・上一文章:图解潍柴WP.10-336柴油机Bosch共轨系统油路(上)
・下一文章:研究基于Labview的汽车平顺性测试分析系统
最新一代的活塞环涂层是按物理蒸汽沉淀(PVD)法制造的。原则上,这种主要在铬氮(CrN)基础上形成的涂层(见图9),其性能特点是具有1800~2000HV之间极高的硬度、低的摩擦系数和陶瓷结晶体组织,因此这种CrN涂层显现出较低的磨损率和较高的化学稳定性。但是,这种从簿层技术衍生而来的涂层工艺,使得PVD涂层在活塞环上的应用受到了限制。事实证明,在涂层厚度超过50μm的情况下,由于极高的涂层内应力,出现了涂层的附着和裂纹问题。要解决这些难点,首先要用钢作为PVD涂层活塞环的基体材料,同时为了减少涂层与活塞环基体材料之间的内应力,活塞环基体材料应进行氮化。通常,用于汽油机的涂层厚度为10~15μm,而柴油机,由于引起磨损的负荷较高,其涂层厚度选用30~50μm为宜。
5.涂层的性能和市场展望
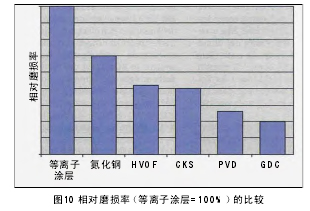
图10示出了本文所介绍的涂层相对耐磨性的比较。GDC工作表面涂层的磨损率是迄今为止最低的,特别是对柴油机而言,热负荷承载能力、抗烧损能力是必需的,而铬氮和氮化钢环不能满足现代柴油机的要求,因此通常不使用。试验表明,高负荷承载能力涂层在目前典型的车用发动机应用中没有明显差异,仍然能根据所能达到的极限负荷做出有关涂层热负荷承载能力的结论。CKS镀层满足了目前批量生产的要求,并能通过GDC来扩大其应用范围。MK-Jet(HVOF)镀层和PVD性能处于涂层分级的较高水平。
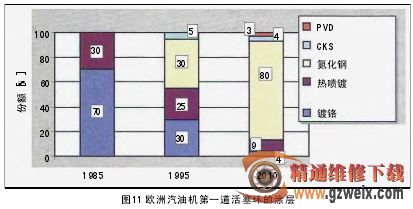
自氮化钢环在欧洲汽油机上使用以来,上世纪90年代初期是确保功能非常可靠的零件。如图8所示,氮化钢环横断面上表层中相应的硬度分布情况,通过用CKS或PVD方法附加涂层,有可能提高到要求的抗烧损能力。图11显示出1985~2010年间欧洲批量生产汽油机第一道活塞环采用涂层的情况。
对柴油机而言,为了达到要求的耐磨性和抗烧损可靠性,早期就已采用的措施仍是必要的。上世纪90年代初期,继续推广使用的铬镀层已达到了热负荷承载能力的极限,虽然等离子涂层具有抗烧损能力,但是却引起了汽缸套工作表面明显的锥形磨损,而CKS涂层的开发成功地使抗烧损的可靠性得到了大幅提高。即使比功率不断地提高,但这种涂层仍能在保持低的汽缸套磨损的同时,进一步确保必要的抗烧损可靠性。GDC铬金刚石镀层使活塞环工作表面电化学镀层的应用范围进一步扩大,以满足未来车用发动机功率进一步提高的需要。图12显示出1985~2010年期间欧洲轿车柴油机活塞环涂层的应用状况。
三、活塞环工作表面的设计
第一道活塞环工作表面的设计,在柴油机上越来越重要。第一道活塞环工作表面单边鼓形设计已经有20多年的历史,对欧洲柴油机而言已是一种标准设计。下工作边旁的微小鼓形度在功能上起着重要的作用,同时也对现代制造技术提出了更高的要求。
为了获得最佳的刮油性能,良好的活塞环工作表面设计应尽可能带有尖锐的下工作棱边。与不加工的倒圆工作棱边相比,采用尖锐的基体材料工作棱边的活塞环能改善机油耗,其最高可达到60%。
")
")
")
")

