・上一文章:印制电路板蚀刻过程中的问题
・下一文章:X波段LNA设计
1.剥离强度的测定
剥离强度是覆铜箔板中一个重要的质量指标,也是一项常规检验项目。它是覆铜板生产中常出现质量问题的指标。剥离强度低就会在印制版加工时或装机焊接时出现铜箔脱落问题,甚至会影响整个电器的正常运行。按照国家标准,剥离强度测定方法,要模拟印制电路板在加工工艺过程中可能经受的各种严酷条件,测定铜筒与基材间宽度的粘合力。这些模拟条件包括如下几点。
①干热后(经500 h);
②暴露于三氯乙烷蒸气处理后;
③热冲击后(5s/260 'C);
④模拟电镀条件暴露后;
⑤在溶剂中浸泡后(浸没溶剂10 min);
⑥高温下做剥离强度试验。
2. 对提高胶接强度的认识
胶接强度,一般由两大部分决定:其一是粘合力,也就是铜宿胶粘剂和基材树脂通过在压制中受压受热,产生熔溶-交联的作用力,及上述两种树脂的泪合物与增强材料之间作用力。其二,铜销与增强材料树脂的内聚强度。这里指的树脂虽然包括上胶过程中浸入的增强材料的主树脂,也包括铜宿所涂胶粘剂,但关键是铜徊的胶粘剂。粘接很强的必要条件,是铜筒胶粘剂对铜箔粗化面的很好的湿润。这种湿润不但是在铜箔涂胶工序中均匀的涂胶,还有在压制初期通过高压高温来实现。由于胶粘剂在靠铜箔一侧能很好地湿润、渗透到铜箔粗化面凹凸的表面层中,又在靠基材的一侧与主树脂很好地进行化学交联,因而保证较高的覆铜板的剥离强度。前者的联接,是固化之后是形成像许多小钩子似的状态,把胶粘剂和被粘物(铜锚)连接在一起。有人把这种形成的粘附力归于机械作用,这种胶接理论为机械力结合理论。按这种理论,较高的表面能和高比表面积对胶接强度有利。
3. 抗剥力的破坏
从覆铜板的铜箔胶接结构的断面上看,是由基板层(树脂和纤维增强材料的复合材料)、铜箔胶粘剂与树脂的界面层、铜箔胶粘剂层,铜箔处理的粗化层,铜箔基本层五层结构组成的。它们彼此的力学性能是相差很大的。例如:铜筒及其粗化处理层是刚性弹性体,而胶帖剂则是弹性体。因此,胶接接头在承受外力作用时应力分布是非常复杂的。由于各个材料的热膨胀系数、固化收缩率不同,以及要受到水、溶剂、热氧化等环境介质的影响,都会生成胶接各层内和之间的应力,而且内应力的分布不均匀的。加之胶接结构的内部缺陷。在做剥离强度试验中,抗剥力的破坏总是会发生的,只不过有抗剥力高、低之分。这种抗剥力的破坏有四种形式:
①胶粘剂与树脂界面的破坏;
②铜箔胶粘剂的内聚力破坏;
③铜箔粗化处理层破坏;
④混合破坏。
4 保证抗剥强度稳定性的主要措施
保证剥离强度稳定性包含有两个含义:一方面,要达到剥离强度在标准规定的各项指标。另一方面,剥离强度在覆铜板的各部位应均匀一致。
达到上述要求,包括两方面保证条件:较好的胶粘剂(耐热性强;胶粘强度高;并且有一定内聚强度;具有好的湿润能力;抗化学药品性好;耐潮性好;贮存稳性好;与树脂很好的匹配等)。另一方面,在板的加工生产中工艺技术得到保证。其中应注意如下几点。
①电解粗化铜箔的粗化质量稳定、均匀、无划伤、磨损。
②树脂要有一定的交联密度,与铜箔胶粘剂应匹配。
③树脂中的助剂(包括增塑剂、阻燃剂等) ,对胶粘剂与树脂的固化交联元削弱、破坏作用。
④铜箔涂胶,纸的上胶其含量不能太小,可溶性、流动度不能太小,并且含量、可溶性均匀,保证半成品的贮存期。半成品的材料防止着水。
⑤压制的预温、热压保温阶段要在时间、温度、压力方面达到工艺要求。
⑤铜箔胶粘剂要达到工艺要求。
三、翘幽度
1.翘曲度指标的重要性及测定方法
(1)覆铜板翘曲度板的翘曲通常指弓曲和扭曲两种变形。所谓弓曲是覆铜板的四个角都在同一个平面内,其边沿两条直线边在同一平面内。所谓扭曲是覆铜板的三个角坐落在同一平面内,而另一角悬起成翘曲。在研究板的翘曲问题时,又可把它分为静态翘曲和动态翘曲,一些标准只规定了静态翘曲的测定方法。
(2) lEC标准推荐平台测定法欧、美和世界不少国家均采用此法,我国国家标准也采用此法。其测试方法简述如下:将覆铜板凹面向上,置于长、宽不小于460 mm 的平台上。使直尺下边轻轻接触试样两端翘起的边缘,从主尺上读出跨距L (mm) ,并测量板与主尺上表面的最大距离h , 用h 减去主尺厚度,即板的弓曲值D 。按下式换算成1000 mm 跨距时的弓曲值d ,
d=Dx1000 2/L2
由于国标中翘曲度指标d 较大ρ 此项指标失去实际意义。一般还要尊重用户的意见,达到更小的翘曲度。另一种测定方法是日本]IS 悬挂测量法。
单面覆铜板的弓曲值,铜宿在向上,且板呈凸形为正翘曲。反之,为负翘曲。
覆铜板的翘曲对于板使用质量影响极大。在印制板加工过程中,若翘曲度大,就会影响加工流水线的定位孔的精度,会因翘曲在丝网漏印中把网拽破,甚至翘曲过大,还不能通过流水线。在冲孔加工中也会带来麻烦。在整机组装过程中,由于印制电路板翘曲大,会影响计算机控制的元器件的自动插装;会影响过波峰焊时和元器件腿焊后自动"砍头"时的质量。甚至由于翘曲度很大,会造成过波峰焊时"塌腰"严重,焊锡流入非铜循面,使整个带
元器件的印制电路板报废。
2. 覆铜板翘曲的原因
(1)静态翘曲与动态翘曲静态翘曲是指生产出的覆铜板的本身翘曲。动态翘曲是指覆铜板在加工印制电路板过程中,受热、受潮、受水影响以及在整机装配时通过波峰焊接过程中,受瞬时热冲击影响造成的翘曲。要创造出高质量、高水平的板,就要达到这些翘曲都小。从研究和解决两大翘曲出发还可以将这两大翘曲,分为以下几种情况,见图6-6-1 。图中"+ "表示一般为正翘曲,"一"表示为负翘曲。静态翘曲是与增强材料、树脂配方以及板在制造各工艺过程中情况有关,静态翘曲尽量要小,因为这对于动态翘曲的减少有很大的好处,因此,对纸基覆铜箔板,生产后进行一次整平加工是十分必要的。
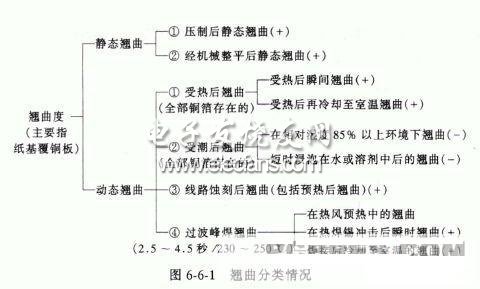
可以看出,一种覆铜板的动态翘曲包括四种不同的翘曲,而且翘曲方向不同。覆铜板从出厂到印制板加工后,中间经过多道工序。主要是板面清洁及干燥;涂抗蚀剂及干燥;蚀刻及清洗抗蚀剂;涂阻焊剂及干燥;印字符(正反面)及干燥;预热和冲孔,涂助焊剂及干燥等工艺过程。在这些过程中,由于板受冷、热和溶液、溶剂的冲洗、浸泡等外界因素的影响,产生伸缩率不同,应力各异的内部结构变化,造成板的各类翘曲。将印制板加工后进入整机生产过程,先是装插元器件,然后投入自动焊接(波峰焊)。在这个过程中板的翘曲度也在变化。上述各种加工过程印制板的翘曲方向并非向某一方向增大,而是板在不同加工过程向不同方向增大(或缩小)。动态翘曲的最理想的状态是在印制板制成后和波峰焊结束后,板的翘曲度接近零。
(2) 翘曲产生的原因覆铜板的翘曲原因是一个十分复杂的问题。总体来讲,有以下几方面。
①覆铜板是由铜箔、树脂、增强材料(有的板具有两种不同增强材料)组成的复合材料。它们的热传导、热膨胀系数、化学收缩率相差很大,在固化成型、受热、受潮的不同条件下,产生内应力,造成翘曲。
②单面覆铜板是一种非对称结构的材料,更引起内部存在的应力含水率不均匀造成异向性变形。
③在纸板中,增强材料的纵、横膨胀、收缩率不同,使板的横向翘曲大于纵向翘曲。
3. 减少覆铜箔板翘曲应注意的问题由于覆铜板翘曲问题比较复杂(特别是纯纸基板),影响因素是许多方面的。它包括增强材料、主树脂配方,树脂助剂,树脂的制造,半成品浸渍干燥、压制,后期处理以及产品的贮存包装等。主要有以下几方面。
①铜箔方面伸长率大小;铜锚的厚度;上胶铜锚的含胶量及胶粘剂配方。
②增强材料(主要指纸纤维) 纸浆类型;纸纤维α 纤维素含量;纸浆成分比;抄纸方式(长网或圆网);纸的幅宽厚度均匀程度;纸的吸水高度及均匀一致性;纸的抗张强度纵向与横向差;纸的热收缩、浸水后膨胀的纵横差异;纸的水分含量;纸的浸水膨胀,受热收缩的情况。
③树脂树脂的配方;树脂的增韧性(增塑性);树脂的固化交联特性;树脂的粘度与浸透性;二次树脂的疏水性;助剂的影响(包括阻燃性、增塑剂、固化剂、固化促进剂等; )树脂制造中的均匀性。
④半成品的浸溃、干燥工艺浸渍的程度、均匀性;挥发物、树脂含量的影响。
⑤压制工艺压机热板温度的一致性;压制升温与冷却的速度;配料的配置、搭配;各种半成品材料,钢板的纵、横方向的一致性;压制时热板内通热气的方向与板坯方向的所致;压制的温度、时间、压力;卸板温度;垫纸的厚度和使用次数;压制中流胶情况。
⑥板的后期处理包装;贮存条件;整平质量。
上述几方面的因素,要根据板的类型,树脂的配方结构,生产条件找出关键的主要因素,加以解决。同时,要认识到翘曲问题总是多种因素交叉在一起构成的,有时也需要"综合治理"。
四、表面干花
板的表面形成局部或大面积的麻面,称为表面干花。这种现象往往在薄板中易于出现。
1.产生原因
①上胶半成品的含胶量偏低,流动度(或可溶性)偏小,因而在压制时树脂的流动性差,不能很均匀的在层压板表面成膜。
②压制时受热不均匀,由于压机热板的边缘特别是四角向周围空气的传热速率大,压机预热时热板中央部位(芯部)和四角部位有时相差大,故坯料边角的树脂流动性差,若预热时压力跟不紧,形成边角干花,若加热的热板内汽路不畅,则局部温度过低,形成条状及片状干花。
③压制时预热时间过长,而且压力偏低。在树脂反应大部分进入B 、C 阶段之前未能及时跟紧压力。
④压制时受压不均匀,由于热板和托板(即鱼头板)多次磨擦,使托板与加热板不免存在缺陷,使局部压力偏低,形成干花。
⑤由于冷却不充分,卸板后铜板温度过高,又立即叠合下一模板,而且未能及时压制,或者由于坯料在较高温度下存留时间较长,在不受压的情况下缓慢进行反应,加之预热时压力偏低,也会造成表面干花。
2. 解决方法
①备料、配料时要特别注意上胶半成品的流动度(或可溶性) ,不能偏低。一般的层压板的上胶半成品均分为本体和表面两种,即俗称的里、面。在配薄板时,要选择树脂流动性好的表面纸,要注意上胶半成品的贮存期不可过长,夏季不得在较高温度下贮存。
②方案搭配时,要考虑薄板性能与相应的厚板搭配一起生产,以增加坯料的弹性和传热受压的缓冲,使受热、受压均匀。
③由于产品性能要求或产品规格的限制,薄板单独压制时,垫纸要厚一些,且要经常更换。
④压制时预热时间不可过长,要视流胶情况,将压力跟紧,这样不仅对减少表面干花且对层压板的其他性能的提高也有帮助。
⑤不锈钢板经常研磨,四个角首先易偏薄。这样,在压制时四个角受压偏低,也易出现干花,边角花。如果检测不锈钢板四角偏薄过大,就要更换,不可继续使用。





