・上一文章:分析旋耕机安装调试的要点
・下一文章:分析及诊断柴油机功率不足原因
机械设备在维修、装配过程中经常遇到孔、轴类零件过盈配合问题,但由于施工现场一般不具备实施现代化装配工艺技术的条件,而利用热膨胀法进行孔、轴类零件的过盈装配是实际施工中最常用的技术手段。对孔、轴类零件过盈装配过程中如何根据过盈量计算加热温度,控制零件的加热过程,防止被加热零件过热,本文给出了方法。
一、加热装配法与过盈配合
孔、轴过盈配合安装是机械设备在安装和维修中经常遇到的实际问题。理论上讲,对于过盈配合零部件的安装,可以选择压入装配法、低温装配法( 或称冷装配法、冷装法) 和加热装配法( 或称热装配法、热装法) 几种方法。其中,压入装配法是利用压力机械( 如液压机、机械压力机等) 产生的巨大压力,将相互配合的轴与孔或其他装配件按图纸上的装配基准压装到一起的一种装配方法。压入装配法还可与加热装配法或低温装配法配合使用,安装的过盈量较大,可靠性较强。但由于使用压入装配法需要专用的压力机械和相应的胎具,致使其使用范围受到一定限制。当操作现场不具备压入法装配条件时,只能选择其他装配方法。低温和加热装配都是利用热胀冷缩的原理,将过盈配合的轴或轴类零件降到一定温度或者是将孔类零件加热到一定温度,从而临时消除孔与轴的过盈量,然后讯速将轴、孔按设计要求装配到一起的装配方法。实际操作中加热装配比低温装配更易实现,所以加热装配法在生产实践中是使用较广泛的装配工艺。在选择热装配时,必须按照工序分步进行,否则由于选择的装配工艺不当,很可能会造成安装困难、安装不到位甚至损坏被装配的零部件,造成安装失败。选择热装法时,着重要考虑的问题是被装配件是否符合热装法的要求,主要有两个方面的问题。一是工件加热后应能消除其配合的过盈量并出现一定的间隙,以确保工件加热后能够按设计要求装配到一起; 二是要考虑工件加热的温度应不足以引起工件金相组织发生变化,否则会影响到装配零部件的机械性能。在考虑加热温度问题时,可以用如下经验公式进行计算
式中 t—加热后的温度( 装配温度) ( ℃) ;
t0—加热前的环境温度( ℃) ;δ—轴与孔的过盈量( mm) ;
δ0—加热后孔与轴的间隙量,通常可取 δ0= ( 1~ 2) δ( mm) ;
α—加热时工件的线性膨胀系数,材料为钢时,
α 取 20 ~200 ℃内的较小系数 11 ×10- 6;
l—被加热孔的内径( mm) 。
二、加热装配法实例
1. 10 t 桥 式 起重 机 被 动 车轮轮毂 轴 与 轴 承 的安装
10 t 桥式起重机被动车轮轮毂轴两端各装配 2 套32224 圆锥滚子轴承。安装前测得 4 套轴承内径分别为: 120. 04 mm、120. 02 mm、120. 02 mm、120. 00 mm,与其配合的轮毂轴,一端外径为120. 10 mm,另一端外径 120. 08 mm。根据上述测量结果初步判断,可将内径 120. 02 mm 和 120. 00 mm 的轴承装配到外径为120. 08 mm 的 轴 端 ( 过 盈 量 最 小) ,将120. 04 mm 和120. 02 mm的轴承装配到120. 10 mm 的轴端 ( 过盈量最小) 。按照上述加热装配法加热经验公式,只要计算出较小内径的轴承的最低加热温度,然后将其他轴承统一加热到这一温度即可进行装配。当时环境温度为20℃,具体计算过程如下
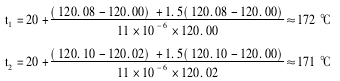
因 t1> t2,所以将 4 套轴承加热到 172℃即可进行顺利装配。
当选定需要加热的温度后,根据设备情况、作业环境、工件形状及尺寸大小,常用的加热方法有下列3 种。
( 1) 介质加热法。即借助水、水蒸气、油等介质,将工件浸入介质中进行加热。这种加热法不需要专用设备,操作方便,且工件受热均匀,一般不会因加热温度过高而改变工件材料的金相组织结构。沸水加热的温度在 80 ~ 100 ℃,水蒸气的加热温度能达到120 ℃ 或更高,而热油的温度可达到 320 ℃ ,热油加热多用于过盈量较小、配合要求严格的轴承类工件。
( 2) 火焰加热法。即利用火焰进行加热,实际操作中使用氧炔焰加热较多,加热温度可在 350 ℃ 以上,是装配较小工件常用的方法。对于较大的工件,可用多套割炬同时进行加热,缺点是温度不易掌握且不易均匀。
( 3) 燃料燃烧加热法。以木柴或煤、油、焦炭等为燃料,使其在火炉内燃烧或直接燃烧烘烤工件加热,加热温度可达 350 ℃ 或更高。这种方法不需要专门设备,操作简单,成本低廉,但工件受热不易均匀,需要经常翻转工件。如果是直接烘烤加热,灰尘太多,表面容易积炭。一般可在加热不太重要的工件或者没有其他加热条件的情况下使用。
上述安装中加热的温度较低,所以当测量温度达到要求加热的温度时,立即进行安装。
2. 齿式联轴器外齿套与轴的装配
一个新加工的齿式联轴器的外齿套与现有设备的轴进行装配,测得外齿套内孔直径 48. 04 mm,轴的直径 48. 24 mm,键与键槽的装配符合正常装配要求。选用热装法进行装配,首先计算加热温度,由已知条件可求得 δ =48. 24 -48. 04 =0. 20 mm,δ0= 1. 5。当时环境温度为 20 ℃,工件均为钢材料,将已知数据代入公式计算

即进行热装配时需要加热到温度为 966. 2 ℃。遇到这种情况,需要考虑的两个关键问题,一个是用哪种方法加热能达到如此高温; 二是即使加热到这一温度,工件材料的金相组织结构和机械性能是否会发生改变。对于这类装配,如果直接选用热装法,由铁- 碳相图可以确定其加热温度在 966. 2 ℃ 时,会引起工件材料金相组织发生变化,故此时不可选用热装配法。如果现场不具备使用其他装配方法的条件,还得考虑使用热装工艺,但必须对工件进一步加工后才能进行热装。
此时选择反计算的办法,即先选定加热温度为350 ℃ ,然 后 计 算 外 齿 套 孔 的 尺寸,求得内径为48. 18 mm。即把孔的直径由原来的 48. 04 mm 扩大到48. 18 mm。经对外齿套孔进行磨削加工后,测量其内径为 48. 20 mm,再计算选用热装配需要的加热温度,δ = 48. 24 - 48. 20 = 0. 04 mm,δ0= 1. 5。环境 温 度20 ℃ ,工件为钢材料,代入公式后得 t = 209 ℃ ,即热装配时只需要加热温度为 209 ℃ 即可。由于工件的材料为普通碳素结构钢 Q235A,没有特殊热处理要求,由铁 - 碳相图可知,209 ℃的加热温度不会引起工件材料金相组织发生变化,故可选用热装配法。使用火焰加热法,工件得到顺利安装。
三、结论
加热装配法是安装过盈配合工件的一种行之有效的方法,在保证安装质量的同时,可以提高装配效率,且此方法易于掌握、操作简便、适用范围广。但同时也必须认识到,加热装配法并不是可以随意使用的。为了便于加热、保证加热温度及其均匀性,防止工件材料的金相组织发生改变,最好应将其加热温度控制在 350 ℃以内。而对于过盈量较大、经计算加热温度较高的工件,可以将其过盈量适当减小到便于操作和控制的加热温度范围内,然后再重新计算加工后的加热温度。因此,控制好过盈量,是进行加热装配的关键步骤。





