・上一文章:10kV并联电容器装置连接头发热原因分析
・下一文章:高压成套开关设备标准化设计的意义探析
摘要:本文介绍了直流调速系统在实现固定弯道式烧结机自动控制中的典型应用实践,分析了调速装置的运行特性,并针对现有控制系统存在的问题提出解决方案。
1 工艺介绍
某厂1台烧结机为国外引进的二手设备,于1989年投运。该烧结机采用固定弯道式结构,主传动由2台直流电机及与其同轴联结的柔性传动装置组成(传动代号203),电机电枢绕组串联,励磁绕组并联。2台柔性传动装置驱动头部大星轮运转,推动台车依次沿着上平面移动至机尾弯道,在机尾翻转后沿回程道缓慢下滑至小星轮。小星轮由1台直流电机及与其同轴联接的柔性传动装置驱动(传动代号204),阻止台车加速下滑,并导拨台车进人头部弯道。固定弯道式烧结机由于在尾部没有移动摆架,因此对于热胀冷缩造成的台车间隙,无法实现摆架式烧结机可依靠移动摆架及配重进行自我调整的过程。烧结机设备布置如图1所示。
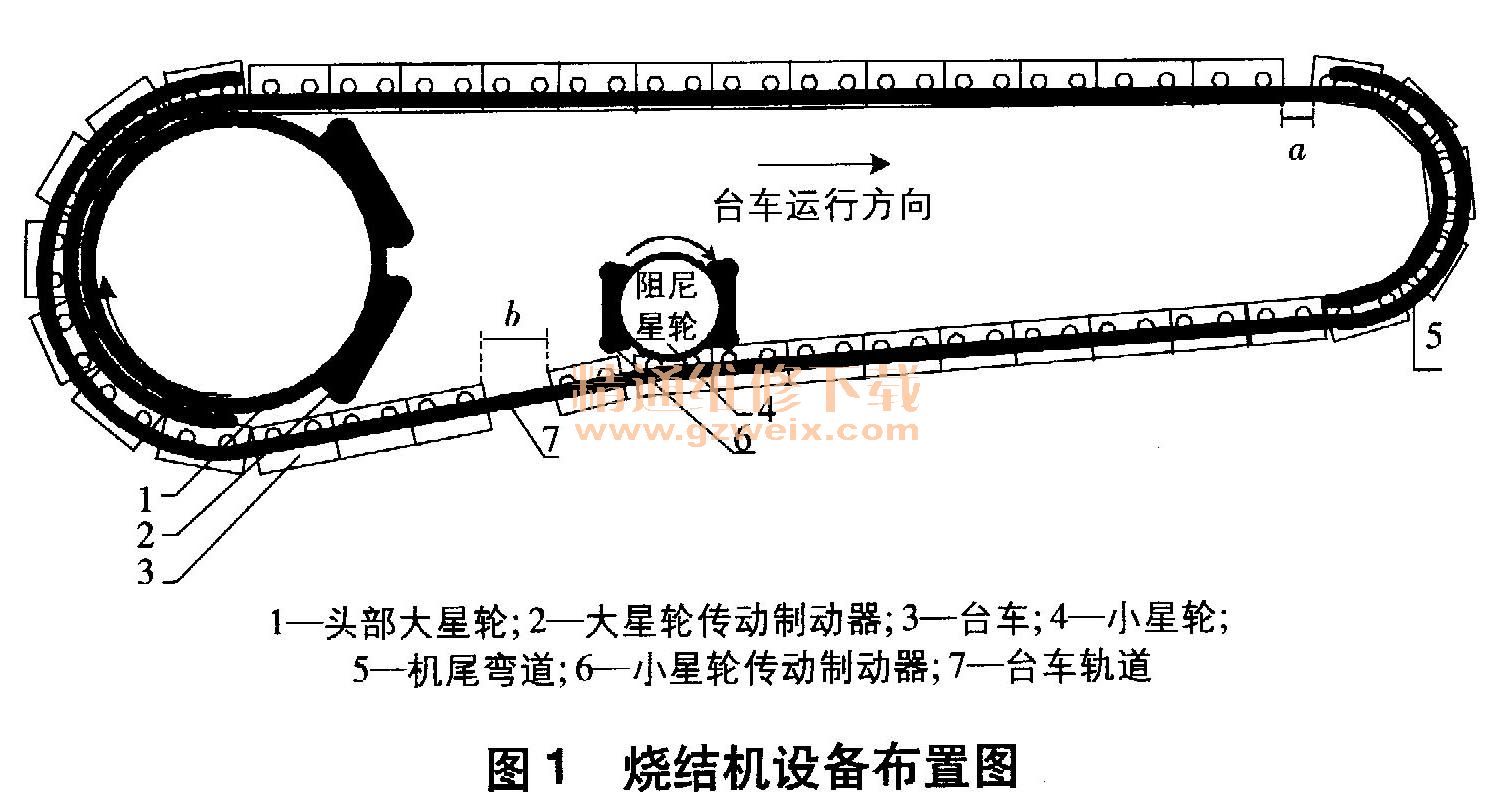
上平面台车进人机尾弯道后,在重力作用下会滑向前方台车,如果前方台车下滑过快,就会使刚刚进入弯道的台车前后形成较大冲程(俗称“拉缝”),造成台车之间发生撞击,而且大大增加了有害漏风,甚至出现台车掉道的情况;反之,如果烧结机下平面台车下滑过慢,就会造成台车在上平面形成挤压起拱,电机运行电流上升。为此在204机械轴上安装1台液压闸,防止停机后台车自然下滑造成尾部“拉缝”过大。
2 系统说明
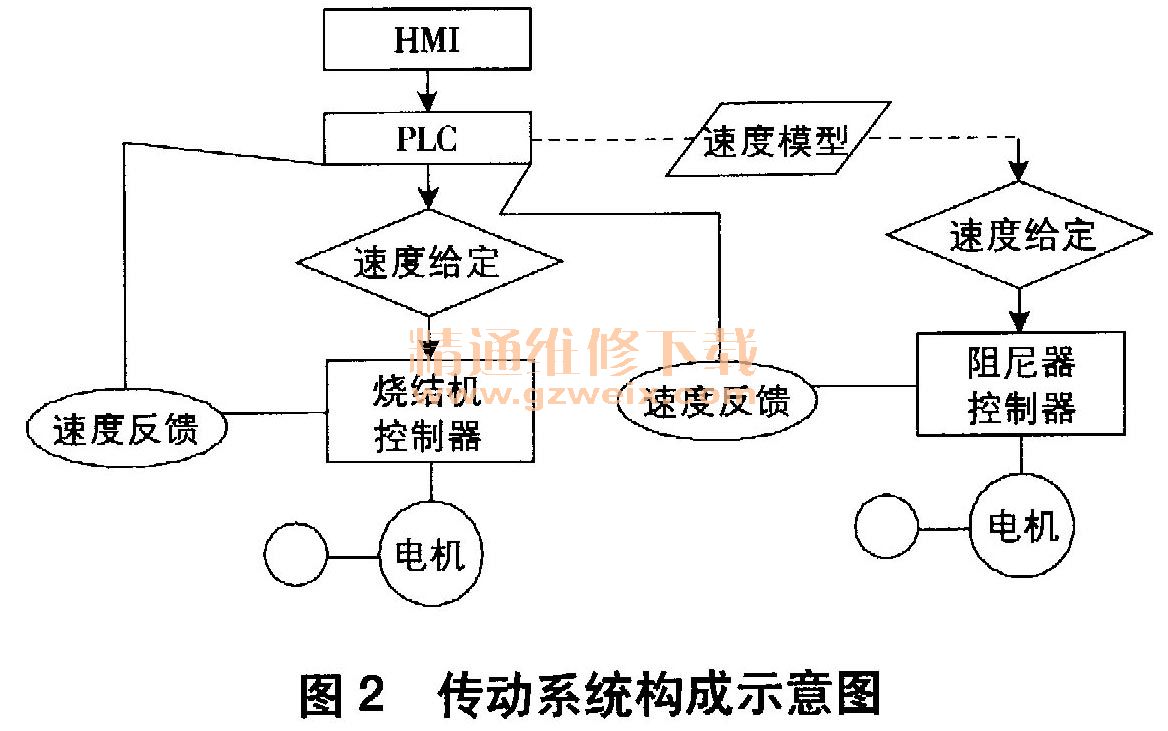
电机主要参数:头部大星轮主传动电机2×44kw,电枢DC 220V、237A、150~1 500r/min,励磁DC 220V、1A、158/200n;小星轮电机1×40kW,电枢DC 440V、94A、0.1 500r/min,励磁DC 220V、IA。控制系统在20世纪90年代初进行了模拟式直流柜国产化改造,在20世纪90年代末进行了数控直流柜改造,几年前又进行了数控直流柜改造。三种直流调速系统都采用了电流、速度双闭环调节(电流环为内环,速度环为外环)。203采用PI调节方式,单象限运行;204采用P调节方式,四象限运行;203可现场手动运转,204禁止反转。模拟系统速度检测采用测速发电机实现反馈,数控系统改为数控装置内设“电枢电压反馈”通道(即EMF)提供计算值作为实际速度反馈。现有控制系统由2套6RA70数字式直流调速装置、1套西门子S7-300PLC、1台西门子MP370触摸屏及上位机组成。PLC是控制系统的核心,作为主站采用Profibus-DP现场总线方式与作为从站的2台直流数控调速装置进行通信;触摸屏采用WinCC Flexible组态,通过以太网从PLC读取数据信息;操作站使用InTouch组态,通过以太网连接,实现远程监控。上位机设定烧结机运行速度,PLC将运行指令和给定速度传输给203控制装置,同时根据模型计算出204的给定速度。稳定运行时,204的旋转方向与203旋转方向相反,起到了阻止下行台车惯性加速作用。传动系统构成示意图如图2所示。
3 运行分析
烧结机不同于通用机械设备,提速需要一个过程,启动前机尾和小星轮台车间隙也需要在运行中缓慢吸收。如果短时施加一个很高的直流电压给电机,速度提升过高过快将危及设备安全运行,因此烧结机在启动初期以低电压、低速运行数秒后,解除低速运行,达到设定运行速度。从改造后效果来看,原系统在运行中偶尔出现电机速度大范围波动、烧结机机速不稳现象;新系统中203运行电流波动范围减小,电机速度基本稳定,烧结机机速波动范围为±0. 01m/min、204速度基本稳定在300~600r/min,释放台车的动作变得均匀,冲击力变小,机尾“拉缝”现象明显改善。





