・上一文章:分析雪铁龙世嘉轿车中控锁系统电路
・下一文章:等曲率滑刀式开沟器的研制
摘要:本文深入浅出地介绍了农业机械零件的应力、变形、应力集中等概念的含义,分析了几种应力集中的形态,然后提出了防治和消除农业机械零件应力集中的几项措施。
内应力,是机械原理中一个比较抽象的专业名词。内应力看不见、摸不着,但是它确确实实存在。所谓“应力集中”,是指受力零件由于受到外界因素或自身因素的作用,使几何形状、外形尺寸发生变化,从而引起局部范围内应力显著增大的物理现象。如果残余内应力非正常地集中在某一处,往往引起零件破坏,有时会造成重大经济损失。
对于由脆性材料(例如黑色金属、有色金属)制成的零件,应力集中现象将一直保持到最大局部应力到达强度极限之前,因此必须考虑应力集中的影响;对于由塑性材料制成的零件,应力集中对其在静载荷作用下的强度几乎没有影响。因此,在研究塑性材料零件的静强度问题时,通常不考虑应力集中的问题。
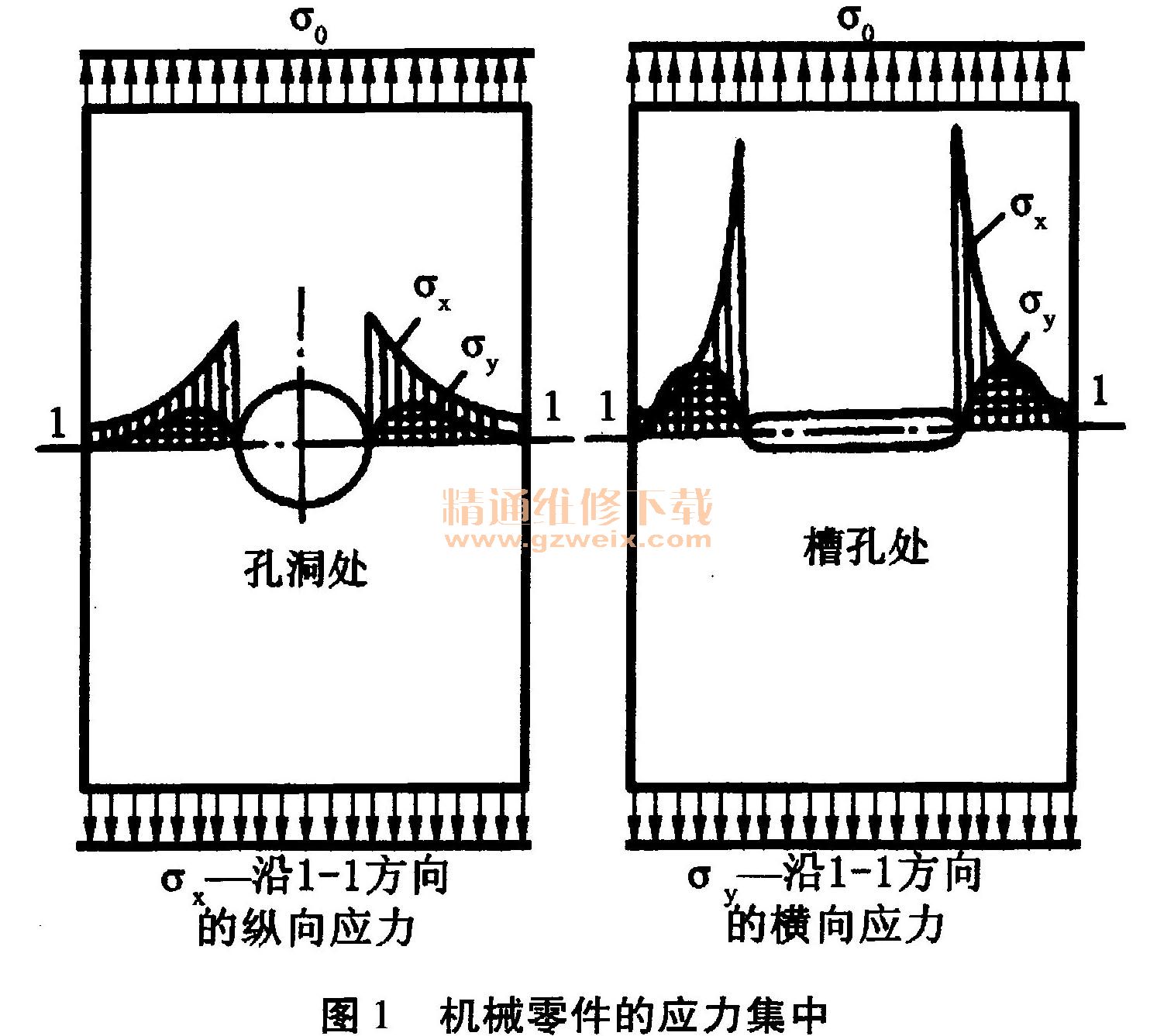
应力集中不仅与零件的形状及外形结构有关(见图1),而且与所选取的材料以及外界应用环境(如温度因素)也存在不可忽略的关系。另外,在机械加工过程中也可能导致应力的改变,例如回火不当引起二次淬火裂纹、电火花线切割加工显微裂纹、机械装配时造成某部位应力集中等。
为了避免应力集中造成零件损坏,可以采取消除尖角、改变零件外形、局部加强孔边以及提高材料表面光洁度等措施。另外,还可以对材料表面做喷丸、辊压、氧化等处理,以提高材料表面的疲劳强度。
在农业机械中,零件的内应力主要有以下几种类型:铸造应力、装配应力、焊接应力和冷作应力等。
1 铸造应力
发动机的气缸盖、变速器的壳体等许多零件采用铸造工艺制作而成。铸件在冷却过程中,由于各部位散热的程度不相同,所以各部位收缩不一致,使铸件内部产生一定的内应力。这种内应力往往导致铸件变形、翘曲和尺寸改变,即使经过机械加工,这些缺陷也不容易完全消除。
在维修实践中,有时遇到这样的情况:有的零件屡换屡坏,让维修人员束手无策。经过反复检查垂直度、平行度、轴承座孔的同轴度,发现零件的实际位置发生了一些变化,这种变化是由于铸件变形引起的,而造成铸件变形的“罪魁祸首”是零件的铸造内应力。
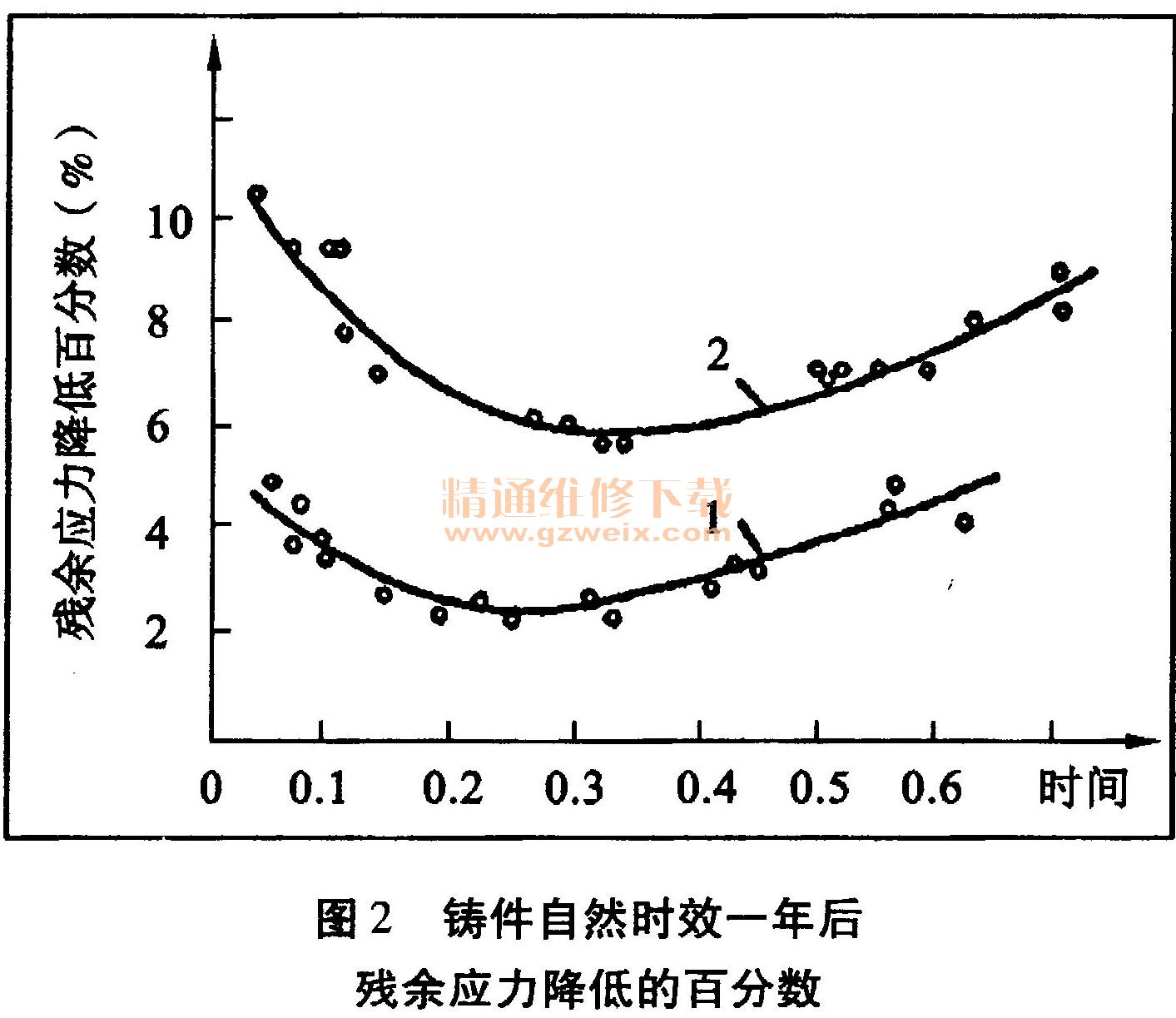
消除铸件内应力的有效方法是进行时效处理(见图2)。时效处理的实质,是使铸件金相组织的分布更加均匀和细化。对铸件进行规范化时效处理的目的,是严防零件在精加工之后出现变形。
对铸件进行时效可以采取以下两种方法。
(1)人工时效:将铸件置于加热炉中,加热到500 ~600℃,保温一段时间,并且随炉温冷却到150~200℃时出炉,最后在空气中冷却。这种方法又称为“热时效”。
(2)自然时效:在机加工之前,将铸件放置在空气中,历时1年左右。实施自然时效可以消除铸件内应力10%左右。
2 装配应力
农机维修中的装配内应力,是由于零部件变形、中心线偏移或者零件错位后,操作者未能发现或者虽然发现了但是予以忽略,并且盲目地、强行地进行装配引起的。
为了消除装配内应力,应当采取消除应力退火措施。所谓“退火”,就是将金属零件加热到适当的温度,并且保持一定的时问,然后缓慢冷却的热处理工艺。
3 焊接应力
在电弧焊接中,由于焊缝的形状和焊缝的疏密程度不同,焊接部位与非焊接部位的温度相差非常大,导致焊接接头的工作应力分布不均匀,局部地区的最大应力值比平均应力值高,这种情况称为焊接应力集中。如果遇到载荷的作用,焊缝附近形成的应力集中可能造成零件再次损坏。
消除焊接残余应力的常用方法有以下儿种:
(1)整体高温回火。一般在炉内进行,此法效果最好,可以消除焊接残余应力80%~90%。
(2)局部高温回火。就是对焊缝及其附近应力较大的区域加热到高温回火温度,然后保温一段时间,再缓慢冷却。
(3)机械拉伸法。即对焊接构件加载,使具有较高拉伸残余应力的区域产生塑性变形,卸载后可以抵消一部分焊接残余应力。
(4)温差拉伸法。在焊缝两侧使用可移动的火焰加热,并用与火焰同步移动的喷水急冷,当两侧的金属膨胀时,对温度较低的焊缝区域进行拉伸,使之产生拉伸塑性变形,可以抵消部分焊接残余应力。
(5)振动法。就是利用振动产生的交变应力来消除部分焊接残余应力。例如在焊接时,除了采用塑性较好的焊条(如镍基焊条、铜基焊条等)外,在一次焊程结束后,趁焊缝处在红热状态,用锤子的圆头敲击焊缝,帮助焊缝收缩,有利于松弛焊接应力,减小应力集中,防止产生焊接裂纹。





