・上一文章:某款电控自动变速器ECU的测试研究
・下一文章:奔驰E300L发动机二次空气喷射系统间歇性故障检
四、影响焊接质量因素的工艺参数分析
1.焊接电流
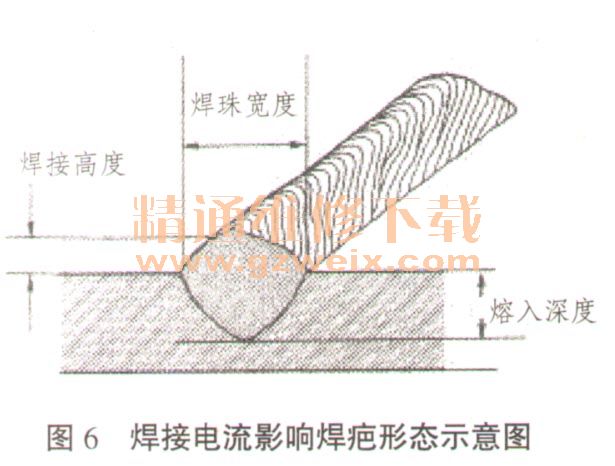
分析:焊接电流越大,焊珠宽度越宽,同时焊珠的表面越容易塌陷,因此焊接表面容易过低。当然,因为电流足够大,焊接的熔入深度也会更深。
电流过小会导致焊丝和焊接钢板不能充分熔合,所以焊接电流越小,焊珠宽度越窄,同时,钢板没有充分熔合,导致焊丝金属堆积在钢板表面,从而造成焊缝高度过高。
焊接电流在气体保护焊接操作中,不是1个独立的调节参数,因为每1个焊点都是经过了金属熔化—形成熔池—冷却结晶的过程,所以,焊接电流的调节与送丝速度息息相关。
焊接电流影响焊疤形态示意图见图6。
2.焊接电压
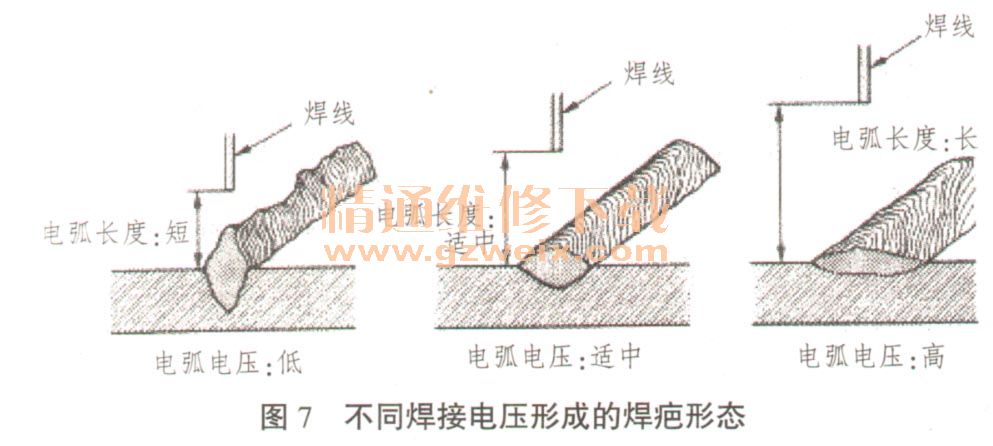
分析:电弧电压适当时,可以获得良好的焊珠效果。电弧电压太低时,电弧的长度缩短,焊接熔入深度增加,焊珠正面高度过高,焊珠宽度减小。电弧电压太高时,电弧的长度伸长,焊接熔入深度降低,焊珠正面高度减小,焊珠宽度增大。
当电弧电压正常时,会听到很流畅的“吱吱”声,同时产生很明亮的电弧。
若电弧电压太高,电弧长度会变长,电弧燃烧不稳定,“吧嗒”的声音会增多。
若电弧电压太低,焊丝可能不会产生电弧,焊丝粘在钢板上会产生“嘭嘭”声。
不同焊接电压形成的焊疤形态如图7所示。
3.电极到母材的距离
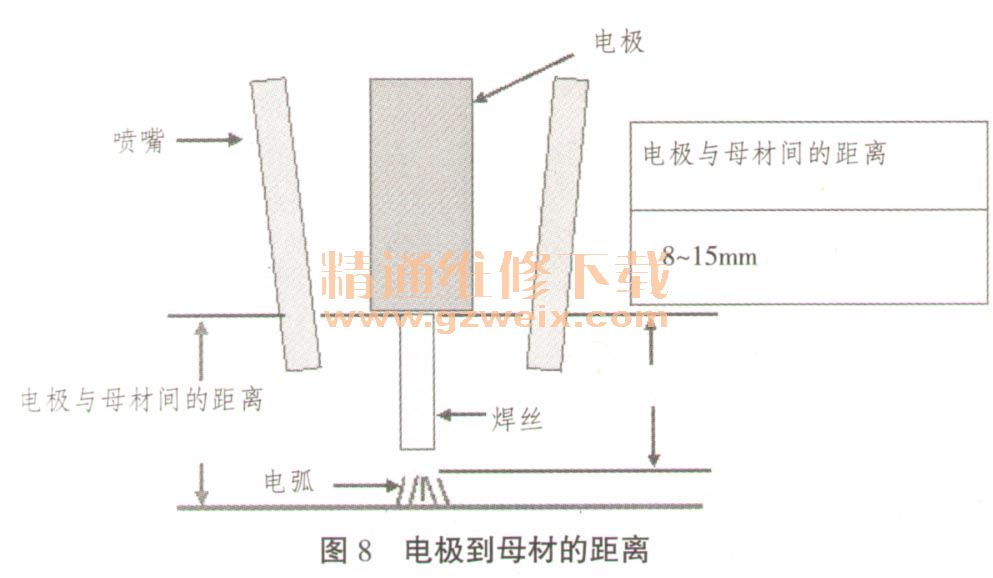
分析:电极到母材的距离太近,遮住了焊接位置的视线,且容易造成焊丝回烧,造成电极头堵塞。
电极到母材的距离太远,电弧被拉长,容易造成焊丝熔深不够,电弧燃烧不稳定。通常,电级到母材的距离为8~15mm。
电极到母材的距离如图8所示。
4.隔离气体的流量
分析:隔离气体的流量根据钢板的焊接厚度来确认,钢板的厚度越大,焊接所需要的热量越大,所需的保护气体流量越多。通常,对于2mm以下的钢板,推荐将保护气体流量调整到10~15L/min。
隔离气体流量过大,造成气体浪费,容易在焊接位置形成涡流,过快冷却焊接部位,容易造成气孔。隔离气体流量太小,保护效果不够,焊接部位容易氧化。
隔离气体流量示意图见图9。

")
")
")
")

