・上一文章:超导磁体失超检测中电压隔离校正电路的设计
・下一文章:考虑变压器励磁涌流影响的保护整定
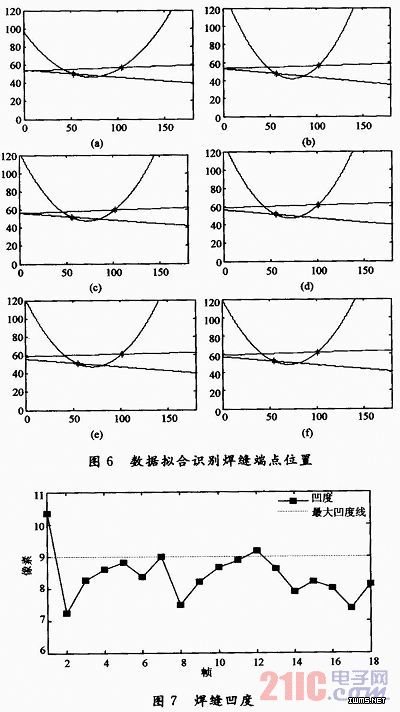
对图3的等厚板,连续取18帧激光条纹图像,根据前述步骤及式(5)和式(6)计算焊缝不同位置处的凹度凸度。从18帧激光条纹图像中计算出的均为凹度,凸度为0。以连续取到的各帧激光条纹图像的序号为横坐标,以该位置的凹度(单位像素)为纵坐标得图7。从图7可知,如果以9个像素单位为判断凹度是否合格的阈值,则焊缝在图像12帧处的位置凹度超标,该图像所在位置焊缝焊接质量判为不合格。
5 结语
结构光主动视觉检测在激光焊接质量检测中具有广泛的应用前景。本文针对结构光主动视觉采集到的焊缝表面的激光条纹特征进行研究,提出了通过直线拟合和二次曲线拟合准确获得等厚板激光焊接焊缝图像端点位置识别方法,并在此基础上计算出焊缝凹度和凸度缺陷,为判断激光焊接质量是否合格提供了判断依据。





