・上一文章:某型125中mL发动机曲轴轴承与曲轴箱配合研究
・下一文章:什么是非均质混合?
蓄电池的修理分大修和小修,大修包括更换极板、隔板和其他损坏不能再用的零件;小修包括更换隔板和部分零部件(除极板外),焊接或更换电极桩、连接条以及浇注封口等。
1 蓄电池修前技术状况的检
查鉴定和修复方案
先检查蓄电池的使用年限,看是否有修理价值。蓄电池使用在3年以上,而且检查后发现没有修理价值的,就属于完全报废的蓄电池。若使用在2年以内,有修理价值的蓄电池包括:硫化、断格、短路、极板软化等100 Ah以上的大容量铅酸蓄电池。正常修理的蓄电池使用寿命在1年左右,正牌好蓄电池能达到使用寿命在2年左右。
蓄电池技术状况的检查检侧方法:使用大电流快速检测仪检测闭路电压如:QN2010Y检测;采用8号线检测,如:钢丝、铁丝、或者粗导线都可以,长短在50 cm左右。短接正负极,观察6个格内的反应情况,再做出判断;使用大功率充电机对其充电,观察格内的情况,作出判断;打开各个格上的排气旋盖,使用手电筒观察格内的上表面极板,是否有断裂,电解液是否有黑水,作出初步判断。
蓄电池的修复方案:蓄电池的修复方案分开盖修复和不开盖修复两种,是哪种失效原因,就采取哪种解决方法。不开盖修复主要以硫化主,通过以上检测完判断出极板正常,无短路、断格现象,大多是硫化和密度低造成容量下降。
去硫化采取的方法有两种:一是调整电解液密度,上QN2010Y或大功率修复仪QN2000U去硫修复即可;二是针对硫化比较严重的蓄电池做法是:把蓄电池内的电解液全部倒在容器内。另取一大容器,再倒一些蒸馏水加热至80℃到90℃左右,倒进蓄电池内,摇晃数次再倒掉,这样大部分的硫酸铅结晶体已去掉,然后调整电解液密度至1.30以上,加入电池内,上QN2010Y或大功率修复仪QN2000U去硫修复,上机修复到3~5h调整电解液密度,测再线电压,记录。继续修复至再线电压上升到15V以上,密度在1.28为修复完毕。静置3~12h,上QN2010Y做闭路检测或上QN4010做恒流放电检测。闭路在9V以上,容量在60%以上就可以了。
开盖修复包括:极板短路、断格、单格落后、极板脱落。以100 Ah电池单格落后为例:通过以上检查判断出从正极数第3个格落后,首先拆开第3格上盖,用单格拆卸工具拆开正负极联借条,用拉钩拉出极板群,发现有3片正极板严重脱落,电池槽底部堆满脱落物,造成短路,容量下降。
先用蒸馏水清洗极板群,拿掉已损坏的3片正极板,轻轻的拆开正负极板组,检查隔板有无损坏、破裂、穿孔,再轻轻扒开隔板,看看其他的正极板是否断裂、脱落,无断裂、脱落,用蒸馏水刷洗干净。挑选出3片好的旧正极板,分别焊在汇流桥上,要保证焊点均匀,焊透。用锉刀锉光焊接面,清洗干净,再互相交叉插入正负极板组。正负极板组要保持对称、平整,插入极板组的同时要保证隔板平整。极板装配好,先测量单格电压,是否有电压,若有电压表明正常。然后把电池槽清洗干净,装入极板群,焊好正负联接条,调配原有的电解液,加入电池内,测已装配好的单格电压,电压有上升现象,表明装配正确,上QN2010Y或QN2000U修复、充电。待修复3~5h单格电压在2.2V以上,调整密度到1.26,继续修复至整体电压达到15 V以上,单格电压在2.4 V以上,密度在1.28,每格冒泡均匀、激烈,下机静置3~12 h、检测。
2 拆开、清洗
a)拆开前的放电。修理蓄电池时,在拆开分解之前,要不要进行保护性的放电,应该按照蓄电池的实际技术状态和修理方法决定。如果确定了蓄电池要更换全部极板,就无需进行保护性放电,如果不打算更换极板,或不打算全部更换极板,那么在拆开分解蓄电池之前,就要用10h放电率进行放电。因为未经放电的极板,当从蓄电池中取出时,会很快氧化,以后再装入使用时,就容易发生硫化。如果确定要放电的蓄电池中有一单格,由于内部故障,已经自行放电,则应将该单格从放电电路中隔出,防止在放电过程中形成极性改变。或者确定蓄电池中仅仅某一单格要拆修,就可以不进行预先放电,只将取出的极板组迅速浸没在清水或电解液中,不使其长期与空气接触,同样也可以达到保护的目的。
b)蓄电池修前准备。首先用自来水清洗电池外表各部分,然后仔细检查外壳、联条、电瓶盖、封口胶有无损伤;检测电解液相对密度和液面高度;用高率放电计检测各单格电压,若在5s内不断下降,并低于标准值,或各单格电池的电压差大于0.1 V以上,均应将电池拆开检查;需解体的蓄电池,应先按20 h放电率到单格电压为1.75 V,以保护有用的极板不致坏。因为不经放电的负极板从蓄电池槽中取出时,其负极板上的海绵状铅受空气强烈氧化产生大量的热,将会使极板上的活性物质变松而脱落,这种氧化的负极板再装入蓄电池中用就会产生硫化;倒出蓄电池内的电解液,装入专用的容器,不得直接倒入下水道,以免造成环境污染。修理人员工作时要注意安全,防止电解液溅到身上,要穿戴上防酸围裙、胶靴和手套等。
c)拆开分解。拆开蓄电池前,还应将电解液倒出。然后用钻头钻去极柱上的焊铅,使连接板与极柱分开。再将蓄电池倒放入热水槽中约10 min左右,待封胶软化后,用钳子夹住极柱,将极板组抽出(用加热的铁棒烫开封胶的办法也可以),并拿下蓄电池盖。
铅蓄电池上盖拆卸:首先旋开每格的排气盖,倒掉电解液,把残留在电池上盖的电解液擦拭干净,以避免拆盖时电解液飞溅到身体或衣物上。用拆盖工具沿着电池上盖的边缘逐步的拆开上盖,再用极板群拉钩插入上盖排气孔内拉开上盖,拆开的上盖用清水冲洗干净,弯曲的部分加以矫正,有裂纹的加以修补,放好。
铅蓄电池极板拆卸:用拆盖工具打开上盖,再用极板焊接机烧化正负极连接条,轻轻的抽出极板群,抽出的极板群用清水冲洗干净,再将正负极板组分开,观察极板组中的极板是否脱落,根据情况处理。扒开隔板,如果表面无损伤、无穿孔,冲洗后便可继续使用。
极板组取出后,如发现极板上的物质有严重的松软、膨胀、腐蚀、脱落、硬化等现象,无法使用必须更换外,对虽然有毛病但稍经修整仍可继续使用的,就应将隔板抽出,分开正、负极板组,用清水洗净,放在通风处迅速风干,以便进一步检验修理。
3 蓄电池外壳的修复
蓄电池壳体及外部件损坏的原因:搬运不慎,使蓄电池失落或碰撞而破裂;在车辆上安装不当,过松过紧,行车时受颠簸、震动而损坏;拆装时猛撬猛击,使蓄电池受到剧烈的撞击而损坏;电液泄漏出来,造成蓄电池盖壳的破裂;封胶质量不佳、受气温太高的影响或受热过度,使封口胶溶化或干裂;接线电桩柱及夹头未紧固而松动,或聚集氧化物而腐蚀。
一般损坏严重的壳体应按原型更换新壳体,如有少许损坏,可用以下方法进行修复,选取耐酸的粘接剂进行粘接,注意在裂纹处,用砂轮或锉刀打平整,并用小刀修整成60°~90°的“V”槽,裂纹两端应钻0 4mm止裂孔。粘补前应用丙酮擦洗干净,然后用粘接剂粘补“V”槽,填平坡口,在表面贴张纸,待固化一段时间(约30min),再用红外线灯饱照射粘接面,以加速固化过程;也可以放入室内自然固化,然后揭去纸张,修平粘合面,即可再使用。
蓄电池若使用不当时,将出现各种故障。其外部故障:如蓄电池壳体和盖的裂缝或破损,封胶的干裂,接线电桩和夹头的松动和腐蚀等。还有内部由于电(解)液的变化以及极板、隔板所产生的故障。
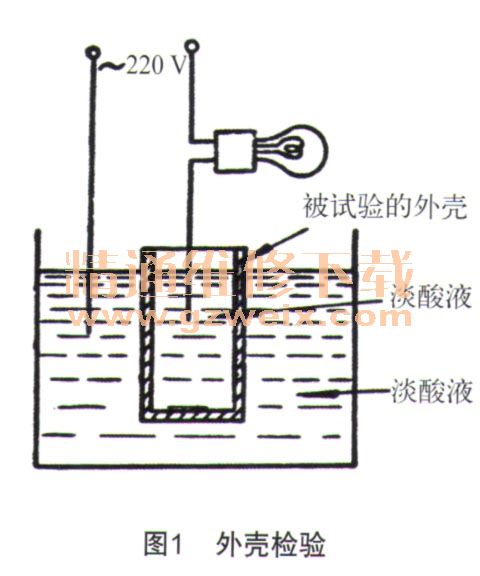
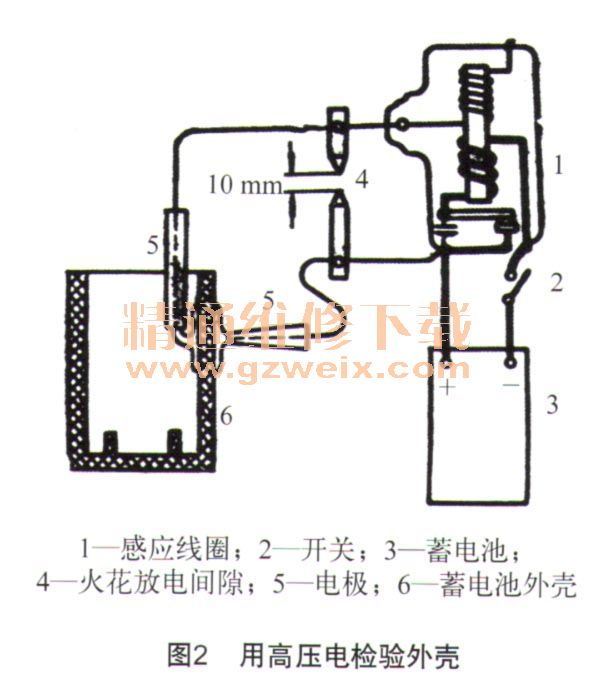
首先应当检视蓄电池外表有无裂痕和撞伤。然后将外壳放在盛有稀电解液的容器中,使其上缘露出液面15~20 mm。同时小心地将电解液灌入壳内的3个单池,并使内外液面高度相等。然后再按照图1所示,用220 v交流试灯分别检验外壳和3个单格之间的隔壁有无渗漏。如果试灯不亮,说明外壳和隔壁是完好的,否则说明有裂纹或穿孔。在用试灯检验时,应注意使外壳的上缘部分没有泼溅的电解液,否则便会形成导电通路,影响检验的准确性,同时接电源火线的那根触针,应尽量放在外壳内,而不放在容器内,避免因容器壁漏电(潮湿或有裂纹),与大地构成通路,使检验结果不准。为了进一步查明裂纹或穿孔的具体部位,以便进行修理,可以用点火系统的高压电做击穿试验如图2所示。

")



