・上一文章:中兴威虎TUV组合仪表故障解析及改进
・下一文章:冷却系统散热器的检修及故障排查
摘要:本文主要介绍了穿线圈产品及其注塑模具的设计,运用哈夫块机构成功完成了该产品模具的设计与制造,实现了产品的批量生产。
1 穿线圈产品设计
严格按照客户的功能要求,来合理设计穿线圈的尺寸和结构,并把产品的结构和注塑模具的设计关联起来,切实保证合理、简单的注塑模具结构,顺利实现穿线圈产品的注塑工艺生产。
1.1穿线圈产品结构设计
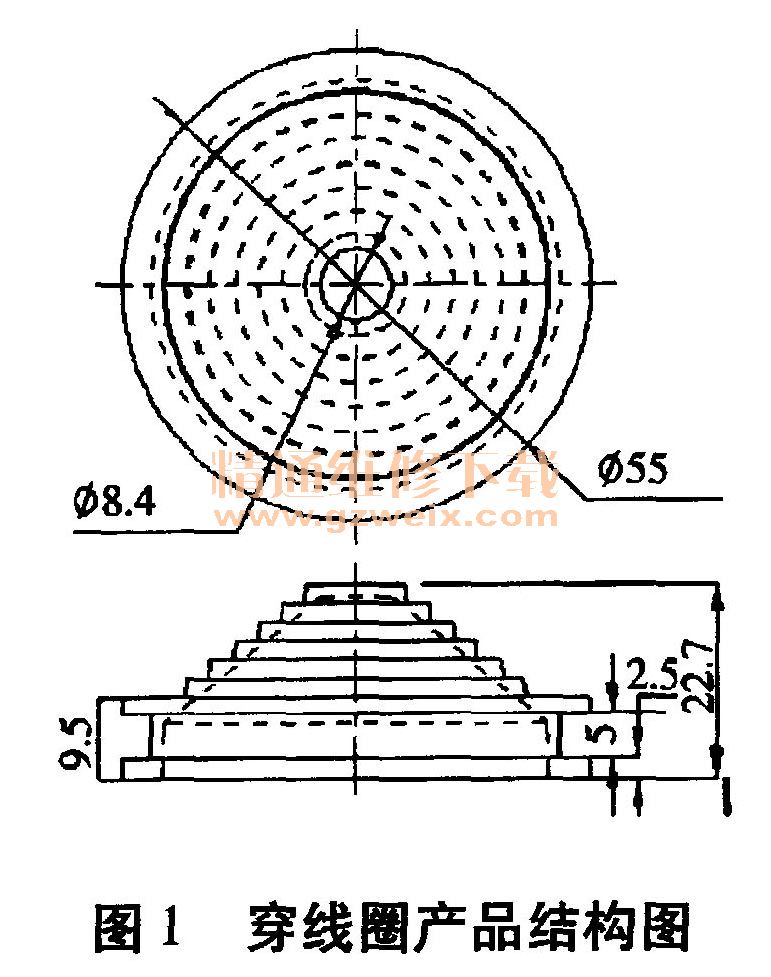
同种规格的线路管道中,电线的直径、数量有可能不同,那就要求线管中支撑电线穿线圈的口径不同,为达到某公司该项使用要求,产品结构设计如图1所示,外径55 mm,总高22. 7 mm。根据所通过电线的粗细选择不同的剪开位置,来满足对应的使用要求;产品外围有一卡槽,起到固定的作用。
1.2穿线圈产品材料选择
根据产品使用场合,选用阻燃的PVC塑料。为安装方便,剪开简易,选用软质的PVC塑料,该塑料柔韧性好,熔融温度160~180℃,收缩率1.5%~2.5%。
1.3穿线圈产品的造型
在Pro/E软件的产品设计模块中,用实体命令一旋转,完成穿线圈产品主体结构,然后每一圈、每一层留有1.5°的拔模角度,保证产品的顺利脱模。Pro/E软件产品合理的结构造型,为穿线圈注塑模具设计提供了精确的3D数据资源,保证了工程图纸的正确输出。
2 注塑模具设计
针对产品外围一圈的卡槽,侧面为内凹结构,与开模方向垂直,所以模具结构采用哈夫块机构,具体设计内容如下:
2.1注塑模具排位设计
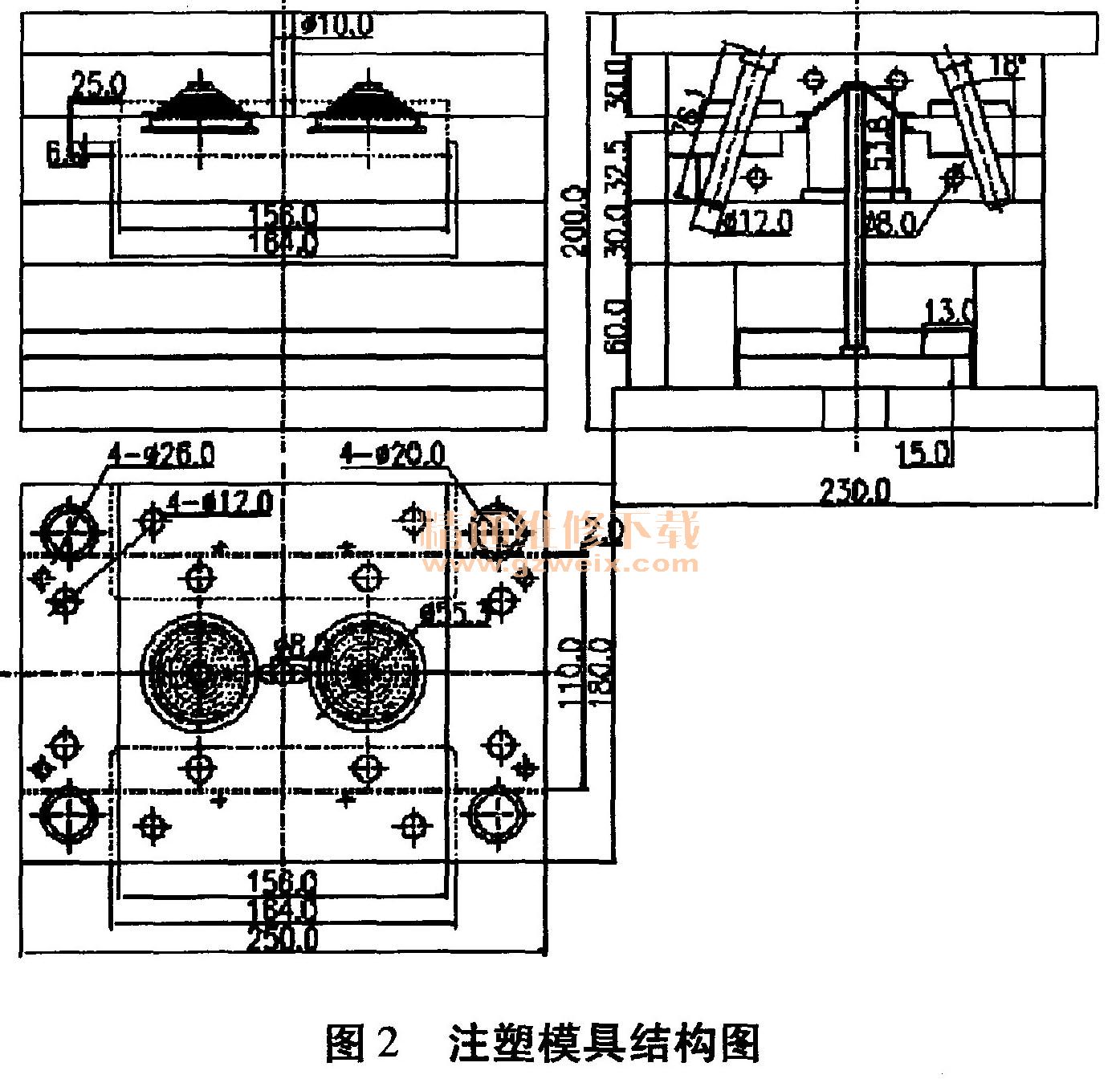
厂家提供注塑机的模具安装尺寸为360 mm×360 mm× (150~380) mm,注塑量为120 g,锁模力为900 kN,在Pro/E软件中完成产品的造型,重量为10 g。根据厂家的生产批量和生产周期,确定为一模两腔,选用180 mm×250 mm的工字形模架,见图2。
2.2哈夫块与斜导柱设计
根据产品外围一圈卡槽的尺寸,哈夫块的大小为160 mm x× 90 mm×25 mm,斜导柱数量为2支,倾斜角为180,直径为12 mm,需要抽芯的距离为3.5 mm,通过公式 (H为固定板厚度;、为抽芯距;。为斜导柱倾角。)计算,最后圆整得到斜导柱长度为76 mm,哈夫块定位珠中心距内边为25 mm,详细见图2。
(H为固定板厚度;、为抽芯距;。为斜导柱倾角。)计算,最后圆整得到斜导柱长度为76 mm,哈夫块定位珠中心距内边为25 mm,详细见图2。
2.3浇注系统
由于穿线圈产品在线路管道内部使用,产品外观质量要求不太严格;浇注系统的设计应该遵守进料平衡、体积最小、周期最短的原则,综合考虑产品体积大小和模具紧凑布局等条件,浇口套选择外径10 mm、全长70 mm的标准件,分流道及其侧浇口的尺寸详见图2。
2.4脱模系统
根据产品结构和软质PVC塑料的特性,按照推出平稳、安全可靠、塑件美观的原则,设置顶杆于型芯的顶部,直径为8 mm,每腔一支。由于顶针位置在两型芯的中心位置,故不用设置顶针先复位机构。
2.5冷却系统
模具的温度直接影响产品的外观质量、尺寸稳定性和成型周期,该模具采用直通式冷却水道4条,两进两出,直径8 mm,均匀布局在浇口套和模具成型零部件附近。
2.6装配图如图2
3 总结
哈夫块注塑模具的设计主要在于哈夫块结构的设计以及配套的斜导柱直径、数量、长度和倾斜角度的确定,实践的经验和理论公式的结合完美解决了这一难题。目前,该模具工作正常,塑件质量良好。





