・上一文章:在发动机设计中应用火花塞匹配试验
・下一文章:浅谈喷枪的日常维护
本文介绍在汽车线束生产制造过程中导线连接方式U型端子压接和超声波焊接,并对这两种方式产生的电压降的大小进行比较。
电线束是电气原理图的产品反映,是电气系统电源信号或数据信号进行传递或交换,实现电器部件功能,满足车辆行驶安全、可靠、娱乐实时控制的载体。而导线在汽车线束和整车电气系统中占有极其重要的地位。理想状态下,导线、端子、用电器之间的连接应该是零电位、零阻抗的载体。由于连接端的物理特性、环境特性和材料的特性,汽车电气系统中总是存在一定的电压降。一般来说,线路的电压降应当不超过电路电压的3%。例如在12V电路中,最大电压降不能超过0.36 V,剩余的97%电压(11.64 V)应该有效用于电器负载。由于汽车线束所用的导线直接存在多根导线合线连接的必然性,借助不同的工装设备、工艺方法,最大限度地降低因导线因素而引起的电压降,通常情况下,小于3 mV均为合格电压降。
在汽车线束的生产制造过程中,对于需要合线连接的导线一般采用U型端子打卡连接、超声波焊接机对合线接点进行焊接,以及端子双线、多线共压连接等工艺方法。本文对U型端子打卡连接和超声波焊接的接点电压降做出分析与比较。
1导线集中连接时通常采用的两种方式
目前导线集中连接时通常采用两种方式,一种是采用U型连接端子冷冲压接,另一种是采用超声波焊接。关于采用这两种方法的简要介绍和电压降对比,本文作了简要叙述,浅见与大家共同探讨。
1.1 U型连接端子冷冲压接
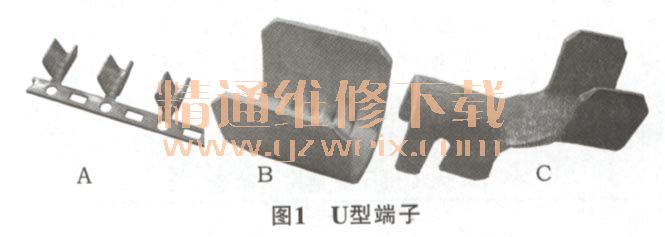
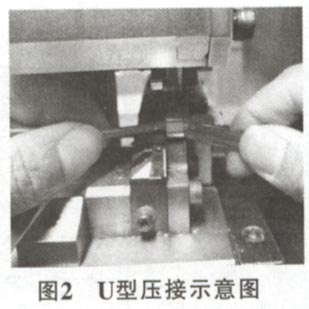
U型连接端子冷冲压接简称U型压接,是传统的导线连接压接方式。U型压接是根据接点线径总和选择U型端子(图1)和压接机,并为每个型号的U型端子制定专用的压接模具和钳口,然后将两根或两根以上的导线借助U型端子压接设备冷冲压在一起的过程。U型压接示意图如图2所示。U型端子和压接机的选择对照见表1,接点压接标准样表见表2。
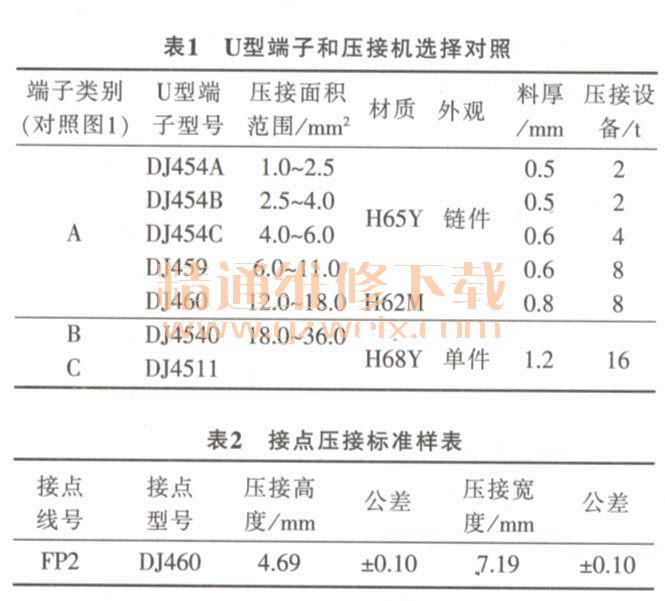
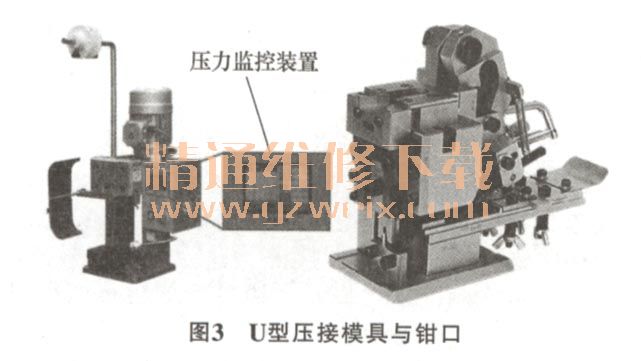
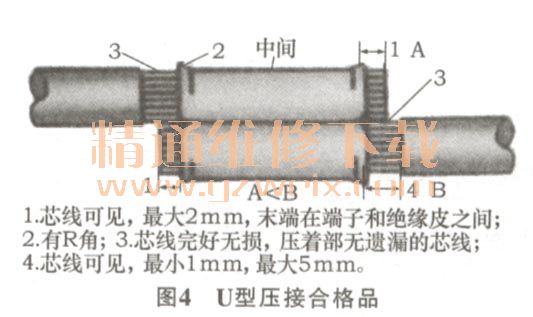
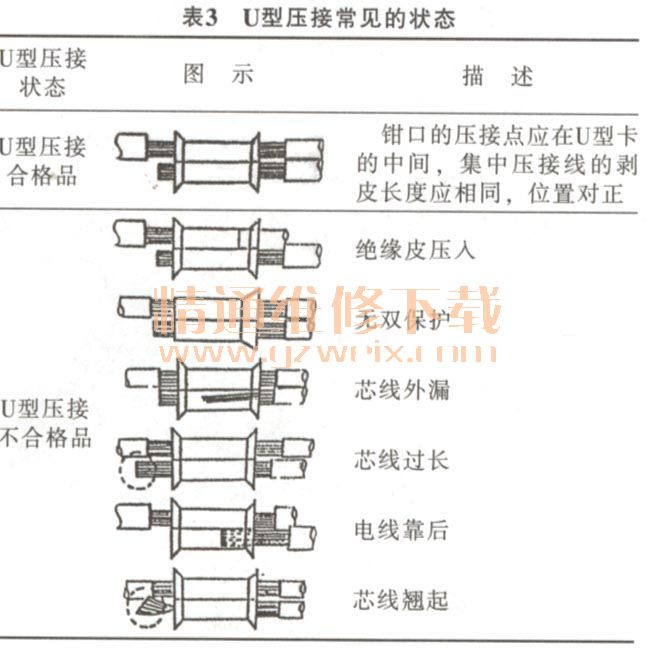
压接机配备有压力监控装置,如图3所示。当出现异常情况(浅打、深打、漏线、铜丝打断、芯线翘出等)时,自动报警并锁定压接设备,必须手动解除锁定。压接参数和检测依据应符合QC/T29106的要求。封闭高度连续可调,精度可达0.03 mm ,传动结构简洁,运转稳定可靠,工作状态下只在压接瞬间做功。节省电能,独特的过载保护功能。公称压力80 kN,调整量2 mm(0.079 in),行程40 mm (1.575 in)。接触电阻大,如果机械强度保证不了,还需要焊锡操作;生产效率低,且电焊需要助焊剂和焊料;焊接过程污染,焊接点电阻较大,容易出现虚焊现象。U型压接常见的几种状态见表3。 U型压接合格品如图4所示。
")
")
")
")

