・上一文章:全地面起重机多轴多模式电液转向故障诊断方法
・下一文章:装车机尾车钢结构变形原因及改进措施
1.故障现象
我单位多辆靖汀CPCD45型义车,因工作量大、超负荷使用及保养不当,造成其转向桥主销轴承座孔严重磨损,无法继续使用。经杳备件库没有转向桥各件,若购买则时间较长,影响叉车使用,且会增加生产成本。为此,我们研究并采取了应急修复方法。
2.转向桥结构
靖江CPCD45型义车转向机构主要由转向桥体1,连接板2、转向缸3、主销轴承座4,转向节5、转向主销6,转向轮7等组成,如图1所小。其中转向桥体1采用I_'了形断面结构,由桥板、筋板、腹板、支承座以及4个土销轴承座焊接而成。转向桥体1与左、右侧转向节5均采用叉形连接结构。转向缸3通过支架固定在转向桥体1上,转向桥体1筋板上设有限位螺栓,用干控制转向轮7的最大转向角度。
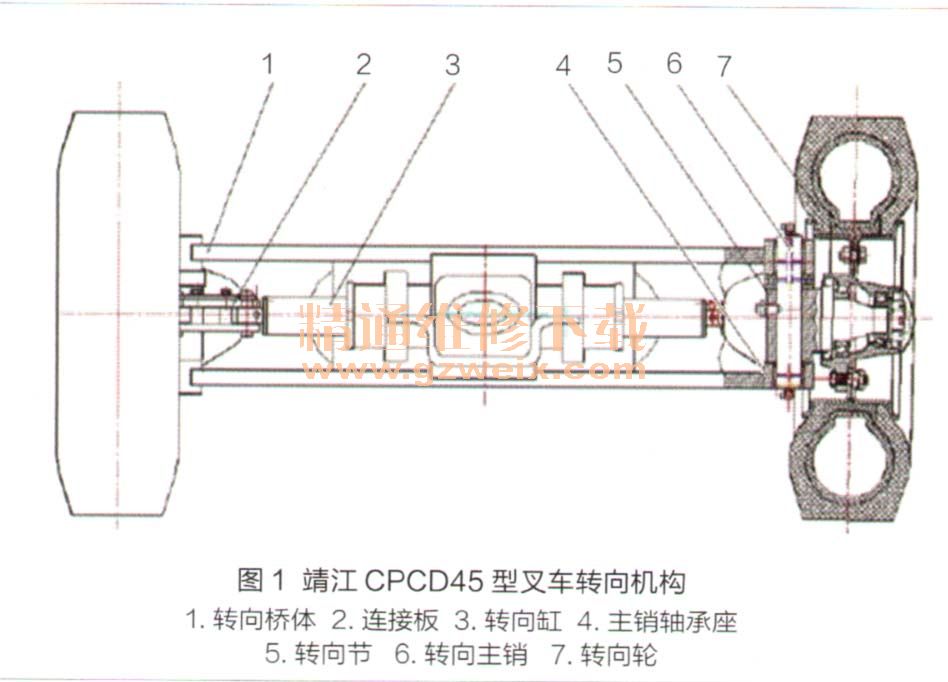
转向主销6两端与主销轴承座吐之间设有滚针轴承,该滚针轴承与主销轴承座4之间为过渡配合。转向桥体1上部的主销轴承座4下端面与转向节5之间安装有压力轴承。
3.修复方案
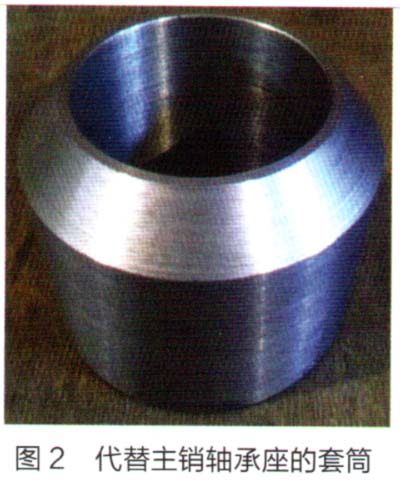
该型叉车转向桥主销轴承座孔严重磨损后,我们采取替换土销轴承座的方法进行应急修复,修复方法如下:首先,采用40Cr钢车削4个可代替土销轴承座的套筒,其内径为55mm,外径为80mm,高度为50mm,其上端面车削出锥度,如图2所示。其次,将转向桥体上已经磨损的主销轴承座切割掉,将切割部位的焊渣及毛刺清理干净,将与套筒外径焊接面打磨到适宜尺寸;最后,将制作好的套筒套在主销上,按照原主销轴承座的位舌找准套筒的位置,保证套筒内孔的同心度后进行点焊定位,确认其同心度符合技术要求后焊接牢固,即完成主销轴承座的替换工作。
4.组装及焊接方法
用台钳将滚针轴承均衡压入新加工的主销轴承座孔中。将转向节销孔对准主销轴承座孔,将转向主销和压力轴承与转向节组装在一起,找正转向主销位置后,紧固转向节上的转向主销固定螺栓。
在主销轴承座与压力轴承之间垫五钢锯条,使主销轴承座与压力轴承之间保持一定间隙,以保证焊后转向节可灵活转动,如图3a所示。

将校对好同心度的主销轴承座与转向桥体焊接在一起。焊接时采取对称焊接方法,否则会造成转成主销轴承座孔与转向主销不同心,进而影响转向。完成焊接后,待温度冷却后安装主销防尘套,并使用黄油枪加注润滑脂。主销轴承座组装及焊接情况如图3b所示。
5.预防磨损措施
经分析,转向桥主销轴承座磨损,其原因大都是驾驶员末及时加注润滑脂。我们与驾驶员交流后发现,用黄油枪对主销黄油嘴注油很不方便,这是造成主销轴承座缺乏润滑、加速磨损的客观原囚。为此,我们将黄油嘴卸掉,准各1根直径为10mm、长度可达到又车配重后部的润滑脂软管,其一端拧在黄油嘴位置,另一端安装黄油嘴并固定在叉车配重后部。这样可以很容易将润滑脂注入主销油道里。
按照以上应急修复方法修复义车转向桥主销轴承座,减少了该部位的故障率,节省了待修时间,节约厂维修资金,提高了义车利用率和安全性能,保证丁生产一线的需要。





