・上一文章:在发动机设计中应用火花塞匹配试验
・下一文章:浅谈喷枪的日常维护

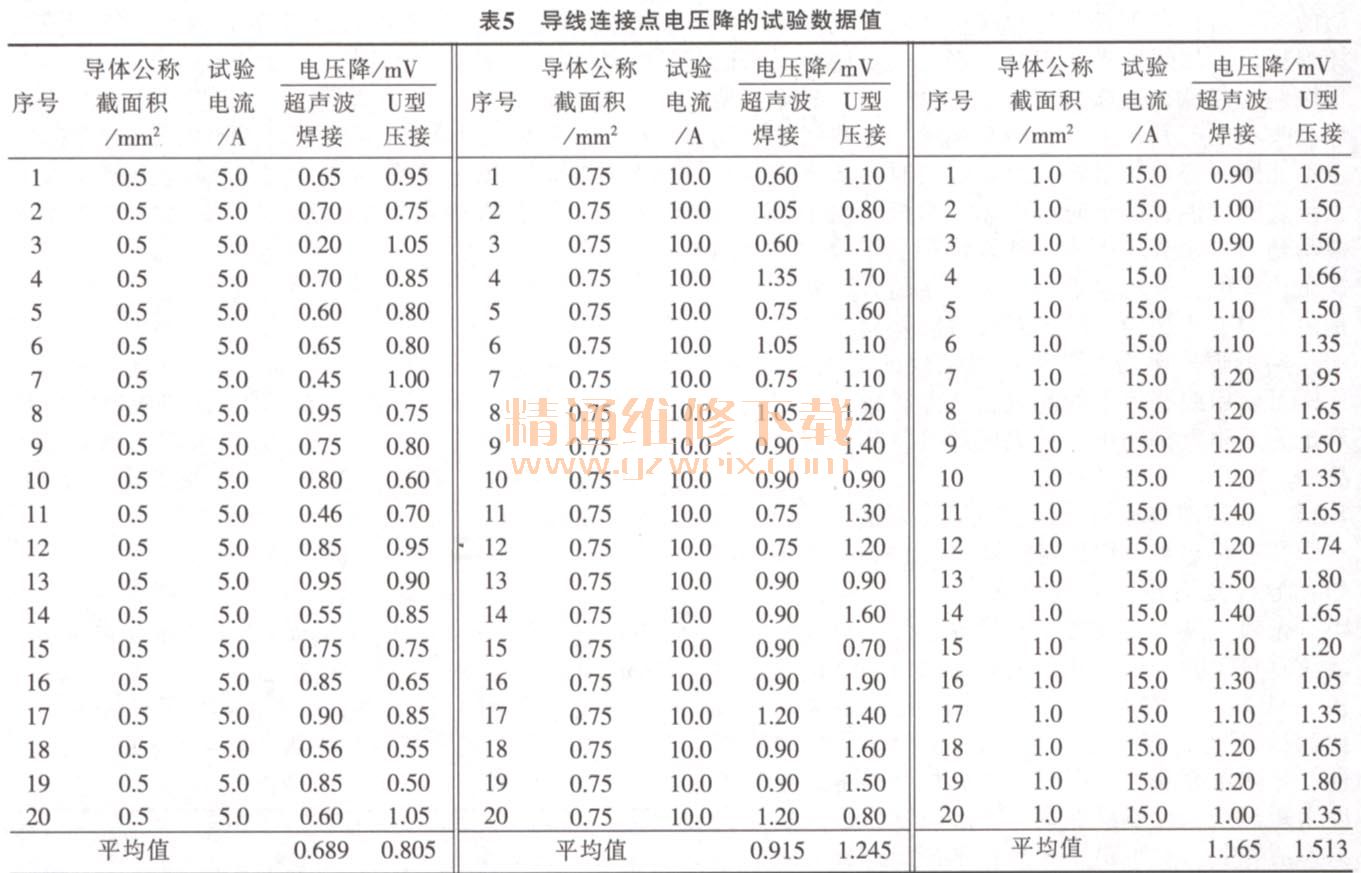
3.1导线连接点电压降的试验参数
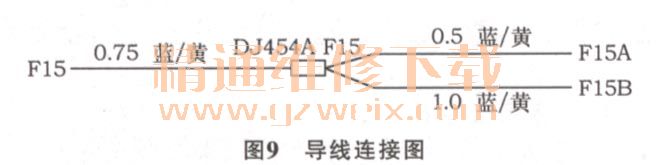
测试样件:超声波焊接和U型压接各20件,左边导线0.75 mm2,右边一条导线0.5 mm2,另一条导线1.0 mm2,均长200 mm。导线连接如图9所示。
测试设备:50A直流稳压电源(图10)和多功能测试仪(图11)。


测试标准QC/T29106-2004,测试环境温度22.6℃,测试环境湿度70%,大气压力100 kPa,视力1.0以上,照明200-3001x,目测距离0.3~0.5 m。
对以上两种导线连接方式进行卡点电压降参数测量,测量方法要求符合QC/T29106----2004的规定。
测试结果:超声波焊接的电压降比U型压接的电压降低0.1160.348 mV,高频焊接电压降比U型端子打卡连接的电压降小,采用高频焊接接点线束的导电性能和信号传输性能较好。
3.2超声波焊接的使用寿命
超声波焊接的使用寿命关键决定于以下几点。
1)焊头材料超声波焊接要求金属材料有柔顺性好(声波传递过程中机械损耗小)的特点,所以最常用的材料为铝合金及钦合金。但超声波金属焊接要求焊头耐磨损(要求较高的硬度),这使材料的选择变得比较困难,因为硬度和韧性是天生对立的,这就要求选择非常高要求的优质钢材料,使焊头的有效寿命尽量地提高。因此造价很高。
2)焊头加工工艺包括加工工艺及后续处理工艺、热处理及参数的修整,在每一个焊头制作完成后,都要单独进行参数的测定及调整,以保证焊接品质。
3)焊接接点操作方法根据不同的焊接接点大小,设定适当的焊接参数。不合理的焊接参数和错误的操作方法,也会大大降低超声波焊头的使用寿命。
超声波焊接与U型端子压接的设备、成本等因素的分析对比见表6。

高频焊接成本略高,但是为了占领高端市场、扩大市场份额,超声波焊接在线束上的应用已成为公认的最经济、品质最可靠的设计特征。
随着人们对汽车的安全性、舒适性要求的不断提高,主机厂对汽车零部件的要求也越来越高。与U型连接端子冷冲压接相比,超声波焊接作为一种新型的先进焊接技术,具有导电性能优越、快速、节能、环保等明显的优势,是汽车线束制造业高端装备的发展方向。
")
")
")
")

