(8)模具对位
模具对位是某些专用拉伸修复平台提供的对位方式,采用这种对位方式对车身进行修复时无需测量。例如保时捷就是采用专用拉伸校正平台,故定损时可以直接通过安装模具对车身进行对位,确定车身的变形情况,在安装新件时也不需要进行测量,可以直接使用模具进行对位,非常方便维修人员操作(图3)。

而某些品牌的通用型拉伸校正平台,需要使用测量的方式确定结构件的受损变形程度,不存在使用模具对位的说法。
在使用模具对位之前,首先要确定选用的模具是否正确。在选择模具时要先确定使用拉伸维修模具还是更换模具,因为减振器支座的拉伸维修模具与更换维修模具是存在差异的。
(9)钻连接孔
如果板件间采取的连接方式是胶粘、铆接和螺钉的方式,就需要在板件钻孔(图4)。

在钻连接孔时,需要对已经使用模具对位的结构件进行定位。对已经对位的板件进行固定,是为了防止钻孔时发生偏钻,万一发生偏钻,会造成铆接后的结构件位置发生变化而偏离定位位置。
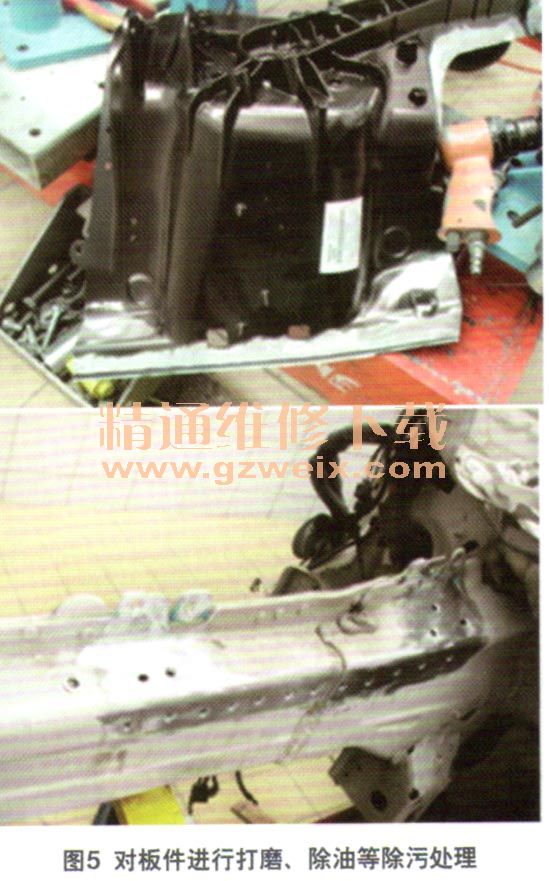
(10)旧件与新件的打磨
如果需要更换的结构件是采用胶粘铆接方式进行连接的,在更换之后就需要对结构件进行胶粘铆接。粘胶的钻合前提是要确保板件干净无油污,因此,在使用粘胶进行连接前,必须对板件进行打磨、除油等除污处理(图5)。
如果需要打磨的是铝件,打磨机的速度要调整到1 800 r/min左右。
在进行打磨除污之后,还要对板件进行清洁度检查,防止清洁度不够导致粘胶黏合不牢。
(11)打胶
打胶时要围绕孔的周围进行,粘胶标准厚度是1 mm左右。
打胶前应先把混合胶的前30 mm挤掉,待混合充分后再进行打胶作业。双组分胶如长期裸露在空气中,粘胶会发生变质,故在每一次使用前,都要先更换混合嘴。
(12)铆接
进行铆接时,要使铆钉枪垂直于板件,并尽量接近铆钉的最底部。
在进行铆接时,要用铆钉枪压紧铆钉,在进行铆接之前,要在每个孔上插上铆钉,防止在铆接时由于铆接的拉紧力导致铆接孔错位。
(13)表面打胶
在进行铆接作业之后,要对板件接缝处和铆钉进行打胶处理,打胶起到密封和防腐的作用。
在接缝处和铆钉、螺钉表面打胶,能很好地将被切割的部位和表面没有涂抹漆膜的部位与空气隔绝。
进行胶粘铆接后,在12h内不能拆卸模具,24h内不能加载。在做完粘胶12h内,车身都应固定在拉伸校正平台上,不能拆卸模具,更不能移动。12h后可以移动,但是在24h以内不能对修复区域加载重量,防止由于粘胶未干发生变形。
上一页 [1] [2]





