・上一文章:用PROG-110取代自动装药机的PLC
・下一文章:平板手机与家电设备的对接方案
我们利用DeIphi软件结合数据库技术试验成一系统,可以对两个步进电机的启停、步长、速度控制,还有多个信号输入输出点,Windos桌面,有编辑,手动功能,操作简单,的确可成为DIY数控。
硬件环境:1、电脑一台(具有ISA总线插槽);2、控制卡一块(自制);3、步进电机两台;4、步进电机驱动两块(可自制)。
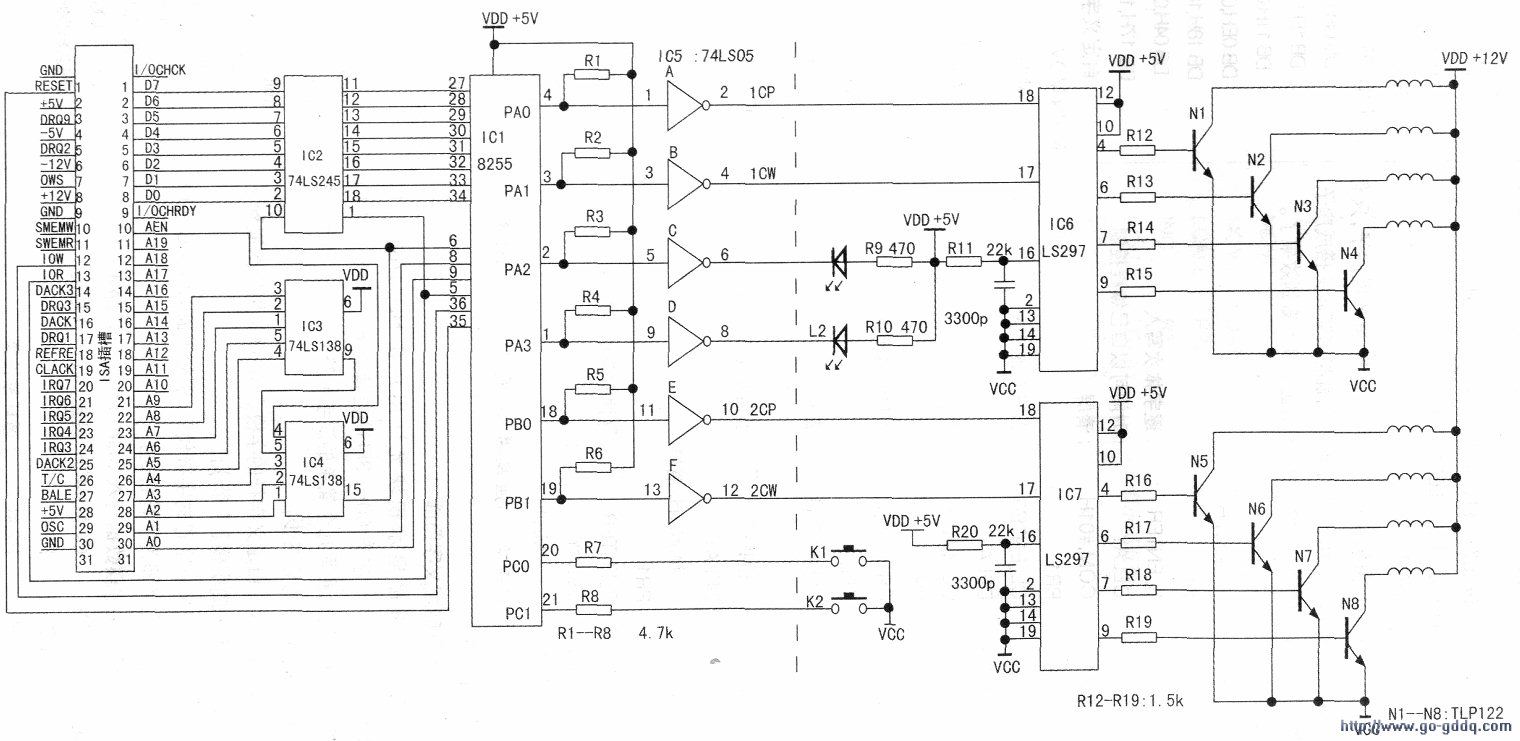
制作说明:个人电脑提供了多个ISA插槽,控制卡就是插在这个槽上与外界通信的。ISA插槽是62线的,其引脚功能见图。我们只使用以下引脚:地址总线AO-A19;数据总线DO-D7;系统复位RESET;地址允许AEN;I/O读IOR;l/0写IOW。8255是一块并行接口芯片;信号从PA、PB、PC端口输入输出。电路图虚线左边是控制卡电路,右边是12V步进电机驱动电路。控制卡有条件可以做成双面板。我们是利用一块旧ISA接口声卡留下金手指,把元件焊接在试验板上,再用导线连接对应的金手指,用螺丝固定而成。见实物图照片。
步进电机选用5寸软驱电机,L297是步进电机专用芯片,20脚双排直插式封装,④,⑥,⑦,⑨脚为环形脉冲输出,(17)脚是电机方向控制,(18)脚是速度控制。TLP122为中功率达林顿管,焊接好两块电路用来控制X轴和Y轴两个电机。如果选用别的大功率步进电机,就要选与它配套的驱动电源,大功率电机一般都有成品驱动电源买。
软件环境:
1、Windos9X操作系统
2、Delphi
软件采用Delphi结合数据库技术开发完成。加工程序存储在数据库中,能方便地实现加工程序的编辑、修改及调用。该系统由以下几个模块组成:
1、输入信号模块:通过收集各输入端口的信号,再进行相应的操作。
2、输出信号模块:根据加工程序设计的要求,进行相应的输出操作。如:进行主轴的启停、刹车等控制。
3、步进电机驱动控制模块:根据加工程序设计的要求,控制步进电机的动作。如:步长、速度、方向。
以下对程序中使用的函数加以说明:
1、moveUp(port:word)函数:此函数为向port端口发送正转的脉冲信号。
2、moveDown(port:word)函数:
此函数为向port端口发送反转的脉冲信号。
3、 putstu (port:word;val:byte)函数:此函数为向port端口输出控制信号。
4、getstu (port:word;val:byte)函数:此函数为从port端口接收控制信号。
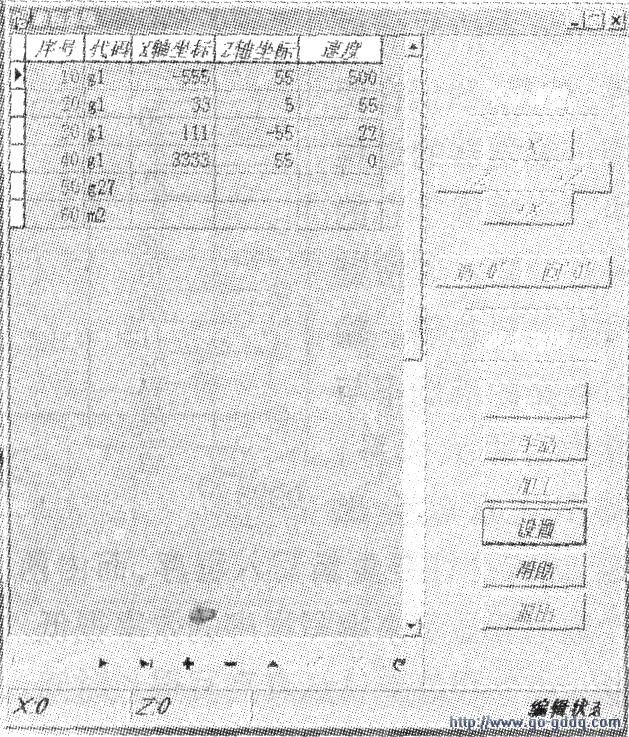
软件安装运行后,见图,纯人机会话界面,有编辑、手动、加工、设置功能,左边是程序编写区,程序代码采用国际ISO标准符号,加工时,下方还有步进电机移动时步长和方向动态显示。软件简捷明了,操作方便。
控制卡输入输出定义:PAO:X轴电机速度输出;PAl.X轴电机正反转控制。
PA2、PA3.输出口(L1、L2、LED指示,也可以控制继电器)。
PBO.Y轴电机速度输出;PBl.Y轴电机正反转控制。
PCO、PCl.输入口(K1,K2按钮,也可是限位)。’
此系统安装和制作都简单,经试验能达到设计要求。如果应用在工厂环境中,一定要考虑信号隔离,抗干扰等问题。
")
")



