・上一文章:装车机行走台车存在问题及改进方法
・下一文章:2014年长城H6保养灯归零操作方法
(3)粉料称量配料系统
存在问题某水泥混凝土搅拌设备的水泥配料误差不能满足规范(1%)要求,配料最大误差达到3.5%,检查结果如表1所示。

误差原因分析发现该水泥混凝土搅拌设备的水泥配料采用落差修正方法,即提前关闭螺旋输料机电源,使水泥停止落料。由于水泥通过螺旋输料机上料,每次配料量不可随意调节,单纯靠调节关闭螺旋输料机电源的时间,无法精确调节配料量。
改进方法考虑到螺旋输料机输送难以控制的因素,决定改用批次补偿控制方法,该方法不直接精确控制每盘混凝土所需要的水泥用量,而是通过控制一个生产批次所需水泥的总量,间接控制混凝土的质量,以达到规范要求。我们与搅拌设备生产商协商,对水泥的配料控制进行重新设计,并将批次补偿控制方法应用到粉料称量配料系统。改进后对水泥配料称量误差的检测结果如附表1所示。水泥最大误差虽然达到1.2%、但搅拌机每搅拌3~4罐的正、负误差得到补偿,使水泥配比得到精确控制。
(4)外加剂称量配料系统
存在问题某台水泥混凝土搅拌设备的外加剂配料误差不能满足规范规定(±1%)的要求,最大称量误差达到5.4%,检查结果如表2所示。

分析原因外加剂称量配料系统主要由外加剂贮料罐、外加剂泵、称量斗、称重传感器、气动控制阀、控制系统等组成,如图5a所示。
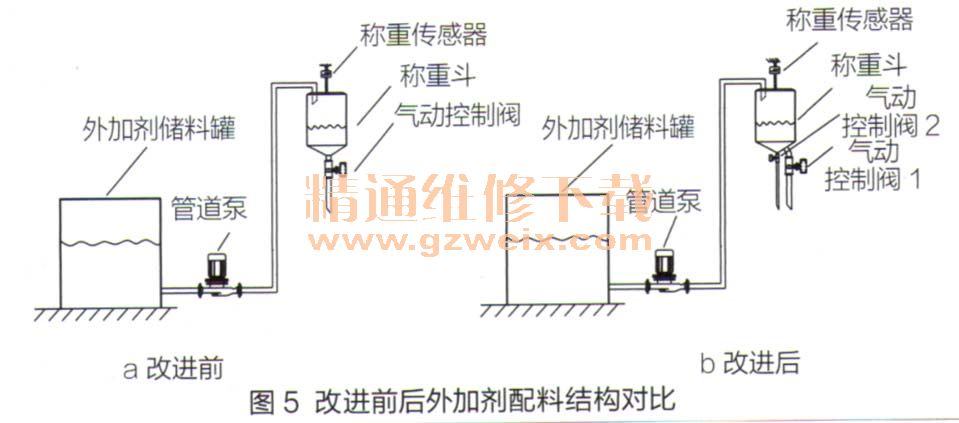
外加剂输出量通过外加剂泵和控制阀的通、断来实现,外加剂的配料精度通过超差扣称配合误差修正法进行控制。经分析发现,混凝土配比中外加剂用量较少,而外加剂泵的泵送流量较大,使得控制系统在控制时难度较大,很难满足规范要求。
改进方法考虑外加剂泵泵送流量较大,单纯从改进外加剂泵和控制阀的通、断时间很难实现配料的精确控制。为此我们决定改进外加剂配料系统的整体结构,即使用减量秤配合气动控制阀1和气动控制阀2共同控制。气动控制阀1输出的流量较人,气动控制阀2输出的流量较小,外加剂下料时先开启气动控制阀1,当接近水泥混凝土配合比所需外加剂时,气动控制阀1关闭,气动控制阀2开启,进行精确配料,从而使外加剂配料符合规范要求。改进后的外加剂配料系统如图5b所示,其最大误差只有0.5%。该方法即可以避免落料产生的冲击造成配料误差,又不会影响酉己料一效率。





