・上一文章:关于深松整地和桔秆还田技术的研究
・下一文章:奥迪A6L熄灭SRS灯方法
摘要:焊接过程必不可免的要产生焊接残余应力,由焊接残余应力产生的原理入手,分析焊接残余应力产生的真正原因及其影响因素,最后提出了减小及消除焊接残余应力的具体方法,指导实际生产。
0 引言
机械加工中的焊接作业作为钢结构中的重要工艺,牵涉到材料、电弧物理、热学和力学等学科。焊接质量的好坏直接关系到工程质量的优劣、工程结构的安全。焊接结构在汽车、建筑、道桥、压力容器、压力管道等工业领域中应用非常广泛。焊接过程中的温度变化不可避免地要在焊缝区域产生焊接残余应力。当焊接残余应力与外加载荷产生的应力叠加后,往往会使结构件局部应力过大,使其应有的承载能力下降,或使其形状和尺寸发生变化,若变形过大会导致结构失效。工程上许多重大事故大多是由结构件中的残余应力引起的,因此,研究和测量构件中残余应力对实际生产有着非常重要的现实意义。
1 残余应力的概念
在焊接构件内部由焊接而产生的内应力称为焊接应力。因作用时间不同可分为焊接瞬时应力和焊接残余应力。在焊接过程中,产生于某一瞬时的焊接应力称为焊接瞬时应力,它随时间变化而变化;焊后经一段时间仍残留在焊件内的焊接应力称为焊接残余应力。
2 残余应力产生原理
在没有外力作用时,以平衡状态存在于物体内部的应力称为焊接残余应力。其产生原理如图1所示,图1(a)是处于自由状态的3个弹簧,图1(b)是用钢板将3个弹簧的上下两端连接起来的状态,此时没有其他外力作用,构件静止时各弹簧之间必然存在相互作用力。若3个弹簧的原始长度分别为l1、l2、l3,倔强系数分别为c1、c2 、c3,钢板连接后的平均长度为1,则各弹簧上受到的力分布是P1 9P2 I P3,且应该有P1=c1 (l-l1)I P2=c2 (l-l2)I P3=c3 (l-l3)。
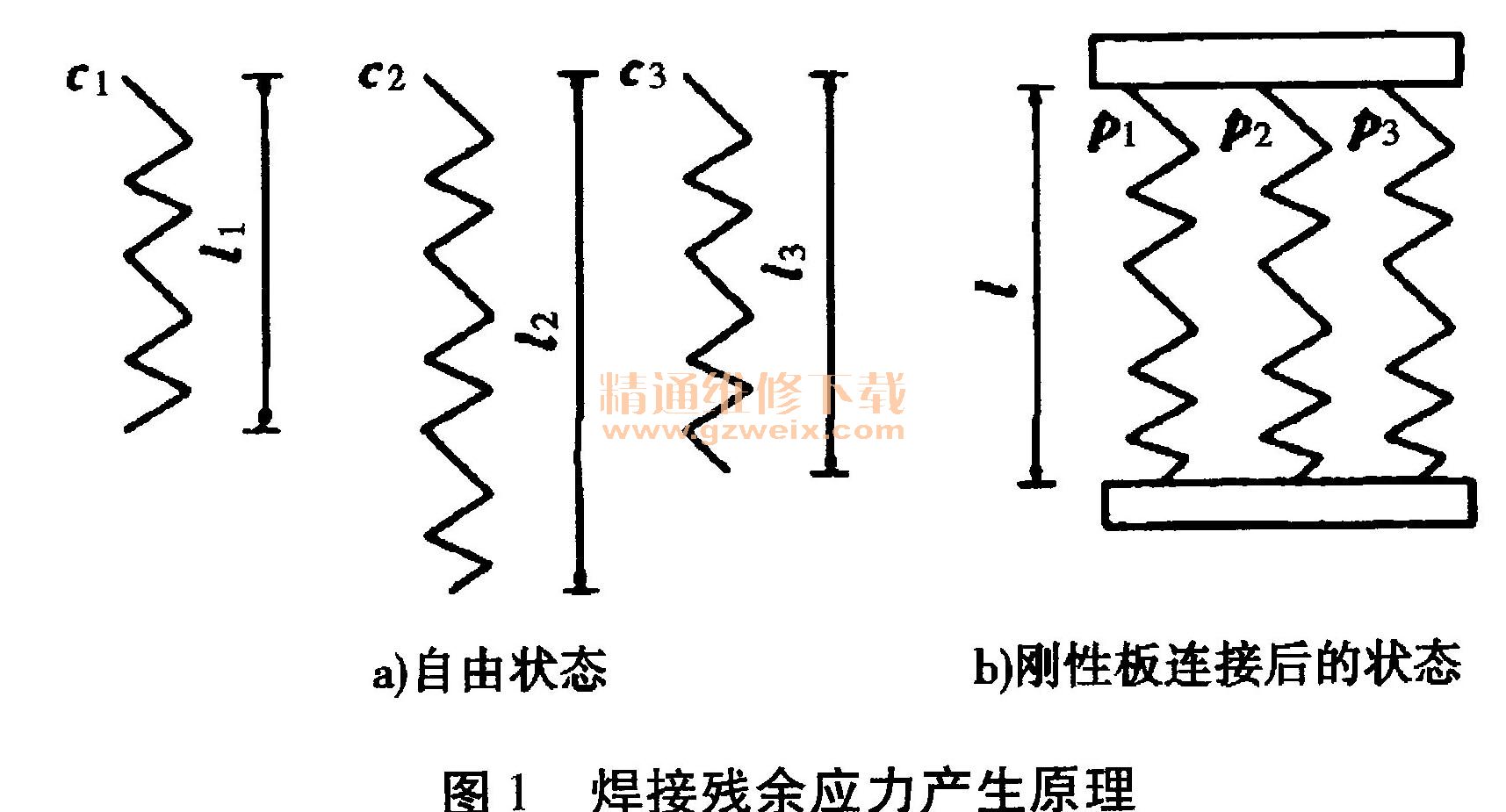
其中,P1、P3受拉力作用设为正值;P2受压应力作用设为负值;此时P1、 P2、P3在各弹簧中产生的应力为残余应力。由于构件静止,所以必然有p1 +P2+P3=0,说明残余应力必然是以平衡状态存在于物体内部的。由于不同部位的内应力不可能一致,所以随着时间的推移,焊件的形状和尺寸必然发生变化,因此必须对其进行必要的处理,保证焊件的质量。
3 焊接残余应力产生的原因及影响因素
焊接残余应力产生的主要原因是由焊接过程中焊件不均匀受热所产生的。焊接应力按其来源可分成三种情况:(1)直接应力。它是因焊件受热和冷却不均匀而产生的,取决于加热和冷却时的温度变化速度,是产生焊接残余应力的最主要原因;(2)间接应力。它是由焊前构件加工过程中所产生的应力。轧制或拉拔的构件都会具有相应的残余应力。含有此类残余应力的构件经焊接后原来的残余应力会叠加到焊接残余应力上,在焊后的变形过程中,往往也具有一定的影响。另外焊件在工作时受其它构件作用产生的附加应力也应归于此类;(3)组织应力。它是由材料的金相组织发生变化而产生的。此种应力固然与材料中碳含量和其他金属、非金属含量有关,但还与发生相变时的温度和冷却速度有很大关系。
以熔焊法为例,影响残余应力的主要因素体现在以下两个方面:
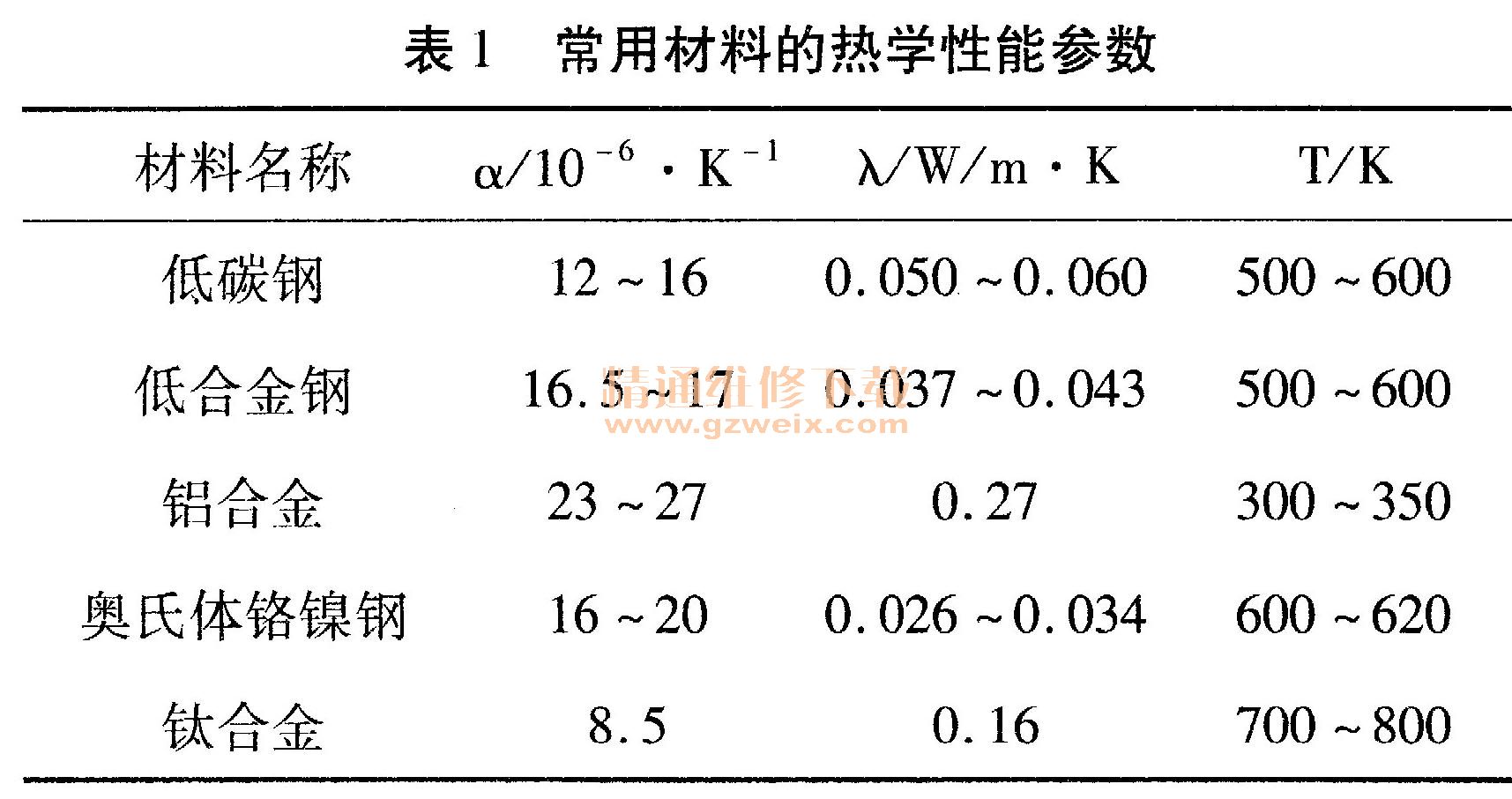
(1)材料热学性能和力学性能的影响。部分常见金属材料的热学性能在给定的温度T区间的平均值见表1。其中热膨胀系数a和导热系数λ是决定焊接热应力-应变的重要参数。热膨胀系数a、导热系数λ,比热容c,密度Q,热烩S等都是影响焊接温度分布的主要物理参数。
(2)不同类型焊接热源的影响。产生焊接应力的决定性因素是焊接时的热输入。焊接热源的种类、热源的变化速度、热能密度的分布、焊件的形状与尺寸等都影响着热源引起的温度场分布,因而影响着焊接残余应力的分布规律。
4 处理焊接残余应力的方法
4.1减少残余应力的焊前措施
(1)合理的结构设计。焊件在设计时应该结构尽量简单、尺寸合理、所用材料工艺性好、厚薄变化均匀等都能有效地减少焊接应力,提高产品的合格率。
(2)合理的工艺设计。设计焊接工艺时应尽量做到,减少焊接接头数量;焊缝与焊缝间应保留足够的距离;焊缝应避免交叉,尽量不要出现十字焊缝;焊缝要尽量远离高应力区;焊前预热等等。
4.2消除残余应力的焊后措施
(1)热处理消除法。在生产中热处理是常用的消除焊接残余应力的方法。退火是工程上最常采用的处理方法。退火温度越高、保温时间越长,消除焊接残余应力的效果也就越好。但是温度过高带来的负面效应也很明显,它会使工件表面氧化速度加快,金相组织发生变化的可能性增大,甚至影响构件的机械强度或表面特性。高温蠕变与应力松弛理论为此提供了一种新的解决问题的方法,工件在较低温度时会发生蠕变,材料内部的残余应力会因应力松弛而减小,只要保温时间满足要求,从理论上讲残余应力就可以彻底消除。采用低温消除焊接残余应力时,材料的金相组织和机械、表面性能等几乎不发生变化,对构件使用性能的影响基本可以忽略,这样就实现了在保持材料力学性能和金相组织基本不变的情况下有效降低焊接残余应力的目的。
(2)拉伸消除法。残余应力也可采用机械拉伸法(预载法)来处理,例如对压力容器或压力管道可以采用加压试验,也可在焊缝两侧局部加热到200℃,造成一个高温区,使焊缝区因高温膨胀而得到拉伸,以减小并消除焊接残余应力。
焊接残余应力的消除和调整必须采取正确的焊接顺序,合理的焊接工艺,较低的焊件刚度,并在焊件的某些部位局部加热,使焊缝能在一定范围内自由收缩。如果焊接的各个环节都有效减小残余应力,最终便可以极大地提高材料的使用寿命和机械性能,在机械加工工程上具有重要的现实意义。
(3)机械振动法。机械振动法是利用由偏心轮和变速电机组成的激振器,使焊接结构件发生共振所产生的循环应力来降低焊接内应力的方法。经过对其残余应力的变化情况分析得出,当交变载荷达到一定数值,经过多次循环振动后,焊接结构中的残余应力明显降低。
这种处理方法所用设备简单,成本较低,时间较短,无高温回火给金属表面造成的氧化问题,目前在生产中使用较为广泛。
(4)爆炸消除法。从20世纪80年代初期,我国部分专家开始从事新的消除残余应力方法的研究,并取得了一定的实际效果。该方法是用适量的炸药以适当的方式在焊接构件的残余应力区内沿一定方向引爆,利用爆炸产生的冲击波使残余应力区发生塑性变形,以此减少或消除残余应力,此法称为爆炸消除法。爆炸消除法不仅可以彻底消除焊接区残余拉应力,还能在焊接区造成有益的残余压应力,但难度在于对爆炸的当量及方向的控制上。
5 结语
(1)在焊接的整个过程中,都会在焊接构件的内部产生自相平衡的内应力。因作用时间不同可分为瞬时应力和残余应力。
(2)残余应力的产生主要是由焊接过程中加热不均引起的。按其发生源不同分为直接应力、间接应力和组织应力。焊接残余应力主要是由直接应力形成的。
(3)采用熔焊法焊接的构件,其焊接残余应力的大小和分布主要与材料热特性、力学性能和不同类型焊接热源有关。
(4)焊接残余应力在焊缝区域内普遍存在,只要采用适当的处理方法是能够减小或消除的。不同的残余应力消除法适应不同的焊接构件,决不可用一种方法来处理各种不同材料、不同结构、不同尺寸的焊件。





