・上一文章:苹果5S手机主摄像及闪光灯电路分析和维修(上)
・下一文章:大众桑塔纳2000GSi手动挡轿车动力不足
4.7 接管
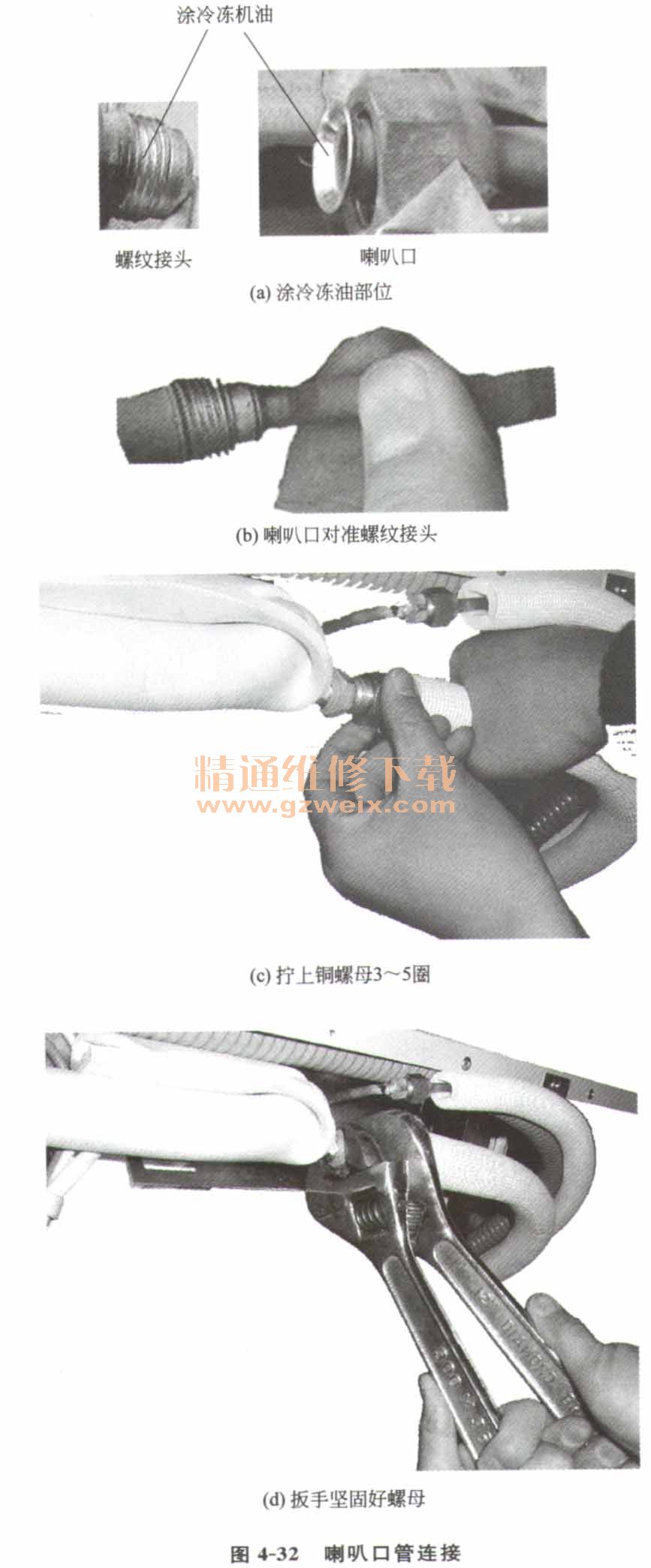
4.7.1晰叭口管连接
如图4-32所示是喇叭口管与螺纹接头的连接。在喇叭口内壁、螺纹接头涂少许冷冻机油,以保证喇叭连接的密封性→连接管笔直地与接头中心对齐,不能歪斜→一只手按住铜管,另一只手将螺母对好丝扣,拧紧3~5圈,如果只拧1~2圈就拧不动时,说明管子中心偏了,应重新对正再拧,如果丝扣有轻微碰伤,应用丝锥重新过一下,以确保装配质量→用扳手紧固螺钉→用活扳手或力矩扳手坚固好螺母。
警告:
1.使用力矩扳手紧固铜螺母时,必须选用与管径相匹配的力矩扳手,当听到“咔嚓”一声时,说明紧固力矩已达到。2.使用活扳手紧固时,用力必须适中,用力过小密封不严,用力过大则会使喇叭口管开裂,造成制冷剂泄漏。3.遇有喇叭口管有缺陷时应重新制作喇叭口管。
4.7.2气捍接管
气焊是技术较强的操作,既要有一定的实际经验,又要有一定的理论知识。同时由于焊接时使用乙炔、高压氧化体火焰,所以,安全操作是非常重要的。焊工操作必须严格遵守操作规程,下面提供必要的焊接知识和操作方法,供参考。
(1)气焊工具
气焊根据燃料的类型分为三种:氧气-乙炔、氧气-液化气、丁烷气-氧气(又称便携式焊具)。空调器的气焊设备可根据情况任意选择其中一种。
1.氧气-乙炔焊接设备这种焊接设备焊接效果好、成本低,但钢瓶价格高(千元左右,也可以租用)、体积大、重量大,不便于运输,一般用于专用维修部门的店内使用。
如图4-33所示氧气-乙炔焊接设备,包括氧气钢瓶(一般为蓝色)及减压阀、乙炔钢瓶(一般为白色)及减压阀、小型焊枪各1个、红色和黑色气带各1条(长20~30m)、气带固定卡子4个。
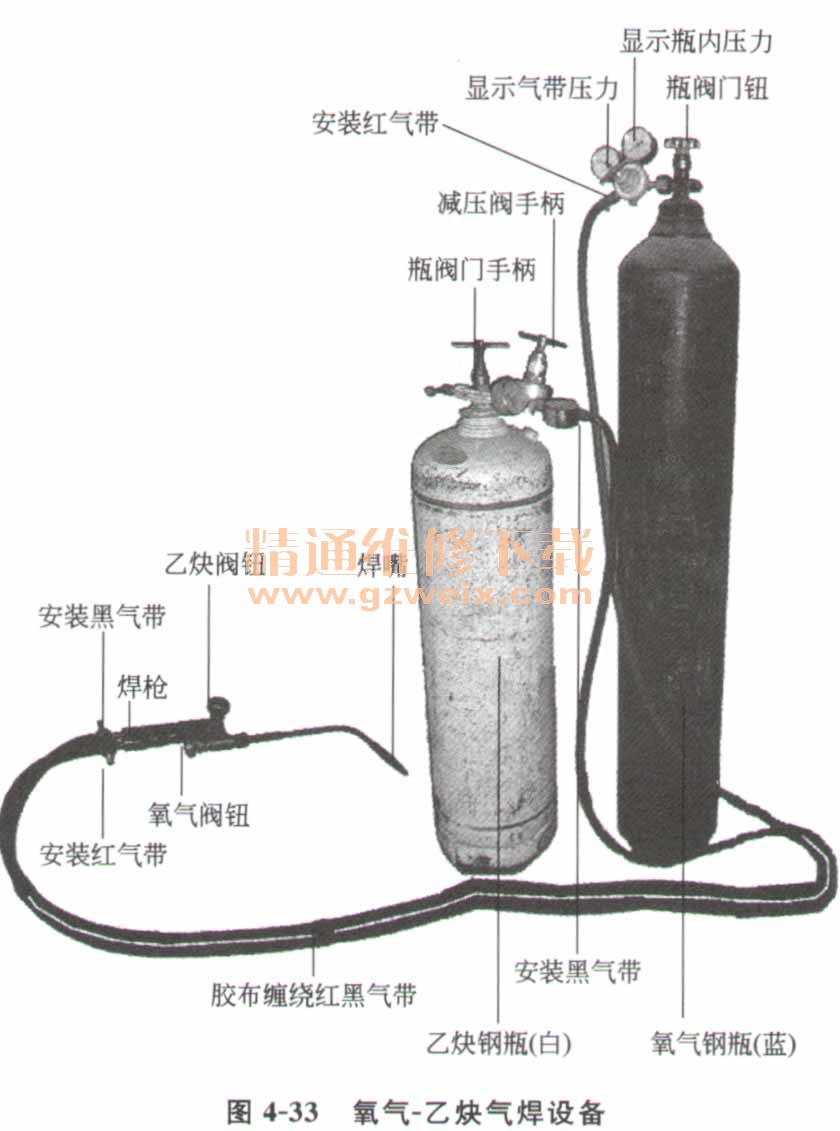
氧气瓶、乙炔瓶安装好减压阀;红色气带两管口分别安装到氧气瓶减压阀和焊枪的下管口,黑色气带连接到乙炔瓶减压阀和焊枪上的管口,并用专用卡子坚固好。红、黑气带每隔80cm用胶带固定一次。选择2号或3号焊嘴安装到焊枪上。
设备安装好后,打开钢瓶阀门,调节减压阀手柄至氧气带压力为0. 2Mpa,乙炔瓶气带0. 05MPa并保持,在以后的使用中只需开/关瓶阀门即可。
警告:
因乙炔属于可燃性气体,且输出压力低,当乙炔瓶上的减压阀出现问题或瓶内压力过低时,使用过程中火焰有可能通过气带进入乙炔内,所以,乙炔还需配备防火器,以防止乙炔气回火,引起爆炸。
2.氧气-液化气焊接设备如图4-34所示,包括氧气瓶及减压阀、液化气瓶及减压阀、气带、焊枪、焊咀等。这种气焊设备是用家庭用液化石油气作燃气,氧气作助燃气体进行焊接。焊咀要选择大些,火焰温度低于乙炔,所以,焊接时间相对长。

3.便携式焊接设备 如图4-35所示,便携式焊接设备包括小型液化气钢瓶或丁烷气(打火机气)钢瓶、小型氧气钢瓶、小型焊枪及连接气带、对接头(分别连接钢瓶)等适用于上门维修。

(2)气焊准备工作
1.焊条选择 空调器的管道、管件均为铜质材料,铜管与铜管之间的焊接应选择磷铜焊条。
1. 管道打磨 用零号砂布对焊接部位1~2cm范围打磨至呈现铜本色。空调原有管路直接打磨即可;未安装铜管打磨时管口最好向下,以免脏物进人管路内形成脏堵。
警告:
水分、油污、灰尘,会影响焊料的流动性与焊接,如油污受热炭化后会使焊料不流动、焊接不牢。使用油手和脏手套触摸焊接部位也会影响焊接质量。
3.管道插接 操作时请按要求进行,否则会影响焊接强度及管道通畅。采用铜管套焊时,细管伸人粗管的合理长度、两管间的间隙见表4-3。

维修提示:
遇有两管直径相差悬殊(仅见于特殊情况下购买的铜管不合适),细管插入粗管后,要用钳子夹扁粗铜管一侧。
4.铜管加热温度的识别 用气焊焊接时,加热的时间不宜过长,以免结合部位氧化,同时加热要均匀。铜管在焊接时,受热后颜色要随温度不同而变化,其颜色的变化反映了温度的高低,见表4-4。

维修提示:
铜管与铜管之间焊接铜管加热温度为600℃(暗红),是放置焊条的最佳温度。
5.火焰点燃和关闭 如图4-36所示,点火焰时,依次打开氧气瓶、乙炔瓶的瓶阀门→打开焊枪上的乙炔阀→打火机置于焊嘴下部5 cm且与焊嘴垂直点火→点燃火焰后立即打开焊枪上的氧气阀。
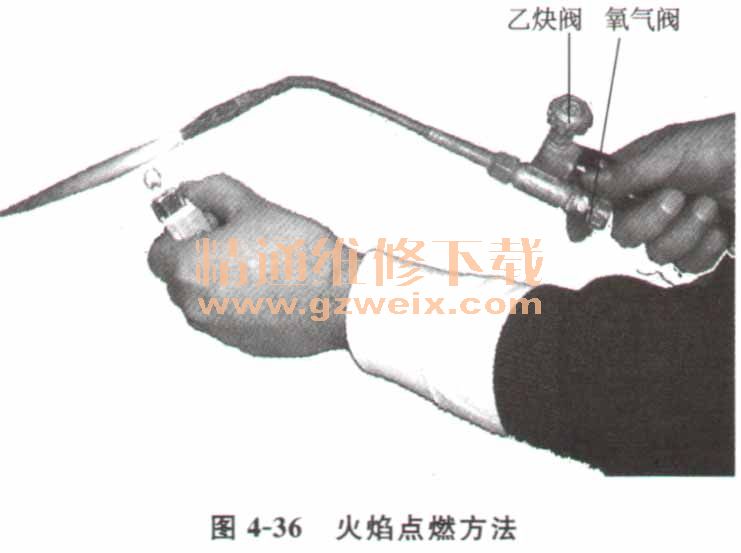
关闭火焰时应先关焊枪上乙炔阀、后关氧气阀门,然后再关闭氧气瓶、乙炔瓶阀门。
技巧:上述火焰点燃方式会出现黑油烟污染,适用于室外作业。室内作业或有经验的人员,点燃火焰时,先拧开焊枪上的乙炔阀,接着拧开焊枪的氧气阀(一般拧1/4~1/2圈),感觉有气流流出即可,随即打开打火机点燃火焰。
警告:打火机千万不能置于焊嘴正前方,以免手被烧伤。
(3)气焊操作
警告:严禁在制冷系统内有制冷剂时进行气焊操作,以免造成爆炸等不良后果。
气焊操作步骤:选择合适的焊条→焊接部位打磨干净→管口插接好→点燃火焰→调整火焰至中性→调整火焰长度至适中→焊接→关闭火焰。
1. 调整火焰至中性如图4-37(a)所示中性火焰是气焊要求的火焰,火焰总体呈现紫色,分三个层次色。如图4-37 (b)所示炭性火焰的乙炔量大,如焊接会将炭粒带入金属焊接部位,影响焊料的流动;如图4-37(c)所示氧化焰的氧气量过大,如进行焊接容易烧坏铜管或造成铜管变形、断裂等。
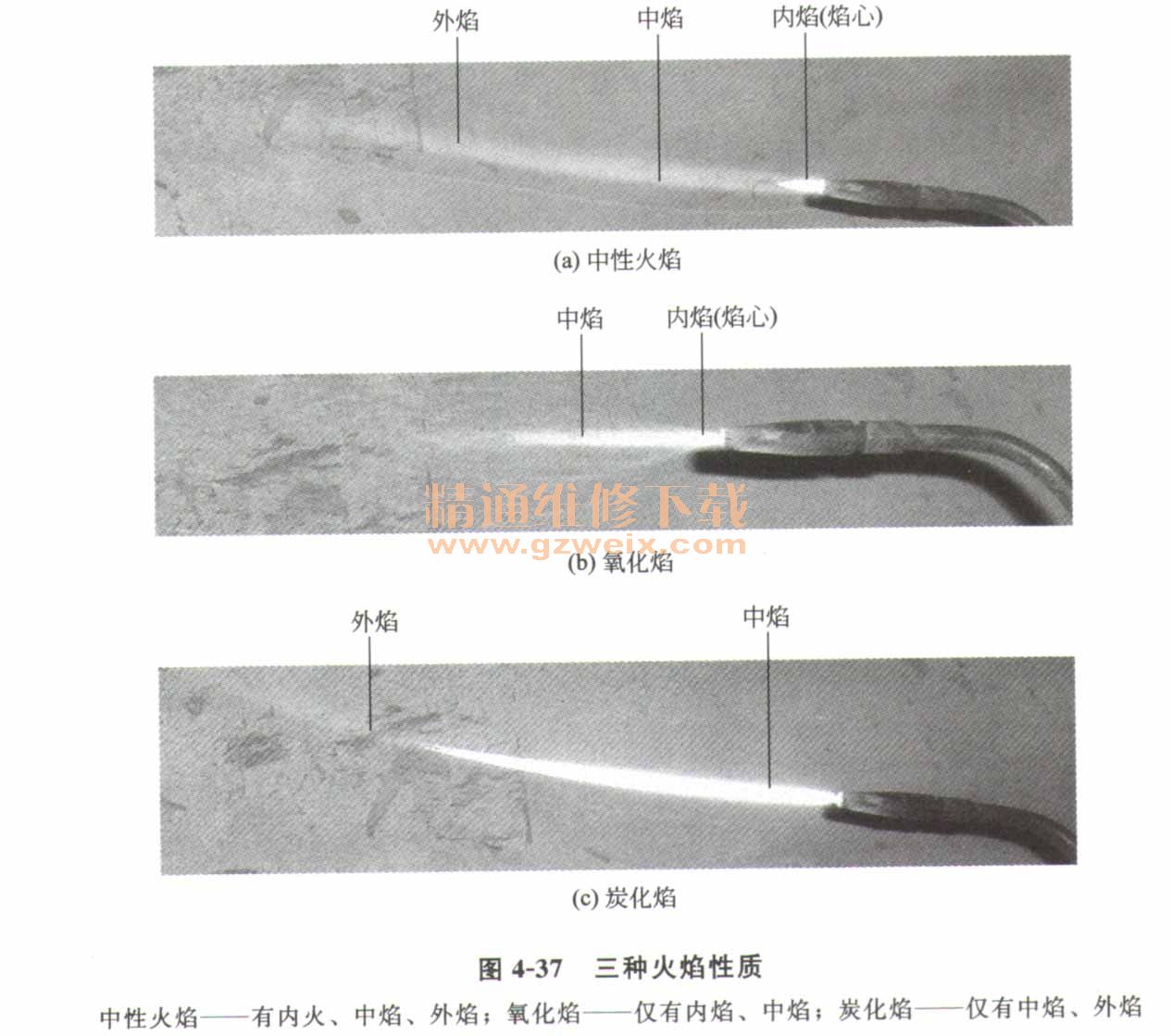
点燃火焰初始,因乙炔和氧气比例值不同,可能是氧化火焰或炭性火焰。如呈现炭性火焰,可减小乙炔量或增大氧气量将火焰调整为中性;如呈现氧化火焰,可调小氧气瓶门或开大乙炔阀门将火焰调整为中性。





