・上一文章:CRT组装机伴音啸叫故障检修
・下一文章:利勃海尔履带起重机电控系统故障排查二例
地基平均承载力计算
主起重机超起56m主臂带340t超起配重整机重约1100t,吊载450t后总重为1550t,为减少对地压强,吊装场地铺设厚度为220mm、长6000mm、宽2200mm的路基箱减小地面压强,在试吊及行走区域路基箱铺设方向均为横向,路基板铺设示意图如图4、图5所示。
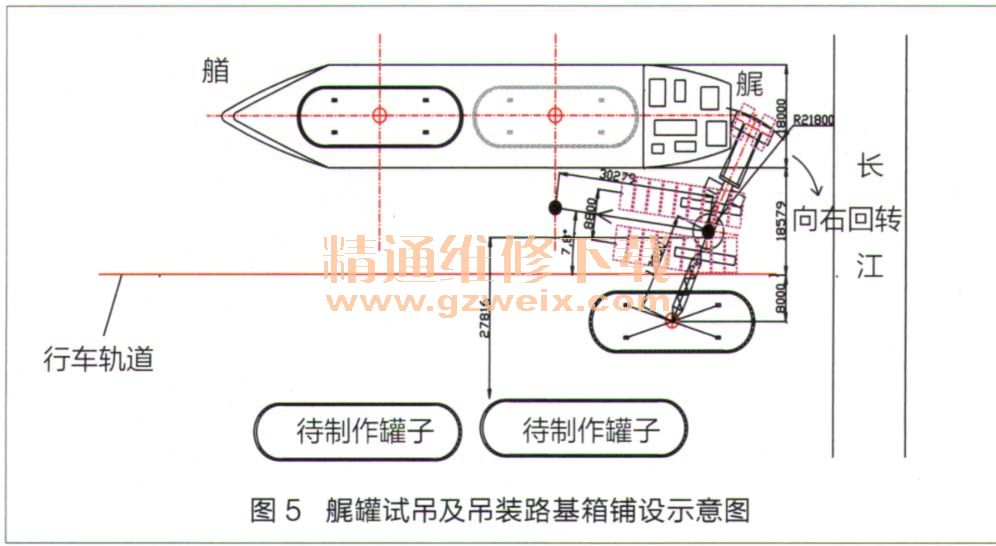
吊载后超起悬浮配重将腾起,总重量将由10块路基箱承担,10块路基箱面积132m2,取1.6倍动载系数,地基平均承载力约为18.8t/时,履带起重机进场后使用配重重量测试主要吊装区域地面稳定性情况,以不小于22t/时数据验算,如有明显失稳现象则地基需进行处理方可吊装。
吊装工艺
吊装计算
600t级吊钩自身重量15t,起重机跑绳重量约5t,吊索具重量8t,吊装总重量478t。吊耳横向间距为18m,吊耳纵向夹角600,纵向间距约5644m,吊装钢丝绳扣长度为20m,折算成吊装夹角最大62°,单根圈绳额定起重量为200t,每根吊装过程中每根圈绳受力为131.2t<额定载荷200t,安全。
为确保舶罐试吊时有一定空间安装超起配重及起重机尽量不要靠近或压在行车轨道上,舶舰罐试吊作业半径预计16.5m左右,额定起重量为485 t,试吊负荷率最大98.5%。舱口就位半径16m,额定起重量约499t、舱口就位负荷率最大95.8%。
舟首罐试吊
试吊前准备及检查召集船东、船厂、监理、吊装、安装公司各方参加会议,确认分工明确,准备充分,吊装单位将罐体起吊进入船体舱内后,交由安装单位人员指挥,在大会上需明确,并由船厂协调出具书面文字,明确各自职责及分工,确保吊装、安装工作无缝对接。再次核查罐体尺寸及重量等参数是否正确,吊耳强度满足要求;再次清点和检查吊装钢丝绳扣、卸扣等施工机具有无缺陷,是否合格;核查卸扣、钢丝绳扣、吊耳尺寸,确认钢丝绳扣、卸扣能与吊耳连接;检查舱内中心线与船体每个舱口中心线标示是否准确;查看船体落位区域周边脚手架、梯道、管系、积液井等是否有干涉现象,否则需拆除或采取措施;已在罐体周边准备辅助吊车随时将罐体支撑座及上下罐体的楼梯框架吊离吊装区域,并已配备足够人力拉风绳以有效控制罐体的摆动;检查吊钩钩头转动是否灵活,否则需处理。
路基箱铺设、安装超起配重、试吊时检查起重机、机具及船罐吊点的强度和稳定性履带起重机行走到预定位置,将罐体旋转使吊耳位于顶部位置,便于人员安装,使用50t汽车起重机将钢丝绳扣悬挂到吊钩上,并安装4个150t卸扣,并确认销轴丝扣旋转灵活,安装吊索时,50t汽车起重机分别吊起钢丝绳扣与卸扣并与舶罐吊耳连接,指挥人员指挥起重机行走、扒杆、起钩等动作将吊钩处于船罐的中心位置后,并保证起吊幅度在16.5m左右,汽车起重机动作要缓慢,防止钢丝绳扣或卸扣产生冲击造成一些不安全因数,两个吊耳连接完后,将罐体旋转到另外2个吊耳位于正上方,连接另外两根吊索,同时在罐两侧吊耳位置连接2根50m长风绳,确保罐体离开支承座后能有效控制其转动,不要撞到吊臂或其他物体等。吊索安装完毕后,将钢丝绳扣适当绷紧,观察吊耳与卸扣有无干涉现象,确认正常后所有人员离开艏罐。
再次确认吊钩位于罐体中心位置,然后开始安装超起托盘及超起配重,按工况要求,安装340t超起配重。配重安装完毕后,检查起重机各部件工作正常后准备试吊,辅助吊车将上罐体平台吊离吊装区域。
起重机缓慢起钩,同时监视起重机力矩限制器上显示重量,当显示重量为400t左右时,停止起升,全面检查地基、起重机重要部件、船罐吊耳、钢丝绳扣等重要部位,确认一切正常后继续起升罐体,罐体快离开支承座时确认起吊平稳后方能起升罐体离开支承座,并指挥两边拉风绳人员控制拉力,以保证离开支承座后稳定,罐体离开支承座200mm后悬停20min后再次检查起重机、吊耳等,确认正常后起重机缓缓回转,检查回转的稳定性,检查钩头转动情况是否灵活,同时检查所有的机具是否正常,观察地基、路基箱、船罐、起重机、吊耳等无异常情况后试吊完毕。





