・上一文章:谈卫星精确定位导航自动驾驶技术在昌吉州应用
・下一文章:梅赛德斯-奔驰乘用车控制单元槽进水问题的解决措施
摘要:连杆组件是发动机的重要组成部件之一,如果装配质量不过关,会影响发动机的正常工作。本文详细地介绍连杆螺栓和自锁螺母的装配要点,连杆轴瓦、连杆衬套、连杆盖的装配要点,以提高发动机的修理质量。
连杆组件由连杆体、连杆盖、连杆螺栓和连杆轴瓦等零件组成。连杆的两个端头,一端为小头用来安装活塞销,以连接活塞;一端为大头与曲轴的连杆轴颈相连。连杆小头中压有青铜衬套,套装在活塞销上。小头侧面各留有一定的间隙以防止工作时在销孔座处卡住。在连杆小头的上方和衬套上黏有集油孔,并与衬套内表面的油槽相通,柴油机工作时,飞溅的机油落入孔中润滑活塞销和衬套。连杆螺栓是用来将连杆盖和连杆连接为一体的专用螺栓。连杆轴瓦安装在连杆大头孔座中,与曲轴上的连杆轴颈装在一起,是发动机中最重要的配合副之一。在发动机大修中离不开连杆组件的装配,做好连杆组件的装配工作,对减少发动机故障发生率有着重要的意义。
1 连杆螺栓和自锁螺母的装配
连杆大头与曲轴连杆轴颈的连接,是柴油机最重要的结合。连杆螺栓经常承受交变载荷,它常采用优质合金钢或优质碳钢制造,并经调质热处理,不能用普通螺栓代替,以免因强度不够而疲劳断裂。在使用过程中,应注意检查其固紧情况,防止松动;定期拆装检查它有无裂纹和过度伸长等情况,必要时应及时换新。
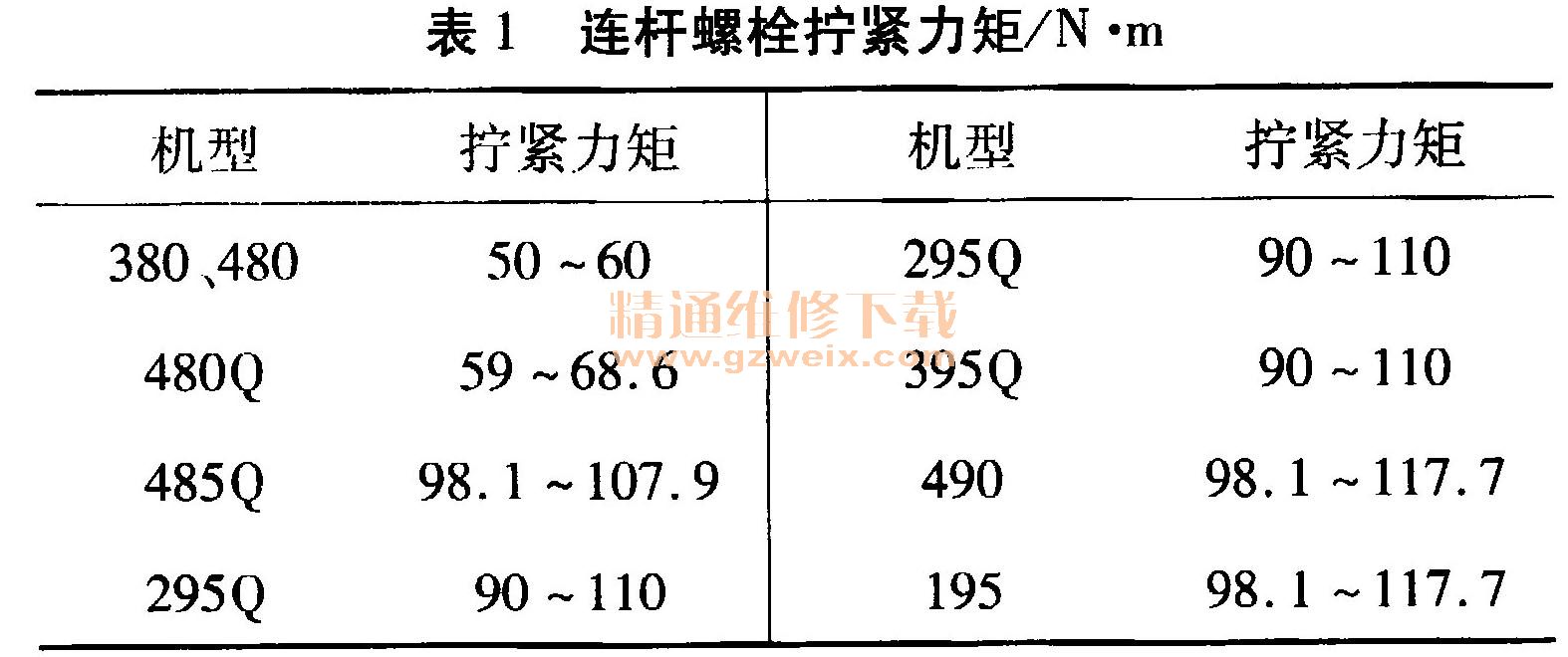
装连杆螺栓时,要对连杆螺栓做全面检查,确认其无缩颈现象并且螺纹合格方可使用。应注意连杆螺栓和连杆螺母为英制螺纹,安装时螺纹上应涂抹一层发动机润滑油,将螺母平顺地拧到螺栓上。表1是几种机型连杆螺栓(母)扭紧力矩。在装配时,应分2~3次、交替均匀地将连杆螺栓拧紧到规定的力矩,不能过大或过小,以免工作中造成连杆螺栓断裂等事故。
为防止螺栓松动,在连杆处用开口销、锁片或锁紧铁丝锁牢。目前在发动机上广泛使用自锁螺母。
当拧紧自锁螺母时,螺栓给螺母以拉力,同时螺母的支撑平面产生反作用力。由于螺母底面呈凹形,支撑面平均直径大于螺纹平均直径,便产生弯曲力矩,使螺母开槽上端向里弯曲收紧而自锁。此外,螺母的开槽又偏向正六角形每边的一端,使开槽后端处的厚度大于前端处,因而前端的收紧量大于后端的,使螺母沿松开方向转动时阻力更大,产生了第二层自锁作用。实践证明:只要按规定的力矩拧紧,这种自锁螺母的自锁效果是可靠的。自锁螺母经反复拧紧与松退,其自锁能力将自然下降,因此,在大修时应更换连杆自锁螺母。
2 连杆轴瓦的装配
连杆轴瓦装在连杆大端孔内。它是一种滑动轴承(只有极少数小型发动机用滚动轴承),由两个半圆形的瓦片组成,通常称为轴瓦。现代发动机大都采用薄壁轴瓦。薄壁轴瓦是在钢制的瓦背上浇铸一层减磨合金(0.3~0. 8 mm)。连杆轴瓦可以保护连杆大端孔和曲轴的连杆轴颈,使连杆和曲轴能够较长期地使用。
连杆轴瓦应成套更换,尺寸应与连杆轴颈的尺寸相对应。连杆轴瓦上下瓦可以互换。连杆与连杆盖是成对加工的,不允许更换。选配轴瓦时要先检查瓦片的弹性,当瓦片压入瓦盖后,瓦片与瓦盖要有一定的紧度,若瓦片能从瓦盖上自由掉下来,则瓦片不能继续使用;瓦片压入瓦盖后,应稍高于瓦盖平面,一般为0.05~0. 10 mm。
连杆轴瓦属易损零件,其磨损速率主要受润滑油的品质、配合间隙以及轴颈表面粗糙度的影响。机油品质差,杂质多,轴承间隙过小,容易造成轴瓦刮伤或烧瓦故障;间隙过大时,油膜不易形成,轴瓦合金层易产生疲劳裂纹甚至剥落。在选配连杆轴瓦前,应对连杆大端的端隙进行检查,连杆大端的侧面与曲轴曲柄之间有一定的间隙。一般发动机为0.17~0. 35 mm,柴油机为0.20~0. 50 mm,若超过规定值时,可修复连杆大端侧面。
安装连杆轴瓦时,必须保证按原来的安装位置装回,不得错装。瓦片和瓦座之间必须清洁和紧密贴合,并应保证轴瓦和轴颈之间的规定配合间隙。装配轴瓦时必须注意轴瓦的高度。高度过大时可锉修或用砂纸打磨;高度过小时应重新配瓦或修复座孔。注意严禁在瓦背加垫垫高轴瓦,以免影响散热和造成轴瓦松动、损坏。连杆轴瓦应该按配对号和顺序号装配,并按规定扭矩均匀地拧紧螺母和螺栓。连杆轴瓦上制有定位唇,安装时两个定位唇分别嵌入连杆大头和连杆盖上的相应凹槽内,防止轴瓦在工作中产生转动和轴向移动。
3 连杆盖的装配
连杆大头做成分开式,与杆身切开的一半称为连杆盖。为保证连杆大端孔在装配和工作时的精确几何形状,通常连杆体与连杆盖配对加工,并在其上标有配对记号和标明第几缸的数字,安装时不可弄错,且记号在同一侧。此外,连杆体与连杆盖的配合都有定位措施,有止口定位、销套定位、锯齿定位和螺栓定位(即在连杆螺栓上加工出定位带)。
4 连杆衬套的装配
发动机大修中,在更换活塞、活塞销的同时,也要更换连杆衬套,以保证它们之间的配合要求。衬套与连杆小头孔的配合,不同的机型规定了不同的过盈量。过盈量过大会造成压装衬套困难,还易把衬套压坏。过盈量的测量,可用游标卡尺分别测量连杆小头孔内径和新衬套的外径,以此为根据选择具有一定过盈量的新衬套。同时,还要求衬套有一定的加工余量,如过厚,铰削次数多,容易铰偏,过薄不易铰成。经验的判断方法是:在衬套压入连杆小头孔之前,最好先与欲配的活塞销试套,如能勉强套上,则为合适。套不上,说明加工余量太大;套上后松旷,加工余量太小,均应重新选配。
新衬套在压装前先用比衬套内径稍大的铣子,铣出旧衬套,并检查衬套座孔有无毛糙卷边,否则应予修整,以防擦伤衬套外圆。将新衬套外圆有倾角一端朝向连杆小头座孔,放置端正,并用锤打入少许,然后放在虎钳上,慢慢夹紧压入。注意,对于整体式衬套应使衬套与连杆小头油孔对正;对于两个半截式的衬套,应使衬套压至连杆小头油孔的边缘。
")
")
")
")

