・上一文章:基于TFT显示技术的组合仪表设计
・下一文章:摩托车发动机诊断分析系统在整车性能提升中的应用(2)
摘要:设计合理的螺栓拧紧连接方案、正确采用螺栓拧紧工具、有效的螺栓拧紧检验方法是确保线束中每一个螺栓正确拧紧的重要因素。重点对汽车线束中熔断丝盒、中央电器盒中熔断丝、电源线端子的螺栓连接,以及螺栓连接中动态扭矩、静态扭矩以及扭矩的衰减进行探讨。
在汽车线束中,有些导线孔式端子、熔断丝、连接片等需要用螺栓来拧紧连接,电源线束正、负极端子的夹紧同样需要用螺栓进行夹紧连接。这些需要用M5、M6、M8的螺栓或者螺母连接的部件通常分布在中央电器盒、前舱线束的熔断丝盒、仪表线束的熔断丝盒、电源线束的熔断丝盒、电源线束的正负极接头上。然而这些用螺栓连接的部件功能和性能要求都比较高,螺栓或者螺母拧紧连接的失效将直接影响汽车线束安全,甚至造成严重的品质事故。本文对汽车线束中螺栓的拧紧连接方面的相关内容进行阐述,与各位同行共同学习。
1 螺栓连接的类型及分类
常见的物体连接方式有焊接、粘接、铆接、螺栓拧紧连接等,螺栓的拧紧连接具有简单方便、可以多次拆卸与重新装配、标准化部件、节省成本等优点;汽车线束中的连接主要有端子冷冲压连接、超声波焊接、电阻焊接、螺栓连接等。
螺栓拧紧连接通常分为:硬连接、软连接两种,如图1所示。硬连接是指到达贴合点后,旋转30°以内达到目标扭矩的连接;软连接是指到达贴合点后,旋转2圈(720°)以上达到目标扭矩的连接。常见的硬连接有发动机缸体、汽车底盘桥架、钢构件等之间的连接。常见的软连接有塑料与金属之间或塑料与塑料之间的连接、熔断丝盒与熔断片之间的连接。譬如,我公司的中央电器盒产品、线束产品上所用的螺栓连接都是属于软连接。

2 螺栓拧紧连接的控制方法及优缺点
螺栓拧紧连接的控制方法有:①扭矩控制/角度监控;②角度控制/扭矩监控;③扭矩和角度控制。扭矩控制是指设定拧紧工具的最大扭矩数值,达到数值后即为拧紧结束;角度控制是指设定拧紧工具拧紧旋转一定的圈数(角度)数值,达到数值后即为拧紧结束;屈服点控制是指螺栓在达到塑性变形之前即为拧紧结束。
扭矩控制方式是人们最熟悉的螺栓拧紧控制方式。扭矩与夹紧力之间的关系是在出现最大摩擦系数和最小力矩时提供最小的夹紧力。采用扭矩控制具有以下优点:①容易实现不同精度等级的控制,从±25%的脉冲型工具到11%的手工拧紧轴(套筒);②拥有大量的产品和过程设计的标准数据,且应用历史悠久;③过程和设备的有效性校验过程非常容易;④工程师非常熟悉,广为人知。缺点:①夹紧力的精度很差,可能到±60%,受摩擦系数影响大;②没有根本办法防止螺栓断裂;③以上2个原因导致螺栓能力利用率低160%。扭矩控制曲线如图2所示。

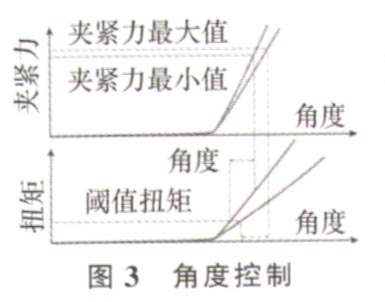
角度控制是在弹性区域内避免摩擦系数大范围变动对夹紧力的影响,它通过控制转角来拧紧,利用了力矩变动较小的优势。采用角度控制具有以下优点:①相对容易实现,只需规定拧紧的角度数(圈数);②过程和产品的有效性相对容易检查;③现场维修的成本和精度要求可以接受;④螺栓利用率得到大大提高。缺点:①标准的拧紧规范通常不能直接使用,必须做一些连接分析/实验室分析工作确定拧紧状态符合要求;②无法使用扭力扳手复紧来校验;③工具同时需要具有扭矩和角度测量能力。采用螺栓塑性区域内的角度控制,在批量生产条件下检验工具性能满足要求较难,设置和校验产品参数的费用较高,螺栓一般无法重复使用,另外也很难确定螺栓塑性变形时的拧紧角度,控制、检验比较困难。我们不可能将一个塑性变形后即将断裂的螺栓拿来继续使用,同理而言,螺栓的利用率是很高的,一般都采用弹性变形区的角度控制法。角度控制曲线如图3所示。
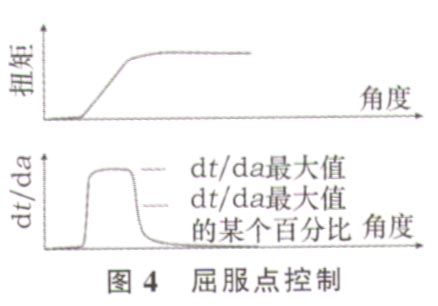
屈服点控制是最困难的一种拧紧控制方法,需要专业、精密的仪器进行多次的测量与试验分析才能完成,过程检验困难,设备比较昂贵,一般情况下不采用屈服点控制(图4)。结合汽车线束产品中熔断丝盒和中央电器盒中螺栓连接的特点,本文重点讨论螺栓拧紧连接的扭矩控制与检验方法。
")
")
")
")

