・上一文章:挖掘机设计和维修保养方面的防火控制方法
・下一文章:5t装载机液压油箱漏油分析
我公司装载机衬套大都采用冷装配工艺,即采用液氮冷冻之后进行装配。该冷装配工艺可避免母材和衬套损伤,减轻装配工人劳动强度,提高劳动效率和装配质量,装配过程安全便捷。但是在装配后我们发现,衬套内径尺寸比装配前有所收缩,使与其配合的销轴难以安装。本文研究衬套冷装配后出现内径尺寸收缩的原因及改进措施。
1.抽样测量结果
我们对ZL50E型装载机后车架铰接部位进行了抽样测量,该型装载机后车架铰接部位结构如附图所示。
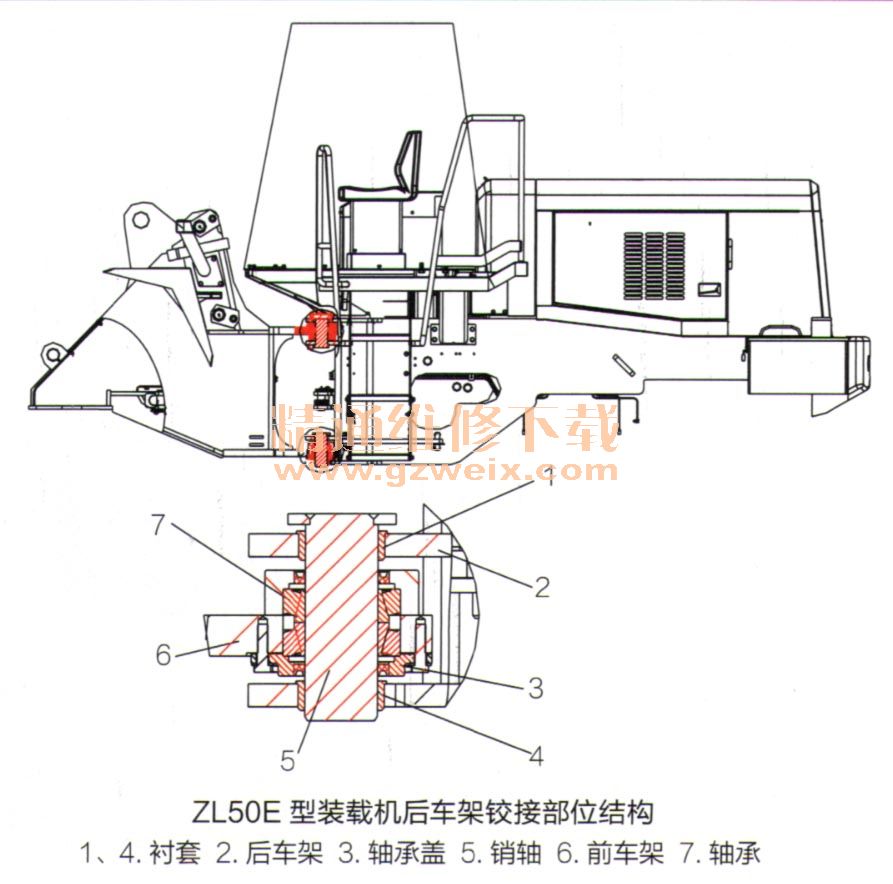
根据测量结果,得知该机的4组衬套完成冷冻装配后,其内径尺寸均有一定量的收缩,衬套与上、下铰接销轴之间的间隙配合均变为过渡配合,由此给安装上、下铰接销轴带来困难。该型装载机后车架铰接孔衬套在采用液氮冷冻装配前、后,其内径尺寸变化情况如附表所示。

2.影响收缩量的原因
经查找相关文献资料,了解到在实施冷冻装配工艺时,应根据配合件间的配合公差、过盈量、表面粗糙度以及工件的形状、规格、位置关系来选择冷装温度和实施方案,其中衬套过盈量是选择其冷装温度的关键因素。下面根据冷冻装配工艺相关资料,分析影响装载机后铰接孔衬套收缩量的原因。
(1)冷装温度及冷却时间
采用液氮冷冻,温度可确定为一195℃左右。冷却时间通过试验确定为15min左右。
(2)内径收缩量
被冷冻衬套的内径收缩量按照下列经验公式确定:
△D=D×△d/d
式中:AD----衬套内径收缩量,mm;
D----衬套内径,mm;
△d----衬套外径过盈量,mm;
d----衬套外径,mm。
经计算,衬套外径最大过盈量时,衬套内径收缩量约为0.06147mm;衬套外径最小过盈量时,衬套内径收缩量约为0.01347mm。





