・上一文章:大众途观机油温度不显示(仪表匹配设置)解决方案
・下一文章:详解奔驰轿车1.8L废气涡轮增压直喷式汽油机
一、铆接工艺概述
使用铆钉将两件或两件以上的工件连接在一起的方法称为铆接。本质上铆接工艺是通过发生塑性变形来实现连接效果的。根据铆接工艺和铆钉形式的不同,它可以细分为很多种类,在一些高档车型的制造工艺里,主要采用了冲压铆接工艺,尤其是在铝制车身中,其功能类似于钢制车身的电阻点焊工艺。总体来讲,铆接工艺作业不破坏工件表面防腐层,不受工件材料的限制,连接强度高、工艺稳定、操作简便、成本低,所以应用也比较广泛。
二、铆接规范
在汽车售后维修中,根据汽车厂家的维修规定,在汽车的某些部位需要使用铆接来完成维修。根据结构形式和形状的不同,铆钉又可以分为很多种,如实心铆钉、空心铆钉、半圆头铆钉、沉头铆钉、平头铆钉、盲铆钉等,具体使用位置及方法要根据汽车厂家维修手册确认。
1.铆接规范要点
通常来说,材料不同,直径不同,长度不同,铆钉的承载力也不同,维修时要根据实际情况选用正确规格和型号的铆钉。
(1)铆接前必须要用大力钳夹紧固定板件,使板件紧密贴合。
(2)按照行业铆接工艺标准,采用铆接连接时,铆钉的直径应为板件厚度的2倍,以最薄板件的厚度为准。铆接的钉距应为铆钉直径的3倍,偏差不得超过±1mm。铆接的边距应为铆钉直径的2倍,偏差不得超过±1mm。
(3)铆钉连接的强度还取决于铆钉孔的开孔精度及其表面质量。在汽车维修中铆接开孔的直径最大不得超过铆钉直径0.2mm,开孔后要注意刮除孔边的毛刺等。
(4)要根据铆钉的规格、型号、强度选用正确的铆钉枪及其夹头或冲头,否则不仅无法完成铆接作业,严重者还会损坏工具及工件。
(5)要注意铆接时的压力或拉力调节,必须根据板厚和板件性能选择适当的压力或拉力,否则会导致铆接缺陷,严重者会导致工件过度延展甚至开裂。
(6)实施作业时要确保枪头始终垂直正对工件表面,否则可能会导致铆接缺陷。
2.铆接质量标准
铆接后要检查铆钉的表面质量,铆钉头不得有碰伤、压坑、裂纹等缺陷。
(1)铆钉头必须与工件紧密贴合,如果局部有间隙,半圆头铆钉的间隙不得超过0.05mm,沉头铆钉的间隙不得超过0.04mm,间隙总长度不得超过铆钉头周长的10%。
(2)铆接过程中铆钉周围的工件表面会出现一定的下陷,铆钉头周围5mm内的工件表面凹陷不得超过0.2mm,否则会造成对工件的过度挤压。
(3)铆接过程中铆钉会发生塑性变形,其中一部分材料可能会在压力作用下挤入两个板面之间,形成缝隙,这种情况是不允许的,旦出现必须重新实施铆接作业。
(4)两个铆钉之间的工件间隙不得超过0.3mm。
(5)铆钉头可能会出现裂纹,但是裂纹不得相交,裂纹深度不得超过铆钉头高度的1/4。
(6)铆钉头上的局部凹陷深度不得超过铆钉头高度的1/4。
(7)铆钉头上不得出现环状压痕。
(8铆接后不得露出铆接孔。
三、铆接操作实例
现以某高档车的后翼子板更换为例来阐述在售后维修操作中铆接作业的基本流程和注意事项。
(1)损伤评估判断(图1),确定损伤范围、切割位置(图2),确定需要拆卸的相关附件。查看仓库备件是否符合要求。
(2)准备所有设备、耗材及个人防护用品。注意:为了防止出现铝制车身的腐蚀,修复铝制车身必须要有单独整套专用的车身修复工具,不能与钢制车身修复工具混用。
(3)用气动切割据从确定的切割位置断开板件连接,注意不要伤及背板并保持切割精度,也可以先对板件进行粗切,匹配好后再进行精准切割。
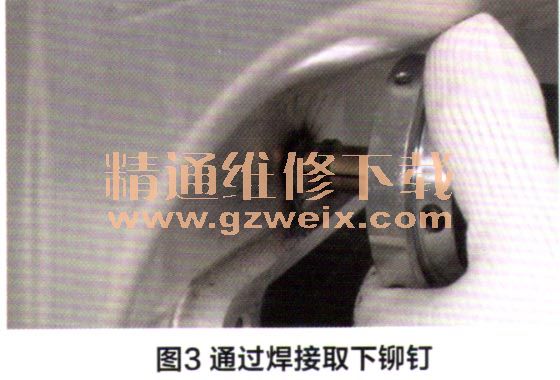
(4)在我们的工具里选出正确的冲头组合,安装在铆钉枪上,调好压力,压出法兰边缘上的冲式铆钉;对于双面无法触及的冲式铆钉,使用铝介子机在其表面上焊上不锈钢螺钉(图3),然后使用专用气动拉铆枪将其拉出。
")
")
")
")

