・上一文章:双离合器自动变速器换档过程分析
・下一文章:玉米收获机剥皮辊直齿锥齿轮断齿原因失效分析
摘要:轴承套圈的加工流程可分为车加工、热处理和磨加工三个阶段。其中以磨加工阶段最为重要,磨加工的质量将直接影响轴承的精度和最终使用寿命。而在磨加工过程中,磨削烧伤是最容易产生的加工缺陷,而对其检测却又是极其困难的。本文将深入分析各种烧伤的本质特征及其检测手段的原理,以期在生产过程中方便对磨削烧伤选择适合的检测方式。
轴承套圈磨削时,由于磨削区域的瞬时高温(通常可以达到900~1500℃),达到相变温度以上时,将使零件表层金相组织发生变化,使表层金属强度和硬度降低,并伴有残余应力产生,甚至出现微观裂纹,这种现象称为磨削烧伤。
究其根本原因,是由于磨削过程中,砂轮的磨粒细小且转速快,切削中会产生大量的磨削热,而磨削后产生的磨削又非常少,大约只能带走10%的磨削热,而接近90%的磨削热留在了待加工工件上,同时如果冷却不充分,过高的磨削热将进一步导致磨削烧伤。
如果要检测并控制磨削烧伤,首先需要了解轴承套圈在磨削加工中出现的磨削烧伤的种类及表象,才能进而针对不同的烧伤程度来进行检测手段的选择。
1 轴承套圈磨削烧伤的种类及表象
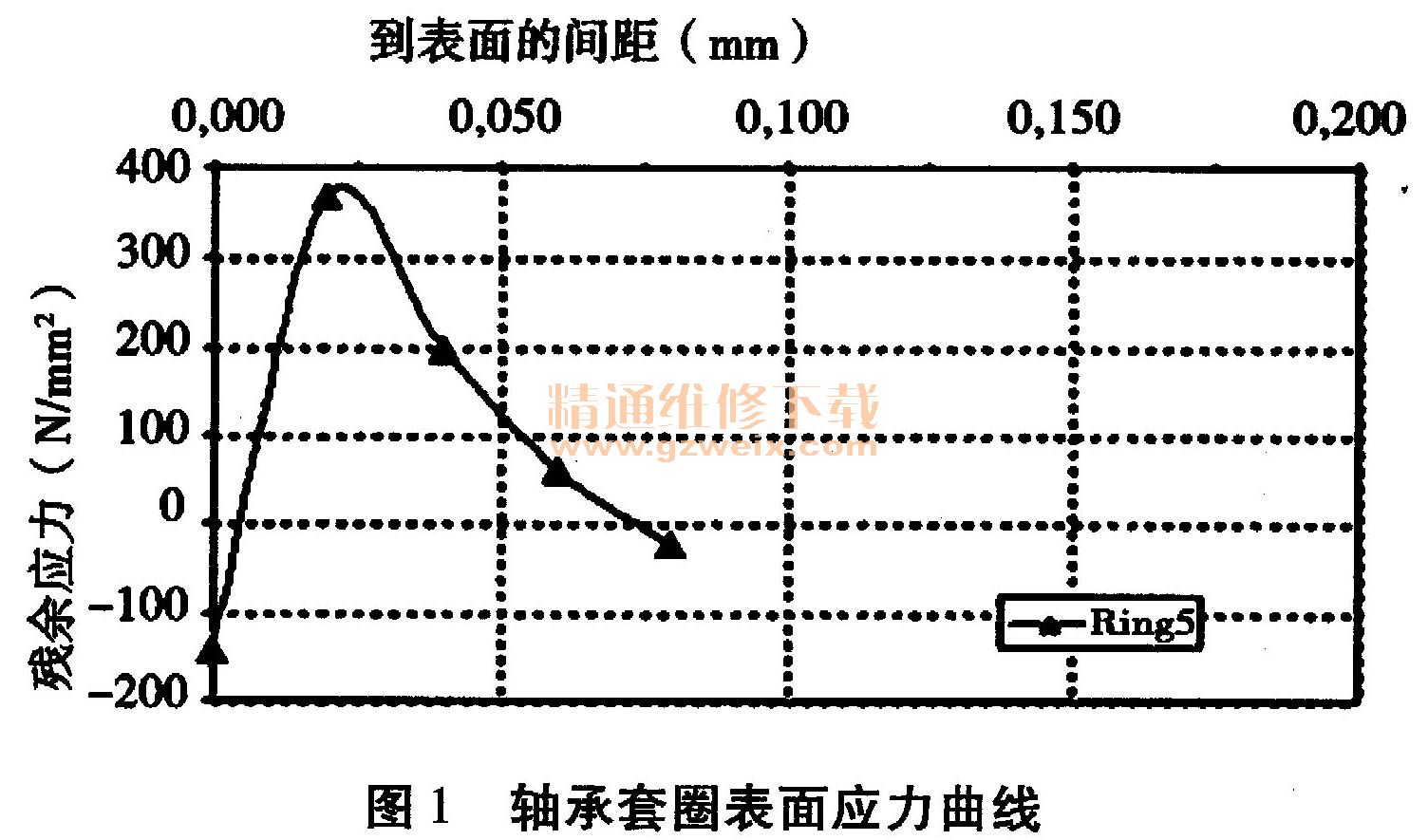
1.1在套圈磨削表面形成拉应力的应力状态
这种情况是由于在磨削过程中过量的磨削热使得零件温度达到退火温度,表层材料体积减小,形成较大的拉应力,应力曲线如图1所示。在这种情况下,磨削表面的最大应力将达到约400 N/mm2,通常无金相组织的变化,硬度无改变,也没有裂纹发生。
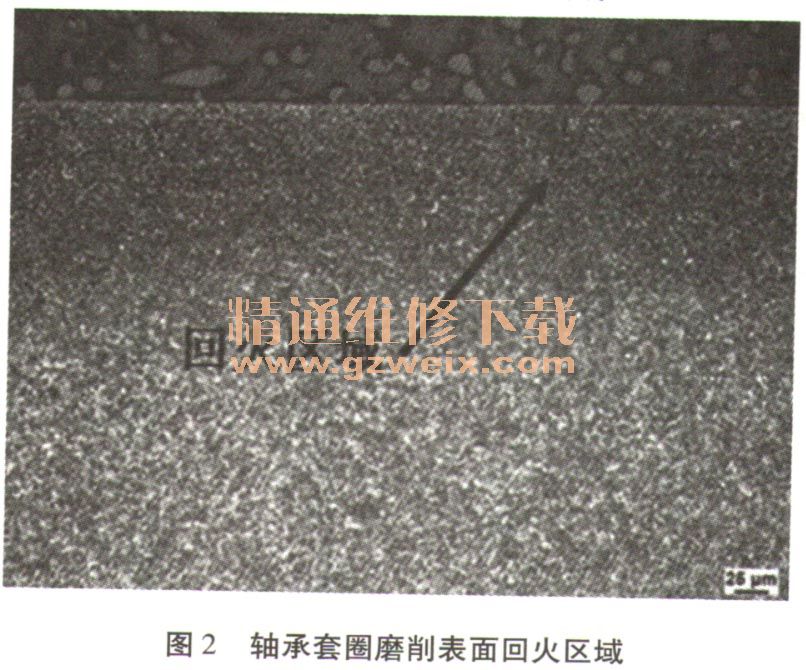
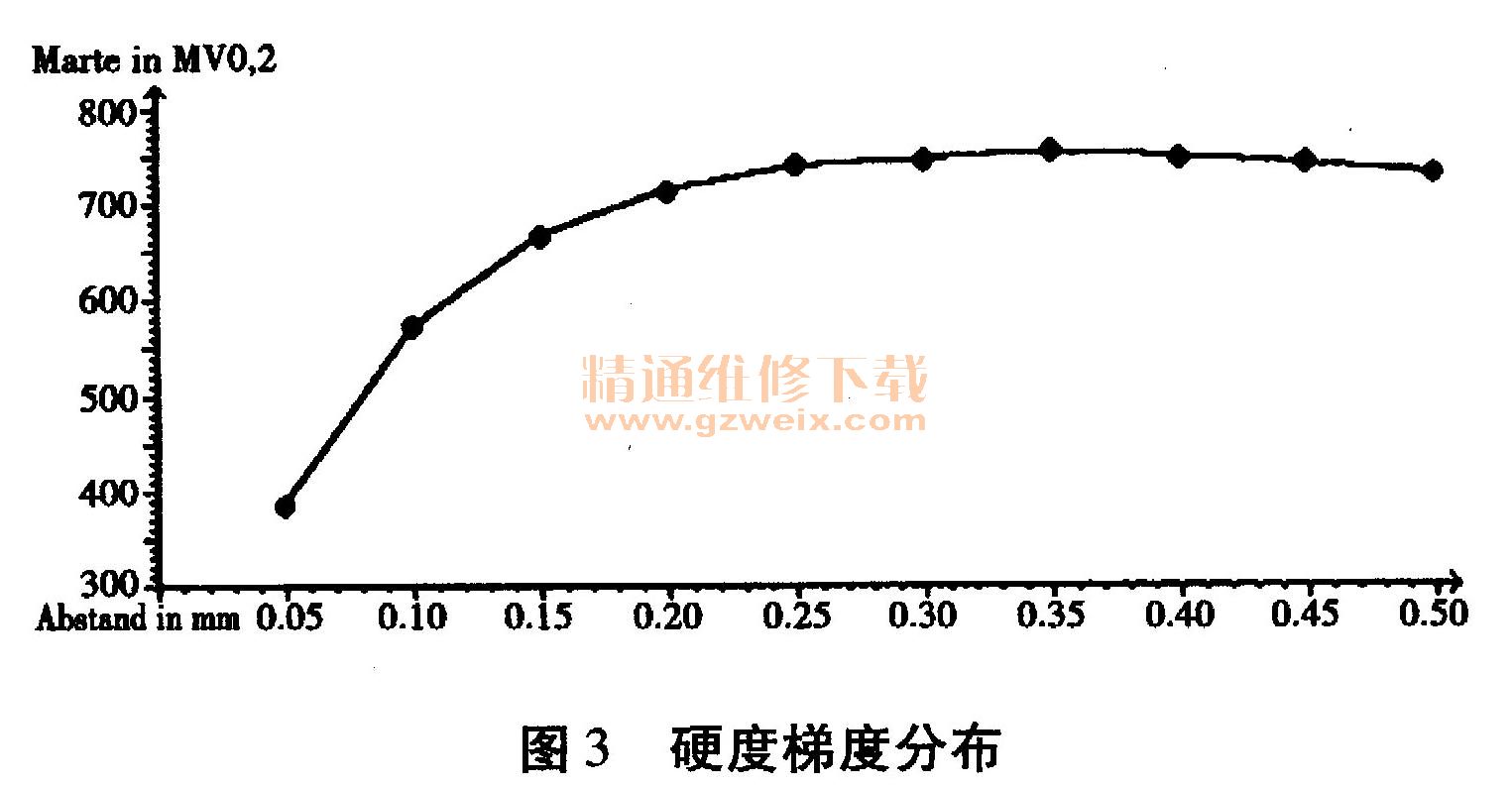
1.2在磨削表面形成回火区并且伴随着表面硬度的下降
在这种情况下,磨削热的积累进一步使得加工工件的温度升高到材料的回火温度,此时从金相上可以明显的看出回火区域,如图2所示;同时从磨加工表面开始测量零件的硬度也可明显看到硬度的梯度分布,如图3所示。
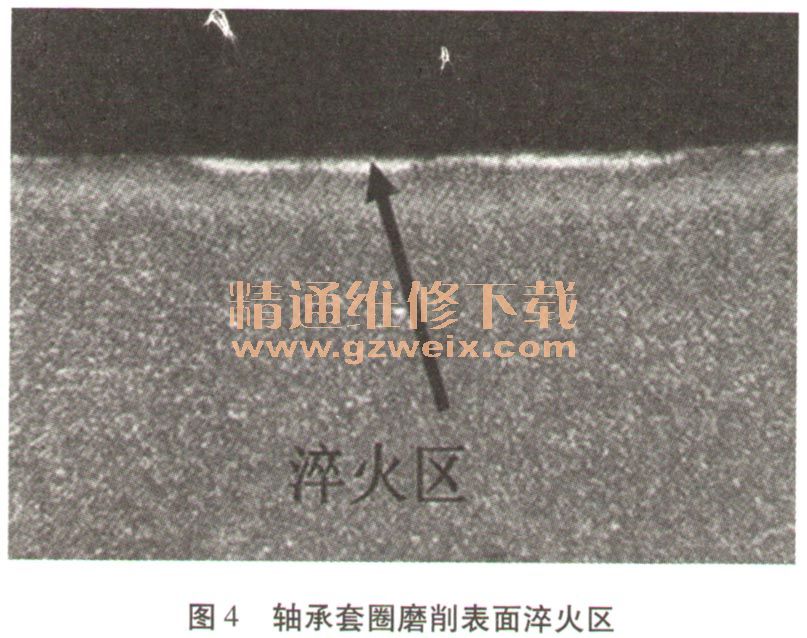
1.3在磨削表面形成淬火区
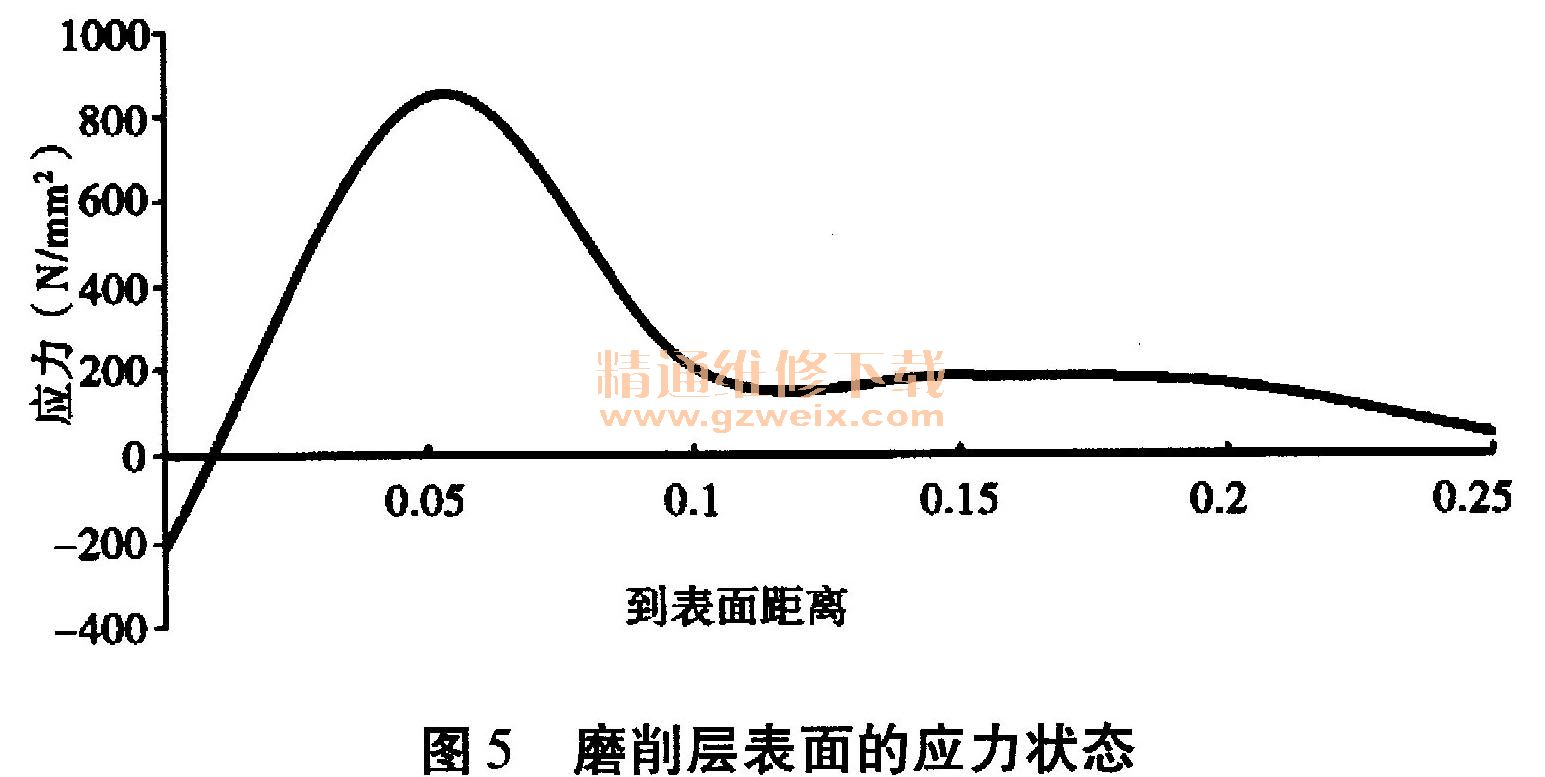
在这种情况下,磨削热的积累使加工工件的温度达到了材料的淬火温度,此时从金相上(如图4所示)可以明显观察到亮白色的淬火区域,同时磨削层表面的应力状态(如图5所示)最大可以达到约800 N/mm2。
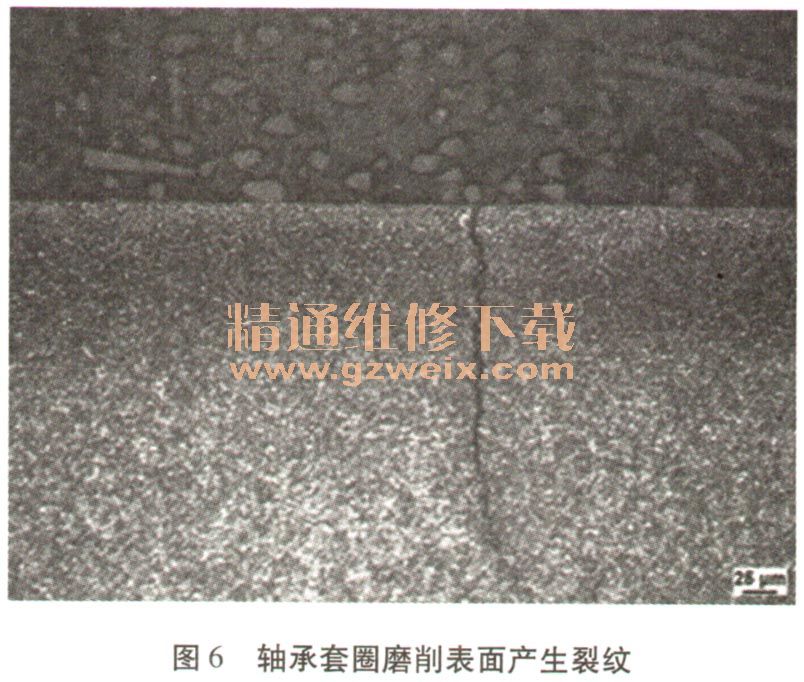
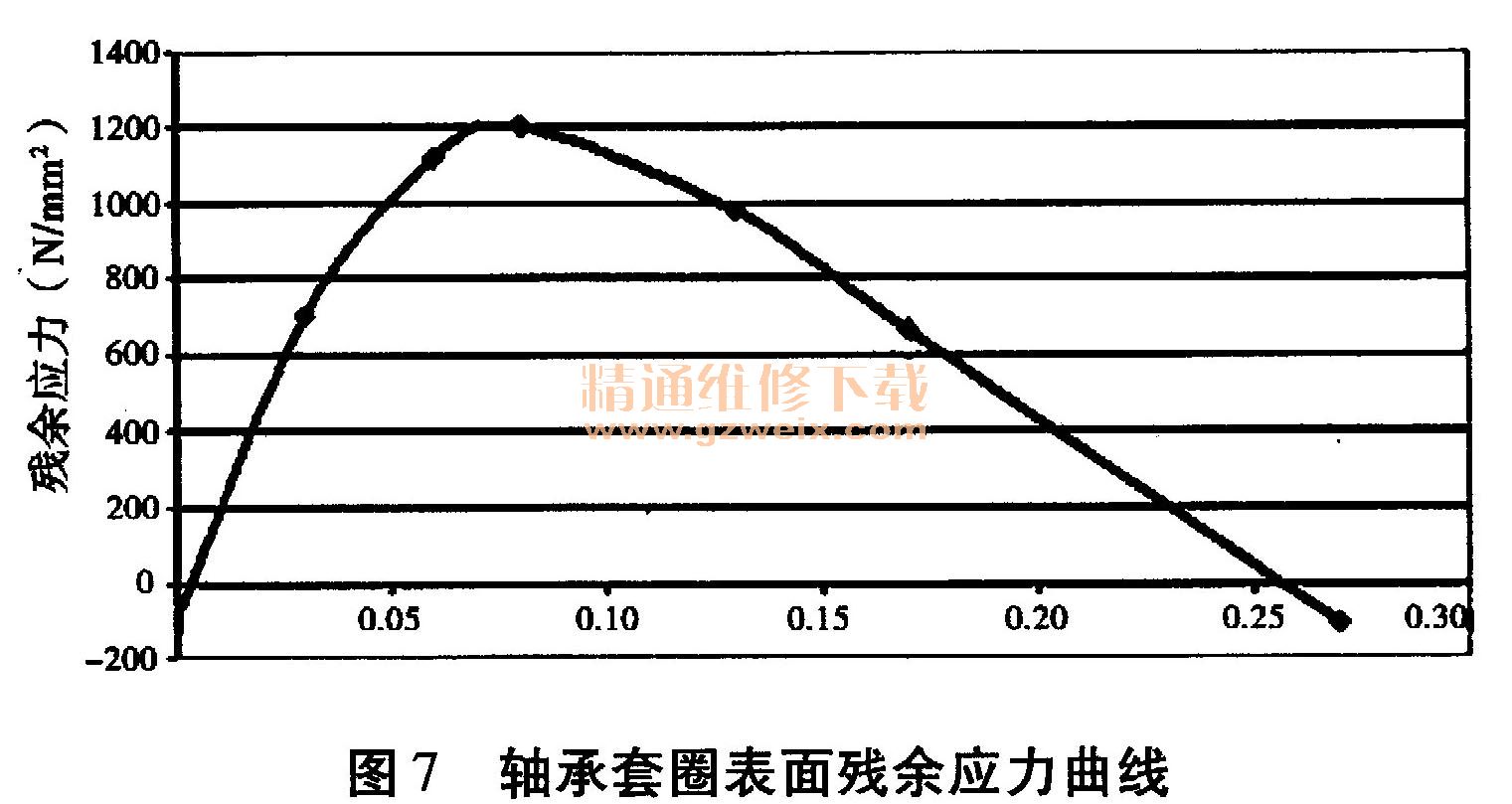
1.4在磨削表面形成裂纹
当磨削热持续积累,材料表面的拉应力持续升高,当材料表面的张应力超过材料承受能力,则产生裂纹。裂纹在金相显微镜下可以清晰看到(如图6所示),有时肉眼都可观察到。在这种情况下应力值可达到约1 200 800 N/mm2(如图7所示)。
2 磨削烧伤的检测手段
综上所述,已知轴承套圈出现的磨削烧伤的种类和特征,就需要采取措施进行检测和判别,以达到尽量避免磨削烧伤的目的。但前述的金相分析及应力分析因检测周期太长,只适合作为研究的手段,所以通常在实际的磨削加工过程中采用方便快捷的检测手段,以指导磨削工艺参数的调整。以下提供几种实用快捷的检测手段。
2.1酸洗检测
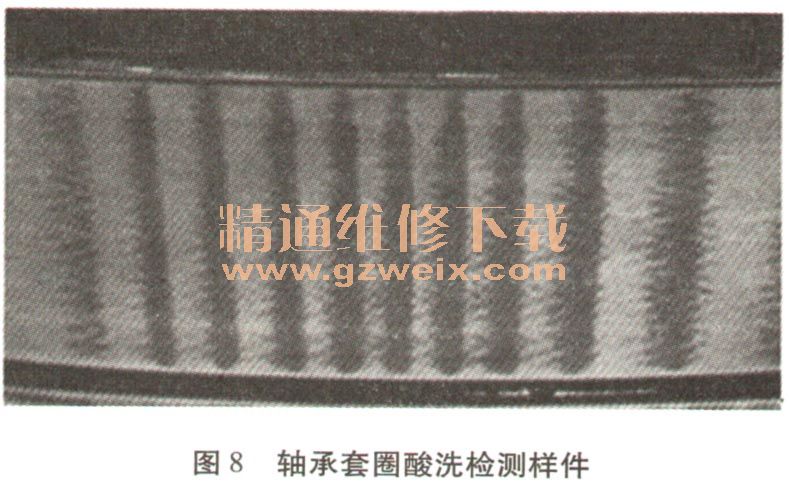
这是目前磨削加工领域较为普遍的检测手段。这种检测方法的原理是:基于钢硬化后,各个不同的微观结构再经腐蚀,其外观表象不同,主要过程包括预处理(清洗),腐蚀,冲洗,中和,干燥,再处理及结果评估。其典型的轴承套圈烧伤检测样件如图8所示。
这种检测方式较快捷,对本文前述的四类烧伤都可以检测,并且不破坏原始样件的应力状态。但缺点也显而易见,它是一种破坏性检测,检测后的零件不能再被使用。





