・上一文章:清华同方(THTF )LC -32B82E型液晶电视,开机困难,且易死机
・下一文章:湿式多片离合器更换全攻略(1)
摘要:采用UG三维软件对摩托车车轮及其模具进行了造型,然后利用华铸CAE铸造模拟软件对铸件的原始工艺方案的充型过程、凝固过程进行了模拟,针时缺陷(缩孔缩松)产生的位置,从产品、模具方面对工艺方案进行了设计改进,并完成了第二次模拟分析。在理论上确定解决了该缺陷后进行了现场的小批量试制。结果表明,改进后的工艺方案在实际生产中作用显著,成功的解决了缩孔缩松缺陷,提高了下机合格率,为企业带来了良好的经济效益。
铝合金车轮在摩托车的整个装配中属于安全部件,因此客户对于其铸件有着较高的要求,不允许存在缩孔缩松、冷隔、发白、欠铸等铸造缺陷。
本公司某款摩托车铝合金车轮在实际铸造生产中存在较严重的缩孔缩松缺陷,我们利用华铸CAE铸造模拟分析软件对它现行的铸造工艺方案进行了分析,发现车轮鼓部与辐条交接处在凝固过程中易形成较大的孤立液相区,从而导致此处在生产中容易产生缩孔缩松缺陷。根据铸件的实际问题和工程师的经验,认为产生孤立液相的原因是补缩通道过早被截断以及铸件局部过热,因此从产品和模具方面进行了相应的设计改进,并对此改进的方案进行了第2次模拟分析。
1 摩托车车轮的三维实体
图1是本文用来分析的摩托车铝合金车轮的三维实体,它的轮惘规格为3.5X17,鼓部有砂芯,制动方式是盘式制动。

2 改进前的工艺方案及其铸造模拟分析
2.1改进前的工艺方案
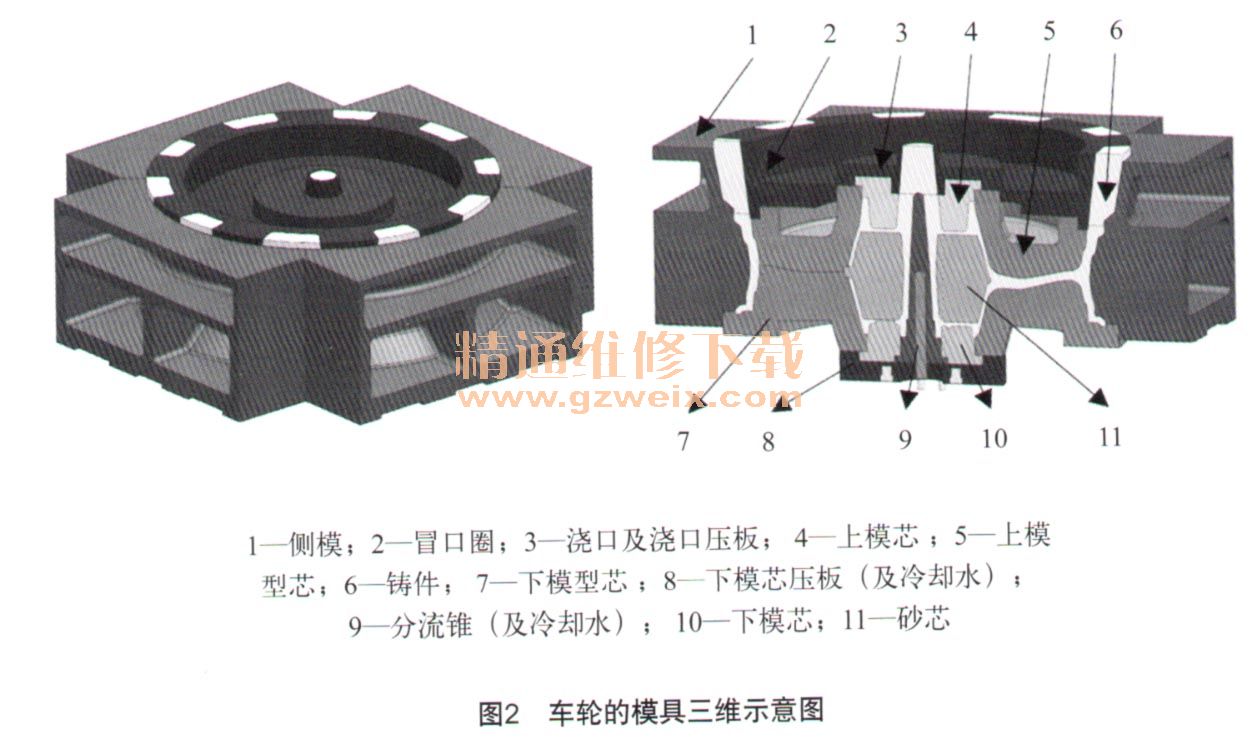
摩托车车轮的产品净质量为5.2 kg,铸件(铸浇冒)质量为8.97 kg,材料牌号为A356,主要化学成分ω(%)为:Si(6.5-7.5)、Mg (0.25-0.45)、Cu(≤ 0.2)、Fe(≤0.2),Zn ( ≤ 0.0、 Mn (≤ 0.0、 Ni (≤ 0.05),铝液的浇注温度为700℃。车轮的模具三维结构如图2所示。
本产品采用金属模重力铸造方式生产,根据轮毂的结构特征选用的浇注方式为中心浇注。为使铸件轮辆部位顺序凝固,提高其对辐条的补缩作用,特对铸件轮翎部位进行了梯度设计,并在哈吠背面的掏空位置放置了石棉来保温。为加速下模冷却,缩短产品起模时间,在分流锥处与下模芯压板处设置了循环水冷。
2.2充型过程温度场及凝固过程液相分布场的模拟分析
通过UG三维软件对铸件及其模具进行三维造型,批量转换成STL文件后导入华铸CAE中进行模拟分析。考虑到铸件某些部位较薄,在保证剖分单元的流通性及计算效率的前提下将网格尺寸划分为2 mm。利用软件的计算处理模块进行了基于祸合的凝固计算,其凝固计算的初始条件是来自充型祸合计算的最后的温度场。在软件的后处理模块中可以观察铸件充型及凝固过程的模拟结果,并预测缺陷的大小及其位置。
图3是铸件充型过程的温度场模拟,从模拟中可以预估铝液从开始浇注到充满型腔所需的理论充型时间,还可以判断铸件在充型过程中是否充型完整,充型过程是否存在卷气、夹杂等缺陷,通过相邻两剖分单元间的温度差还可以判断是否会产生冷隔。

轮毂左侧色标是指液相温度,从(d)中得知理论充型时间约为7.19 s。根据模拟可知:铝液在充型过程中流动平稳,温度分布均匀,不存在冷隔、浇不足等缺陷。

")



