・上一文章:国四阶段换挡点对排放结果的影响
・下一文章:浅谈清洗化油器与检修要点(2)
摘要:摩托车铝合金轮毂的校正尺寸的好坏直接影响后续机加工后部分尺寸的偏差,导致主机厂摩托车轮毂的的装配性和后续行驶的安全性。受模具结构、模具磨损产生飞边、铸造毛坯变形、热处理变形等影响,鼓面至中心尺寸不易控制,我们通过产品结构设计专用的工装,避免工装与产品定位面因模具设计结构原因或外来因素的影响,以保证校正尺寸一致性。
铝合金轮毂主要由鼓部(轴芯和鼓组成)、辐条、轮惘三部分(如图1)组成,材料为铝合金。一般轮毂直径在10~18英寸之间。轮毂在摩托车整车中属于安全件,尺寸精度和形位要求高。在加工过程中,必须确保毂部与轮惘在同一水平面上。如果偏差过大,可能造成装配时候其它部件的干涉,或者机械性能下降而导致产品存在安全隐患。

为了确保满足设计的装配和材料性能要求,根据工艺要求,校正尺寸必须确保1 0.2 mm状态下,才能达到机加工部分尺寸精度要求并确保满足轮毂材料的力学性能要求。
目前的摩托车铝合金轮毂制造行业中,一般采用重力铸造加工工艺。从模具准备开始,一直到机加工生产,主要经历重力铸造一切割浇冒口一钻中心孔,分型面清理一固熔一校正一时效。整理一抛丸一机加工一涂装等工序。在这些工艺流程中,如模具安装错位、涂料欠喷、起模早、顶偏、热处理变形等都会不同程度造成产品变形,并直接影响产品毂部与轮惘水平面的轴向错位,这就造成校正尺寸波动频繁,控制困难。如何提高校正尺寸稳定性,确保轮毂加工质量,我们进行了系统的分析和对策制定。
1 原因分析
我们由工艺、品质和现场操作员工组成攻关小组,通过现场调查,选定一款有代表性的产品进行重点分析。我们发现,根据目前的控制方法,在实际生产中,校正合格率仅为89.62%。
正如上文所述,虽然校正工序的设立是为了纠正前道工序的不良,质量的提升,重点是必须落实前道不良进行整改。本文仅从校正工序白身的工艺改进作为讨论目标,为了提升校正尺寸的稳定性,我们对此进行了前期分析。
首先,我们通过头脑风暴法,对各种影响因素从人、机、料、法、环、测六个因素进行现场分析,汇总、讨论,得出相关影响因素。再经过多次现场分析和试验论证,除了人为影响因素,我们从工艺角度来考虑,按目前的校正工艺方法加工,主要影响因素为:产品校正面(轮毂的轴端面)存在飞边和轴端顶杆高低不均。
现场检查结果及相关数据见下表1。
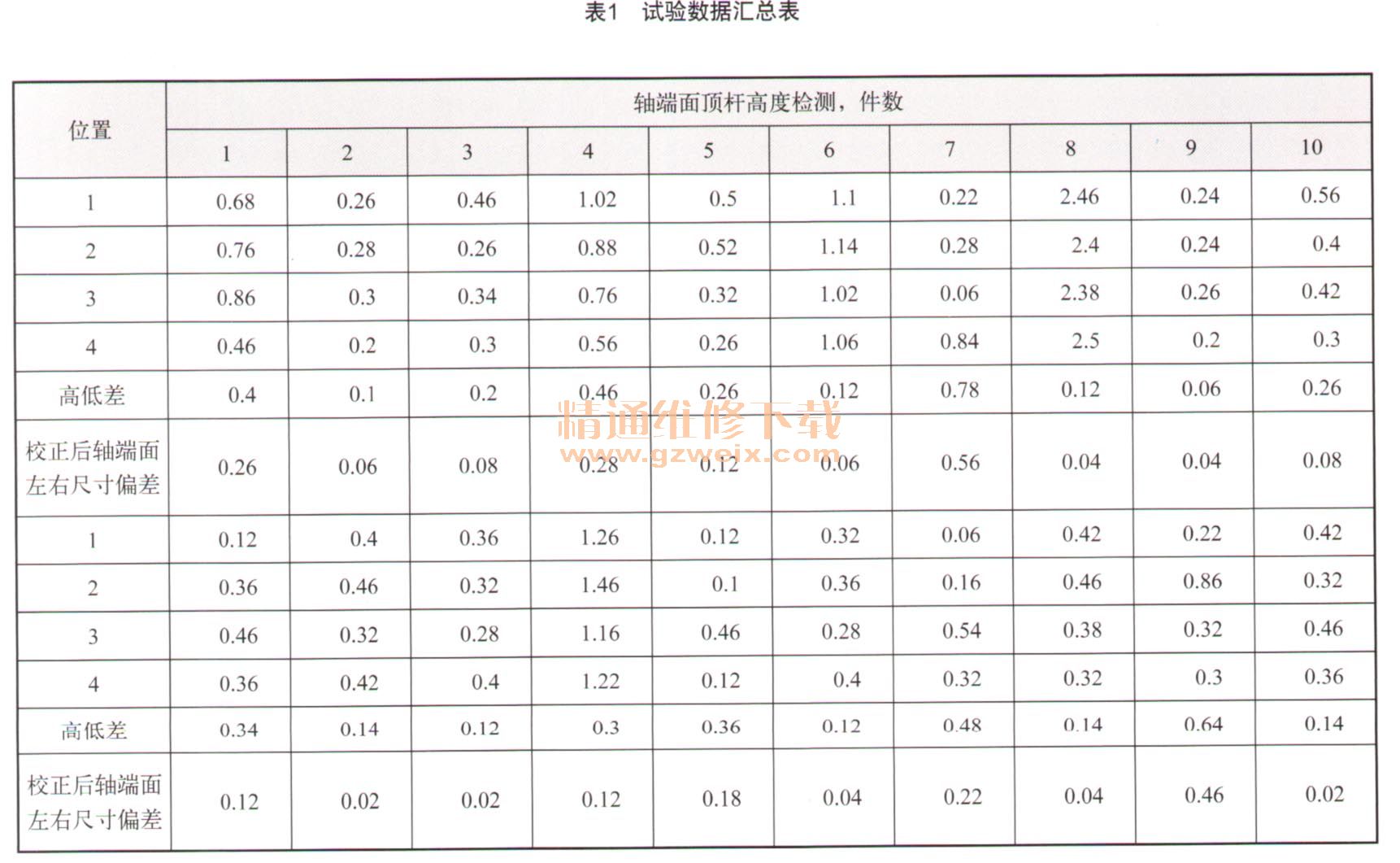
由于产品和模具的结构限制,模具飞边可以通过模具维修来改善,轴端面周转碰伤(图2)通过打磨清除,虽然不会影响后道其它工序的加工,但对校正造成了一定的影响。
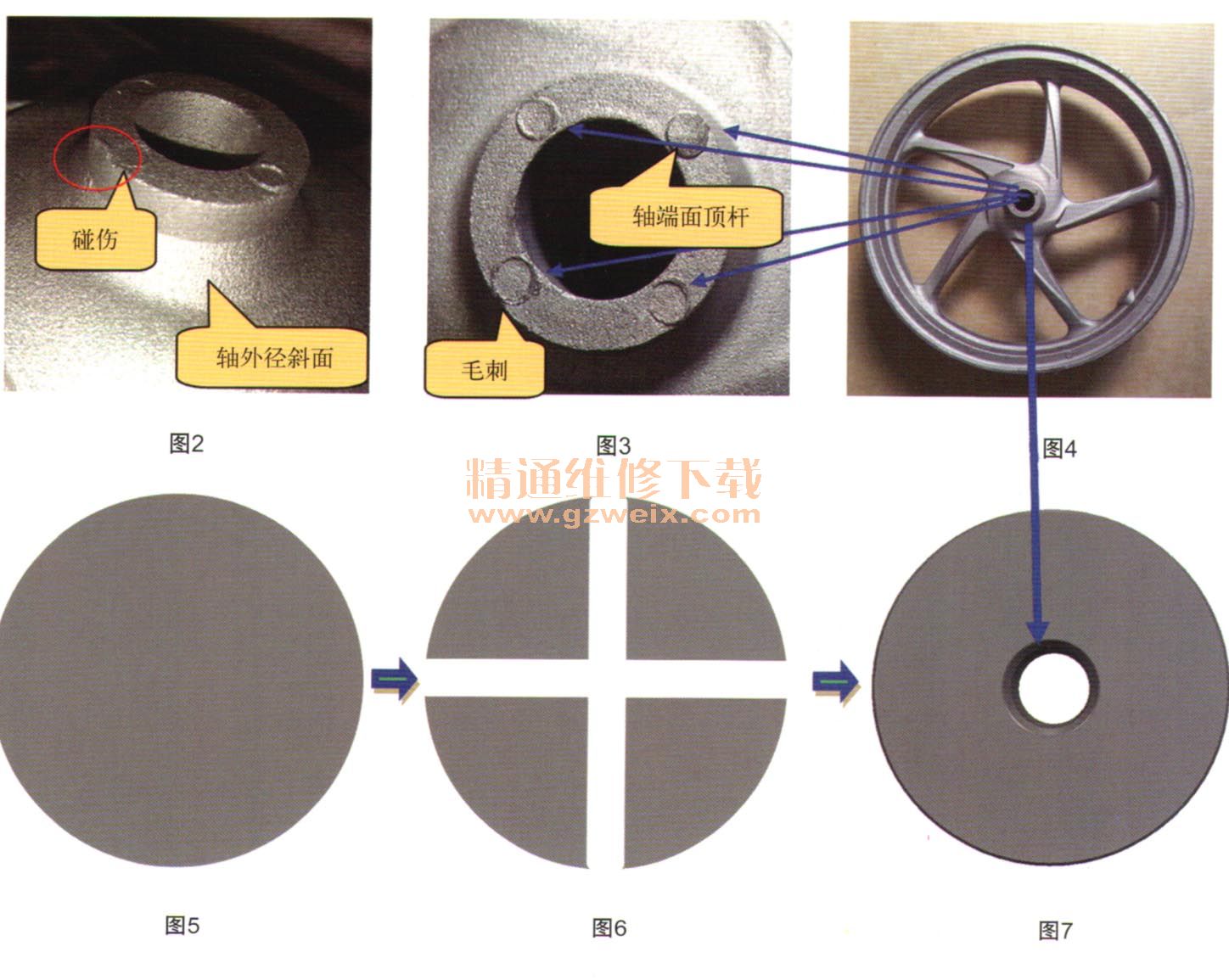
另一个顶杆高度差(图3、图4)的问题,从现场随机抽取的20件产品,对轴端面顶杆高度进行检查,其中顶杆高度有高出1 mm和偏差0.4 mm以上的。且现场产品顶杆高度高出1 mm,占比为20%;偏差0.4mm以上的,占比为10%。虽然经过机加工后能去除,但同样对校正工序造成了影响。
鉴干以_上现状,需要对校正工序的加工工艺f-以改进。于是,我们通过改进现有工装设计,使其不受产品表面的顶杆高低、飞边及磕碰伤影响,确保校正尺寸符合工艺要求。

")



