・上一文章:振动压路机变速器换向拨叉折断的修复方法及改进措施
・下一文章:奇瑞A3轿车发动机动力不足
1.故障现象
1台配置了超起装置的LR 1400/1型履带起重机,经多年使用后进行超起吊装时,其超起装置单侧超起缸出现活塞杆收缩故障,无法进行超起吊装。维修技术人员对该超起缸油路进行仔细排查,并测试管路压力后,确定是超起缸出现故障。维修人员在修理车间将该超起缸拆下后检查时,发现其封头螺纹已经咬扣,不能按照常规方法进行拆解。
2.制定并实施修复方案
该超起缸为德国利勃海尔1999年12月生产的双作用活塞缸,其内径为250mm,活塞杆直径为80mm,采用斯特封组合密封圈及O形密封圈。由于该超起缸不能按照常规方法进行拆解,若继续拆解,不仅封头难以取出,还极易造成整只超起缸报废。若从厂家订购新超起缸,交货期在3个月以上,且成本过大。为此,研究决定组织技术人员自行修复,并制定出修复方案。制定并实施的该超起缸修复方案如下所述。
(1)准备工作
制作大型超起缸拆装工作台,用于固定超起缸;制作超起缸封头安装扳手,以便安装封头;制作超起缸清洗工具,用于清洗缸筒内部;制作密封件安装工具,以便安装密封件。
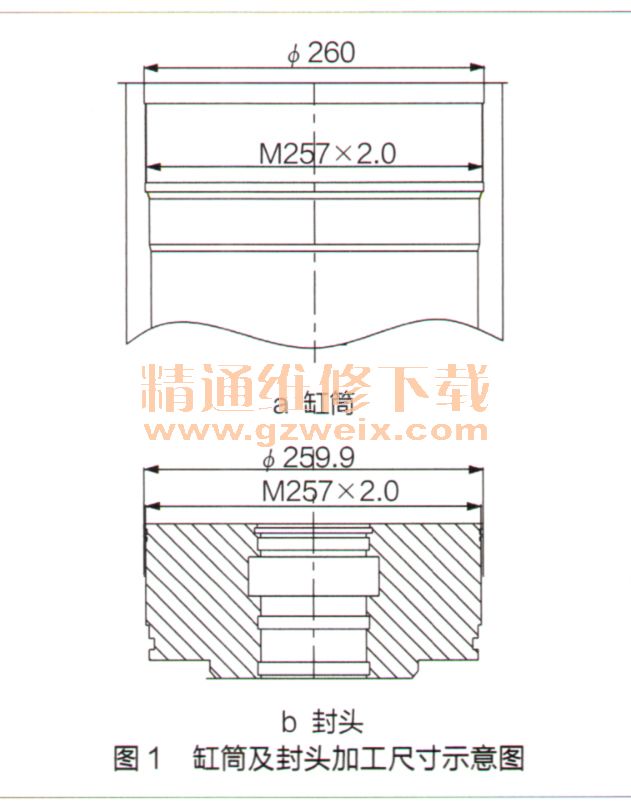
(2)加工封头
联系机加工厂家,使用车床车削损坏的封头并将其残留部分取出,测绘并确定封头与缸筒接合部位尺寸。封头采用40Cr材质,锻造后调质处理,再按照测绘并确定的结构尺寸进行机加工,其中封头与缸筒配合的螺纹尺寸由原来的M258×2.0改为M257×2.0;缸筒内损坏的螺纹用J507型焊条补焊后重新加工,螺纹尺寸亦由原来的M258×2.0改为M257 ×2.0。缸筒及封头加工尺寸如图1所示。
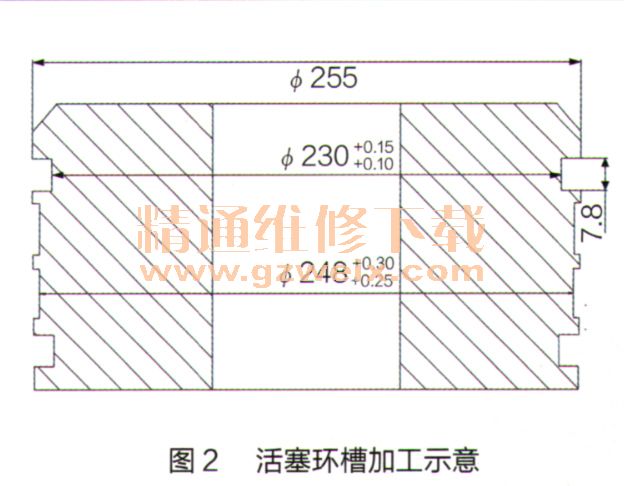
(3)活塞加工修复
改进活塞外径部位的密封圈,由使用Y型密封,改为使用原厂修理包中的斯特封组合密封圈,油封槽尺寸由原来槽底直径230mm、槽宽13 mm,改为槽底直径230mm,槽宽7.8mm,其他密封件均采用原厂修理包中的密封件。活塞经补焊堆平后,重新车制油封槽,其尺寸如图2所示。
(4)校核螺纹强度
按照超起缸使用工况及液压回路原理图,计算出单只超起缸承受最大载荷为250t,以材质为40Cr钢、螺纹尺寸为M257×2.0、缸筒车削螺纹为28圈、缸筒与封头旋合圈数为20圈校核该螺纹强度。依据《机械设计》第四版及《机械设计手册》第四版内容,经计算得出该螺纹抗拉强度为980MPa,屈服强度为,785MPa、许用拉应力为261.7MPa,许用挤压应力为261.7MPa,许用剪切应力为157.02MPa,许用弯曲应力为261.7MPa,安全系数S为3。以上各项技术参数值均满足超起缸使用要求。
(5)性能试验
我们依据GB/T 15622-2005《液压缸试验方法》,对修复后的超起缸进行性能试验。试验结果表明,该超起缸启动压力、耐压、缓冲、负载效率、高温试验均正常;超起缸外表无泄漏;活塞杆伸出后行程变量为1.2 mm/h,属于合格范围。修复后的超起缸,其各项技术参数值完全符合说明书要求。
3.修复效果
将修复后的超起缸进行外表清理、喷涂后装复,重新投入使用。本次LR 1400-1型履带起重机超起缸修复工作仅用7天,节省了大量时间和成本,创造出可观的经济效益,同时为以后同类型液压缸修复提供了经验。





