・上一文章:SCS-500E稳定控制装置现场应用问题分析及对策
・下一文章:主动配电网背景下无功电压控制方法研究综述
摘要:本文介绍高压加热器传热管的材质选择,分析SA-803 TP439铁素体不锈钢焊管的不同制造工艺及技术,以供后续工程参考。
高压加热器是核电站常规岛最重要的辅助设备之一,其性能和运行可靠性直接影响核电机组的运行效率和可用率。机组的启停和负荷的急剧变化,可导致高压加热器的运行工况越来越恶劣。据统计,传热管冲蚀导致的泄漏是高压加热器故障的主因,因此传热管的质量控制是控制高压加热器质量的关键。按照《核电中长期发展规划(2005~2020)》,我国到2020年要实现核电装机4 000万千瓦(约占装机总容量4%),这意味着在未来对核电用高压加热器传热管有大量需求。后续核电站在选择TP439不锈钢U型管时可借鉴其在国内核电的应用。
1 高压加热器传热管的材质选择
铁素体不锈钢TP439与奥氏体不锈钢TP304在化学成分上最大的区别是,TP439基本不含镍(Ni),但添加了稳定的化学元素钦(Ti)。由于镍的价格高,因此铁素体不锈钢TP439相比奥氏体不锈钢TP304有价格优势。
铁素体不锈钢TP439在高温下有良好的力学性能,与奥氏体不锈钢相比还具有良好的传热性、耐氯化物应力腐蚀、耐磨和耐冲蚀性能,在国内外核电机组的高压加热器上已得到大量应用。但铁素体不锈钢TP439材料延展性差,在实施涨接工艺时根据TP439的低温脆性转变温度的特性,建议涨管时管板温度要在25℃以上。国内已有生产厂家出现过胀管时温度低,导致管子冷脆破裂的问题。
2 SA-803 TP439铁素体不锈钢焊管的不同制造工艺及技术分析
目前,国内核电铁素体不锈钢TP439有业绩的供货方有法国法钦美公司、德国舒乐公司和美国普利茅斯公司。法国法钦美公司和德国舒乐公司针对SA803 TP439材料的焊接钢管采用激光焊,焊接过程中采用特殊控制手段来控制焊缝内余高,外焊缝采用抛光方式(横向)去除焊缝余高。美国普利茅斯公司针对SA803 TP439材料的焊接钢管采用不添加焊丝的惰性气体保护焊(以下简称TIG焊),制造过程中内部有一根芯棒,外部外加辊轮对焊缝进行碾压成型,不对焊缝进行打磨或抛光工序。下面针对SA 803TP439材料的焊接钢管不同制造工艺及技术进行分析。
2.1制造工艺
目前,国际上SA-803焊接钢管的生产工艺过程按照焊接方法可分为“TIG焊”和“激光焊”;按照去除焊缝余高方法可分为“打磨或抛光”方式和“碾压”方式。
2.2技术分析
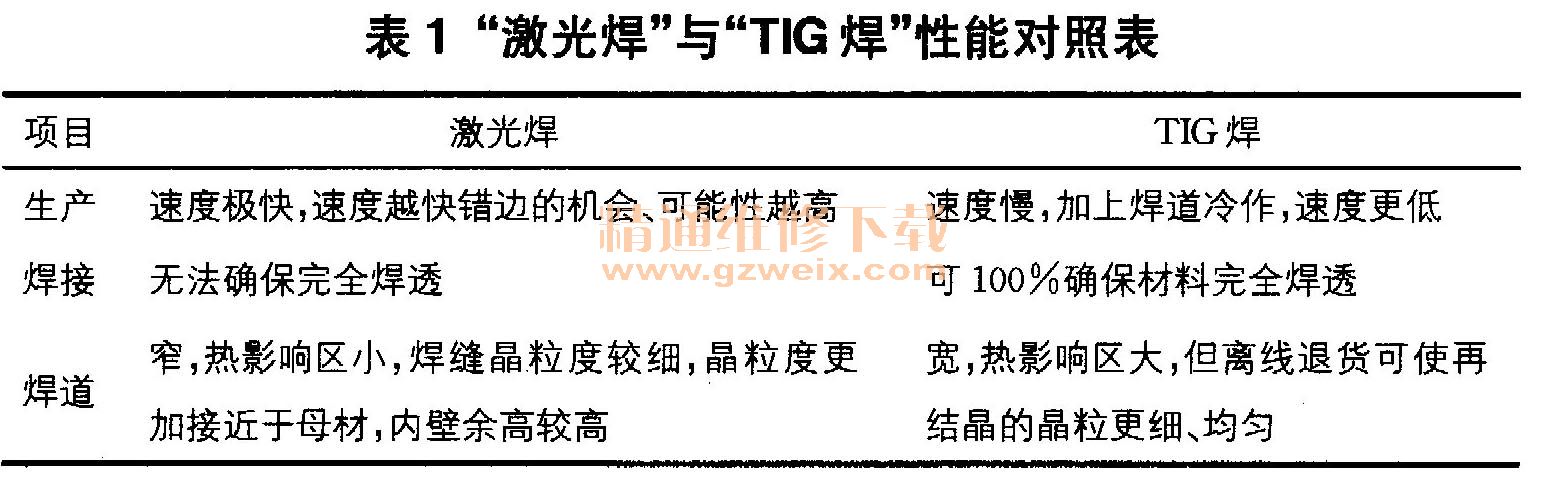
(1)焊接方面。一般来说,“激光焊”的热输人量较“TIG焊”更小,焊缝韧性更好。但“激光焊”和“TIG焊”各有优劣,均能满足此类焊缝的焊接质量要求。在保证质量的前提下,“激光焊”比“TIG焊”具有更快的焊接速度,生产效率高,因而价格也更为便宜。“激光焊”与“TIG焊”性能对照见表1。
(2)去除焊缝余高方面。焊接方法确定后,对于去除焊缝余高方法不同的“打磨或抛光”方式和“碾压”方式都采取了相应的工艺方法来保证质量。例如“涡流探伤”、“超声波探伤”等无损检测,抽取一定比例试件进行破坏性试验等。
“打磨或抛光”方式采用内部充氢保护焊缝成形,外部抛光的定径工艺变形量极其小,不存在需要二次拉拔引起的变形量加大以及需离线进行热处理造成管子变形大等问题;在轻度冷加工条件下,塑成焊缝均匀的机械性能,可适应高焊接速度;外焊缝无碾压,内壁包括内焊缝无芯棒接触,无污染风险。“碾压”方式内壁与芯棒接触,如有污染则必然存在降低抗点腐蚀性能的风险;同时过重冷加工,导致运行过程中TP439脆性裂纹的风险增加。
这两种工艺均需要对焊缝进行处理。因为焊接后必然产生焊缝余高,如果焊接过程中没有余高,金属的凝固收缩作用将导致焊缝处极易凹陷。一般制造厂在保证后续管子管板焊接和胀接质量的前提下提出了对传热管焊缝余高的限制,即外焊缝余高为零,内焊缝余高不大于控制All值(一般为0. 01mm)。这些控制阂值由不同厂家以不同的工艺进行保证。
3 TP439焊管在国内核电的应用
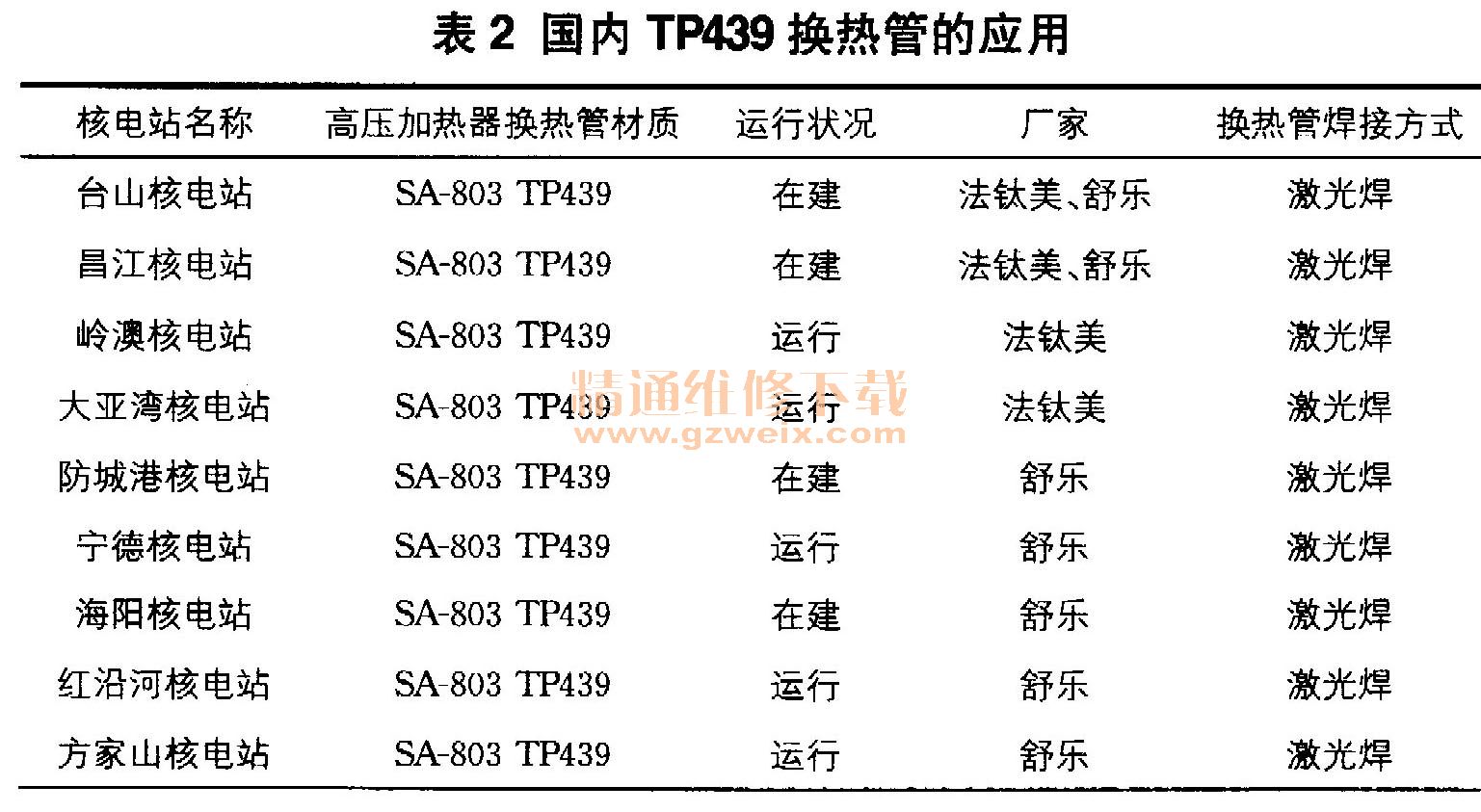
目前,国内采用铁素体不锈钢TP439核电U型管的80%以上为激光焊,相关情况见表2。

4 结束语
按照目前的工艺水平,“激光焊”与“TIG焊”均能满足铁素体不锈钢TP439焊接钢管的制造质量要求。据统计,目前国内采用铁素体不锈钢TP439核电U型管的工程中,“激光焊”由于具有成本低的优势而在国内核电中占据主导地位。另外,建议在选择TP439不锈钢U型管时,关注该管材的冷脆问题。





