・上一文章:水平定向钻机动力头推拉马达控制方式的改进
・下一文章:浅谈拆机维修后窜机油原因及预防措施
2.回转减速器
(1)故障现象及原因分析
一期堆场堆取料机回转减速器主要故障是其固定螺栓易松动、断裂。其原因是减速器无定位止口和定位销,悬臂回转启动和制动时,转动惯性力矩较大,回转减速器固定螺栓受到很大的剪切力,造成回转减速器在底座上移动,导致螺栓松动甚至被切断。一期堆场堆取料机选用卓轮ZHP3.32型回转减速器,其输出极限力矩为27万N·m,安全系数较高,故障率较低。
二期堆场堆取料机回转减速器故障率较高,曾经出现减速器输入、输出轴轴承损坏,小齿轮和输出轴脱落等故障,主要原因是回转减速器选型过小。二期堆场堆取料机选用卓轮ZHP3.31型回转减速器,其输出极限力矩约为18万N·m,回转减速器安全系数过低,造成故障率较高。
(2)防范措施
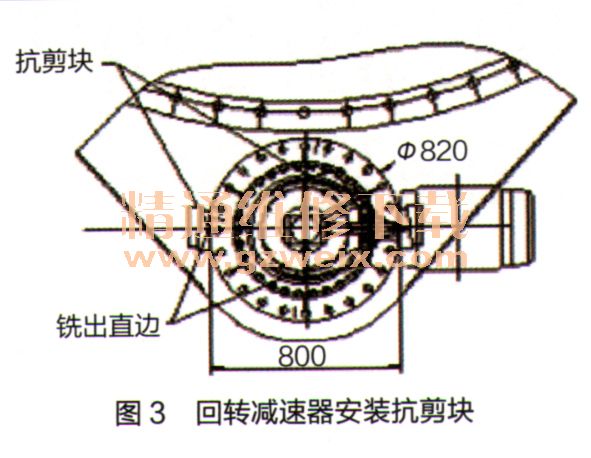
拆下一期堆场堆取料机左、右2台回转减速器,取出转台法兰板丝孔内被剪断的螺栓,在减速器底座法兰板两个180°对称位置铣出长170mm的直边。安装减速器后调整齿轮啮合间隙到1mm左右,更换新的紧固螺栓,然后在转台对应于减速器底座法兰直边处增设抗剪块,如图3所示。抗剪块可起到定位作用,由此使回转减速器定位固定,消除了安全隐患。
调整二期堆场堆取料机回转减速器偏心度,使两侧小齿轮与回转支承齿顶区啮合间隙在1mm左右,使两侧回转减速器受力均衡。此外,调整斗轮液压站工作压力,将斗轮取料能力控制在4200t/h以内,以防止取料时超负荷作业。
3.回转支承
(1)故障现象及原因分析
堆取料机回转支承为3排滚柱式支承,回转支承既要承受上面回转体的重力,还要承受径向力及倾覆力矩,并且对整机的稳定性起着至关重要的作用。
一期堆场回转支承故障率高,3台堆取料机回转支承均因异响进行过维修,维修时上部回转机构靠3个600t千斤顶悬空顶起,虽采用防风拉锁并焊接了支撑锚定,但仍存在很高的倾覆风险。
由此说明,一期堆场回转支承受力不均是造成故障的主要原因。拆分更换下的回转支承后发现,悬臂正下方所对支承圈磨损最为严重,堆取料机倾覆力矩对回转支承影响很大。堆取料机取料作业时,因倒运货偏多,悬臂俯仰角度一般在最低位置,此时上回转体重心前移,偏离回转中心约为1.8m,回转支承在悬臂正下方受压力最大,所以回转支承在悬臂正下方部位最易损坏。
回转支承密封性不好。支承上端的2条密封带经长期运转后,密封带之间会产生间隙,容易进入粉尘杂质,这也是造成回转支承故障的重要原因之一。
(2)防范措施
严格执行回转支承安装标准。更换或安装回转支承时,将其上、下安装面填充环氧树脂填充剂,使回转支承安装在一平面上,确保回转支承受力均匀。采取对角线方法紧固回转支承固定螺栓,螺栓紧定力矩达到 4200N·m、并定期进行检查、紧固。
加强回转支承润滑保养,改善回转支承密封效果。改造回转支承护罩,防止水及粉尘落入。按规定周期并在回转支承转动条件下进行润滑,确保其润滑充分。
按操作规程作业,严禁设备超载作业,作业时避免产生过大的倾覆力矩,防止对回转支承造成损害。
执行以上防范措施,改善了堆取料机回转机构的技术状况和性能,减少了回转机构故障率,保障了堆取料机正常运转,为港口生产的顺利进行提供了有力保障。





