・上一文章:双擎卡罗拉THS技术解析----构造篇(三)
・下一文章:剖析奔驰M270增压直喷式汽油发动机(下)
(3)焊缝分离
车身上的焊缝主要为搭接焊,使用砂轮机磨除是焊缝分离的常用方法(图15)。操作时应注意控制角度及磨削量,以免伤及两侧钢板。

操作前应确认砂轮的规格、型号是否符合要求,仔细检查并确认砂轮片没有裂缝、缺口或碎裂。操作时不得超过砂轮的最高速度,以避免砂轮碎裂产生危险。
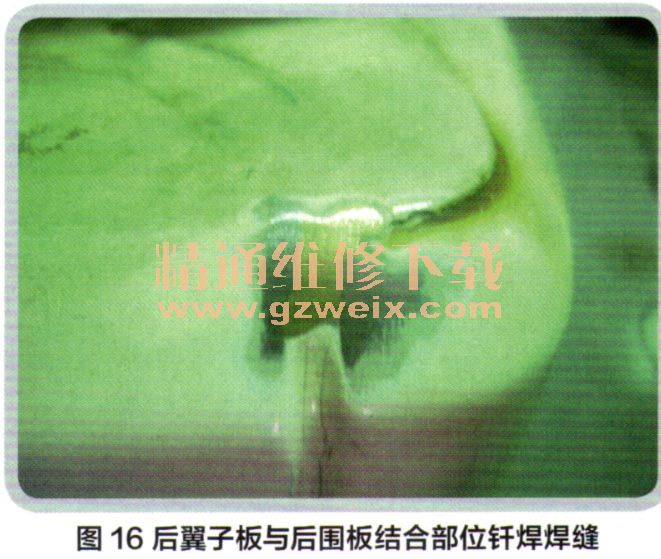
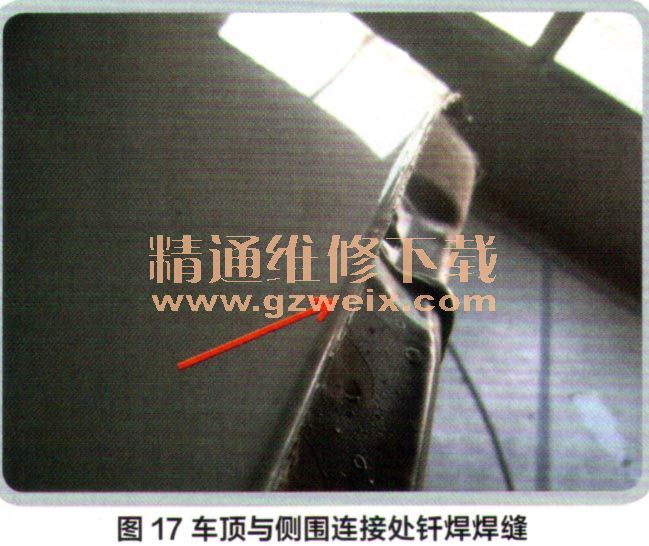
有很多老式车型在板件结合部位使用了钎焊,例如车顶和立柱的接缝处、后翼子板与后围板连接处等(图16),这是因为钎焊具有熔点低、焊接变形小、表面平整光滑和密封性强等优点。近年来,激光钎焊在车身上的应用也逐渐多了起来,例如很多车型的车顶与侧围板由原来的电阻点焊改用激光钎焊焊接(图17),这样可以去掉车顶饰条,以提升外观质量,同时增加车身强度。
焊缝短、刚性强的部位热变形倾向相对较小,可使用氧乙炔或丙烷焊炬熔化钎焊金属的方法分离板件。操作时,焊炬与焊缝保持一定距离,以免钢板过热变形,当钎焊金属被加热至糊状的半熔融状态时,使用钢丝刷快速地将其刷掉,然后从结合部位内侧插入堑子,再次加热,轻轻撬动堑子,分开板件,停止加热,直到钎焊金属冷却并凝固。焊缝长、刚性相对较弱的部位热变形影响较大,须采取磨削的方法分离板件。
三、拼装定位
1.前期准备
将损坏的板件分离下来之后,首先要进行前期准备,以便安装新的板件。
(1)修整相邻或内侧变形部位,使之与更换件贴合。局部轻微变形通过手锤与顶铁配合简单修平即可,损伤较重的部位需要拉伸矫正作业(图18)。损伤部位的变形恢复与否至关重要,很多情况下都是新件安装的基础。

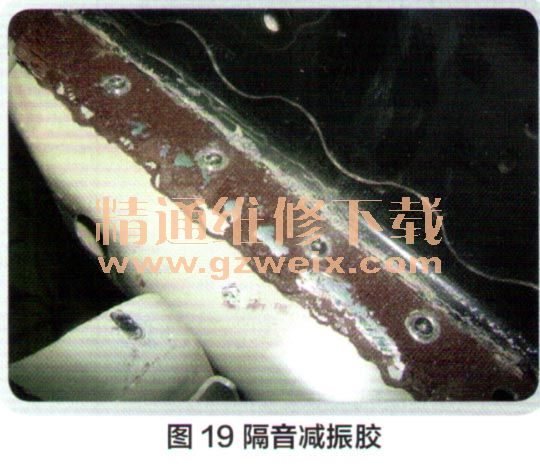
(2)接头及结合部位处理是否得当直接关系到定位精度及焊接质量,应使用合适的工具清除油泥、锈斑、电阻点焊胶、隔音减振胶(图19)、玻璃胶、颗粒胶、防腐蜡、金属残留物、焊点毛刺等。使用研磨机磨除油漆层,研磨位置可根据焊接方式而定,将塞孔焊的底层钢板油漆应磨除干净,对接焊只需要磨除表面油漆即可,但宽度一般不小于30mm。如果采用电阻焊接,搭接部位的结合面及外侧油漆都需要清理干净,以确保可以正常焊接。研磨时注意不要磨削到板件,更不要使板件过热变成蓝色。
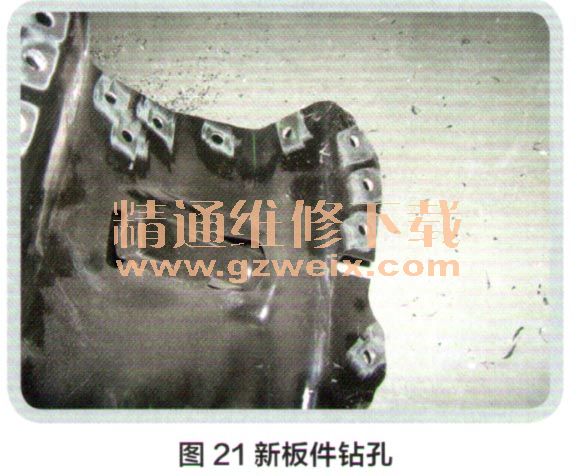
(3)使用打孔器(图20)或气动钻在新的板件上打孔(图21),以便塞孔焊接,孔的间距及位置可参照厂家维修手册要求而定。缺少相关技术资料的情况下,可参照原车电阻焊焊点的间距及位置确定。要确保塞焊孔的直径合适,如果焊接孔的尺寸太大或者太小,则会造成金属熔透或焊接不完全现象,梁类结构件一般要求孔径为8mm,其他板件孔径为6mm。尽量不要采取就位钻孔的方法,以避免伤及底板,同时也可防止钻孔时的铁屑进入结合部位或空腔内侧,造成行驶异响或锈蚀。钻孔后应去除毛刺,并将孔四周的油漆去除。

(4)如果新的板件内侧缺失铰链、锁柱等加强件,应从旧的板件上分离取下,放入新的板件内侧固定、焊接(图22)。

(5)去掉油漆层的焊接结合面,需喷涂或刷涂可导电的底漆。底漆薄厚合适,过厚会降低焊接强度,过薄则影响防腐效果。通常要求喷涂后能完全遮住裸出金属即可。
")
")
")
")

