4.测试结果分析
(1)电磁法
依据电磁法原理跟踪测试残余应力,确定动臂三脚架残余应力基本稳定时间,可为后期的研究提供试验基础和依据。根据市场故障开裂失效现象,本文主要分析垂直焊缝方向残余应力。动臂与三角架,热处理前、后残余应力如图6、图7所示。
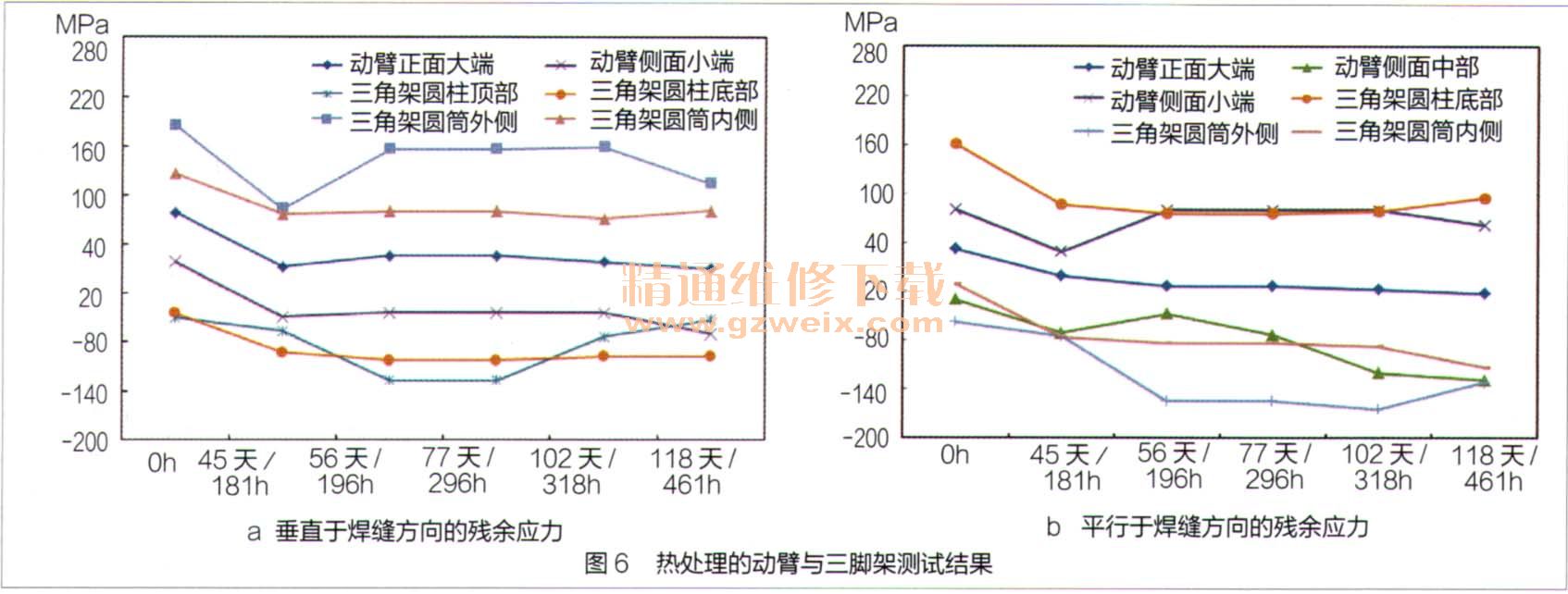
横坐标表示工作时间,例如45天/225h,表示测试时,钻机已经距开始试验时过了45天,钻机的实际开机时间是225h。需要说明的是,由于各种影响因素,每天开机的时间不能确定,因为即便不开机,也会有自然时效,开机时,能够加速残余应力释放,故把天和小时都标注在横坐标上。
根据测试结果可知,焊接残余应力会随结构件工作时间的增长而发生波动或逐渐下降,最后将趋于平稳,本试验充分验证了此观点。同一环境下,动臂、三脚架工作过程中自身受到激励而发生振动,最终残余应力达到新的平衡并趋于稳定。其中,83%的测点残余应力下降并最终趋于稳定。
同时发现,未热处理动臂、三脚架结构件残余应力趋于稳定的时间为56天/294h,基本稳定的时间为77天/514h;热处理动臂、三脚架在56天/196h之后,残余应力已基本趋于稳定。总体看,退火动臂、三脚架的残余应力比未退火动臂、三脚架达到稳定所需要的时间短。就残余应力变化平稳性而言,热处理动臂、三脚架优于未热处理动臂、三脚架。
(2)盲孔法
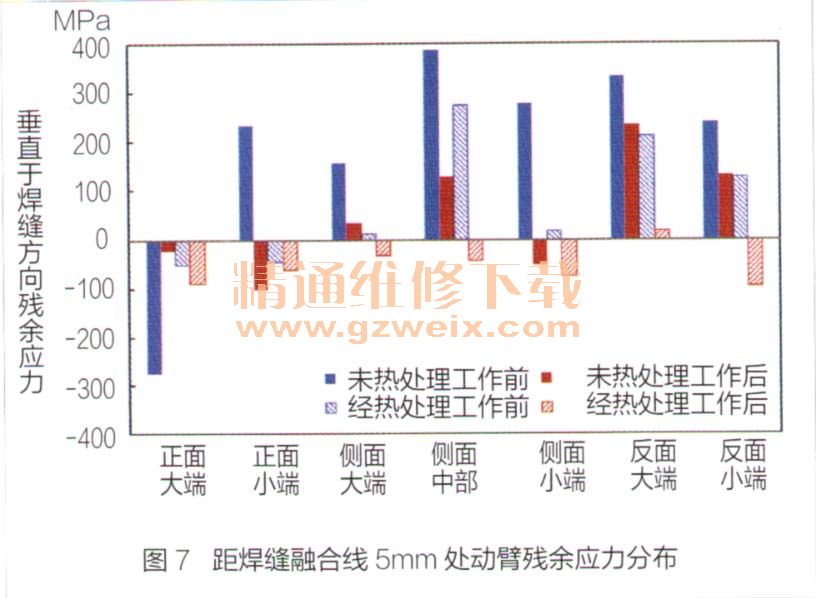
据工作前后未热处理动臂、三脚架残余应力测试结果(本文略去)可知,焊缝部位残余应力分布无规律可循,在与焊缝一定距离处的残余应力拉压情况不定,有时会出现急剧的变化(这种情况在熔合线附近居多)。但随距离增大,残余应力会有一定的衰减;动臂、三脚架残余应力在工作之后发生较人变化,而近焊缝处测点较为明显,为此主要分析对象为距焊缝融合线5mm处残余应力。距焊缝融合线5mm处动臂残余应力分布如图7所示。三角架圆柱底部、套筒外侧、套筒内侧的残余应力分布状况如图8所示。其中,圆柱底部(15)代表距圆柱底部焊缝熔合线15mm,套筒外侧(5)代表距套筒外侧焊缝熔合线5mm,套筒外侧(10)代表距套筒内侧焊缝熔合线10mm。
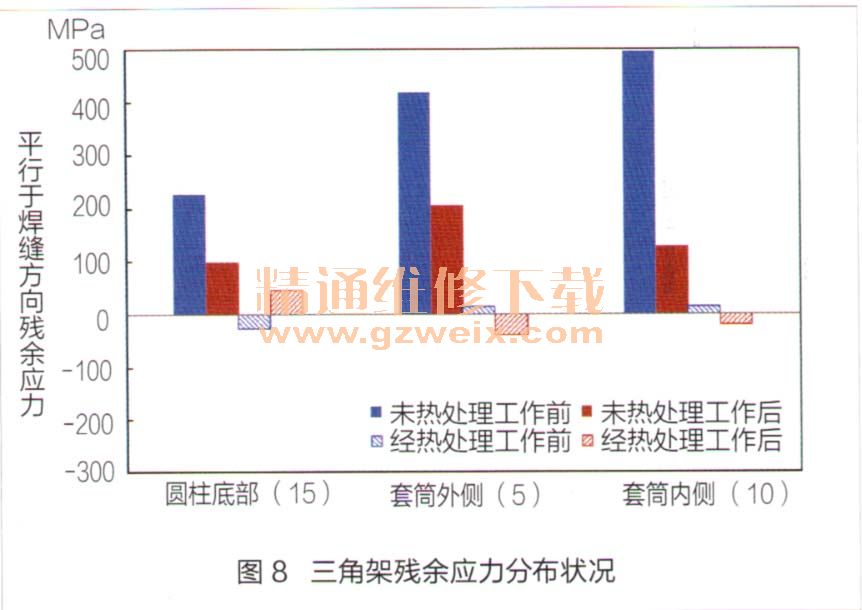
由图7、图8可知,工作前未热处理结构件最大残余应力为498MPa,热处理后结构件最大残余应力205MPa,其他测点均小于150MPa。由此看出,采用热处理工艺有效降低了动臂三脚架的焊接残余应力。结构件工作残余应力达到稳定后,结构件残余应力均发生松弛,未热处理结构件最大残余应力240MPa,热处理结构件最大残余应力50MPa。
4.结论
测试结果显示,完成焊接1周内(装配前),未热处理工件的残余应力明显大于热处理过的工件。距焊接融合线(焊缝)10mm内,残余应力最大。未热处理过工件的焊接残余应力以拉应力为主,最大可超过500MPa,明显高于热处理后工件的残余应力(144MPa)。在交变冲击载荷作用下(实际入岩工况),未热处理工件残余应力下降明显,工作225h后,下降约为50%,并趋于稳定。
工作800h后,热处理、未热处理垂直焊缝方向的残余应力整体下降,平均下降百分比为82%。但未热处理工件的残余应力明显高于热处理后工件的残余应力,未热处理工件仍有多个测点超过许用应力。
经过800h严酷工况入岩试验,未热处理工件未发生失效。据此结果,我们在严格控制焊接工艺(已采取多层多道焊,锤击焊缝等措施)的基础上,对未热处理动臂、三脚架进行了小批试装,并将其投放市场验证。若其2000h仍无故障,则可批量生产。
上一页 [1] [2] [3]





