摘要:一般钢制车身多会使用CO2气体保护焊,在修复焊接过程中会产生焊接变形,这些变形对部件甚至整车的强度都有重要的影响,因此,研究车身板件修复焊接过程中的变形规律及其预防方法,对于恢复车身原有强度,提高车身修复质量,降低汽车维修企业成本,保障司乘人员的生命安全,都具有重要的意义。
一、焊接变形产生的原因
现代汽车的车身基本是由高强度薄钢板冲压成型后,经过不同焊接方法制造而成。CO2气体保护焊采用局部集中加热的方式,使得焊件上各部分温度差异巨大,若再冷却过快,导致热胀冷缩不均匀,则零件会产生变形。在一定条件下,焊接变形会严重影响焊件的强度、刚度、受压时的稳定性等。引起汽车钣金焊接变形的原因有很多,如钣金形状、材料性能、加热条件及焊接工艺等,但最根本的原因是焊件不均匀受热和冷却。
二、焊接变形的预防方法
车身焊接变形的成因是复杂的,造成的危害也是巨大的。因此,应通过各种的方法措施(包括结构措施和工艺措施等)去预防焊接变形的出现。我们在焊前、焊中、焊后三个阶段,分别采用不同预防措施。
1.焊前措施
(1)预留收缩余量。在准备钣金配件时,应预先考虑板材的收缩余量,以便使焊后工件达到所要求的形状、尺寸。收缩余量大小可以通过试焊的方式得到,也可依实践经验进行计算,其经验公式如下:
△L≈0.1δ (△L=预留收缩变形量,δ=板厚)
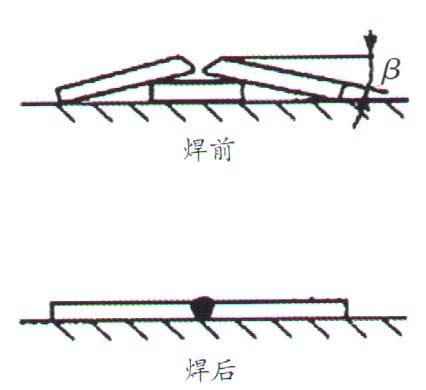
(2)预置变形量。在焊接前,可以根据理论计算和实践经验(通过试焊的方式),根据焊接变形发展的规律,预先估计结构焊接变形的大小和方向,然后在焊接装配时给予一个大小相等、方向相反的预置变形量18(如图所示),这个变形量刚好可以抵消焊接变形,焊后板件恰好是平整的。
(3)实施定点焊接。根据预留收缩余量和预置变形量将焊件用专用夹具加以固定。对定位好的板件实施定位焊接,定位焊的焊点间距是板厚的15~30倍,这种方式可以保证焊接过程中板件的相当位置不发生变化,大大减少主焊接产生的热变形。
2.焊中措施
(1)采用强焊接条件。强焊接条件即大电流短时间,在保证焊接效果的前提下,加快焊接速度,减少焊接时间,尽量减少热量向焊缝周围扩散,避免发生焊接变形。
(2)优化焊接顺序。如果焊缝较多,有长有短,应坚持“先短后长”的顺序。如果焊缝较长,应坚持“先中后边”的顺序,可采用逐步退焊法和跳焊法,交替焊接,从而避免焊件受热不均。
3.焊后措施
(1)锤击热焊缝。在焊接结束后,焊缝尚处于红热状态,应立即用尖手锤(锤头0.5kg)快速锤击焊缝,用外力辅助其塑性延伸,从而减小焊接变形,消除应力和使焊接组织细化,提高焊缝强度。
(2)保温缓冷。在条件允许的情况下,最好实施焊后保温和缓冷,这样可以降低冷却速度,减少焊缝区与焊件其他区域的温差,从而减少焊接变形。保温缓冷的区域应包含焊接接头和焊接表面各方向大于或等于钢板厚度的2倍且不小于50mm范围内的母材。
三、结语
高强度钢板在汽车车身制造中得到广泛的应用,针对高强度薄钢板的焊接特性,研究焊接变形的预防方法是十分必要的。本文分析了各类焊接变形的引起原因,总结了各类焊接变形的易发位置。分别从焊接前、焊接中、焊接后整个焊接流程,提出相应的焊接变形预防措施,以防止因焊接变形而影响车身修复质量,恢复原车身的设计强度和外观要求,为后续维修施工奠定良好基础。