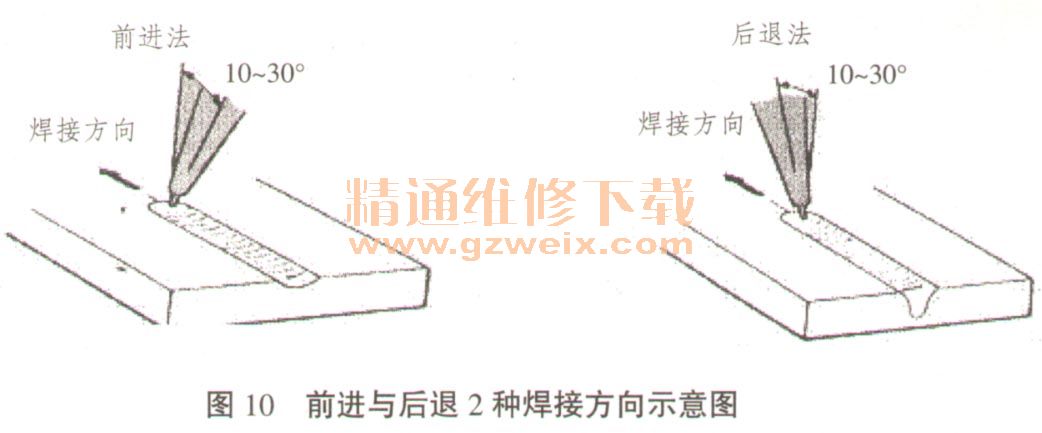
汽车车身板件进行切割更换时,不可避免要应用到各种焊接方法,尤其是目前车身维修应用最为广泛的气体保护焊对接焊和塞焊。了解焊接技术的特性,学会分析影响焊接质量的参数,有助于车身维修从业人员提升气体保护焊的操作水平,同时,通过对车身薄板的焊接技术标准、操作要领以及常见焊接缺陷进行分析,有助于车身维修从业人员按照标准进行操作与检验,并提升其对焊接技术的理解能力。
")
")
")
")

