・上一文章:AOD投料PLC控制(2)
・下一文章:PLC实现两线连接型数显仪表系统设计
[摘要]论述AOD投料系统的PLC控制,结合HMI操作画而重点分析PLC控制的核心部分:料批的处理,同时还介绍了一些操作模式、一个炉攻内所用到的各种批次以及与上位机的通信等内容。
[关键词]料批;称重;加料顺序
前言
AOD投料系统采用西门子PCS7控制系统,通过一台单独的S7—400来控制各个设备的运行。整个投料系统的控制分自动模式和计算机模式,在自动模式下操作人员只需在HMI画面上输入各种设定值并确认,程序将自动控制设备的运行。在计算机模式下,各种设定值将直接通过上位机也下传到L1并显示在L1的料批表画面上,操作人员确认后程序将自动控制设备的运行。
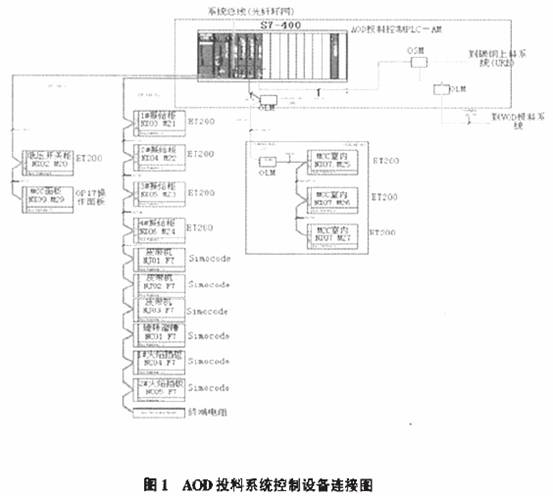
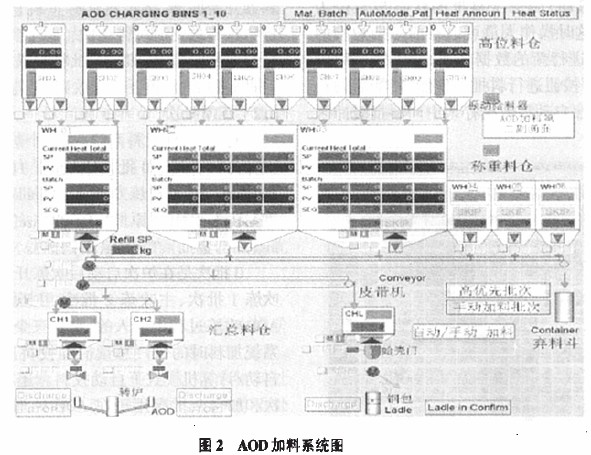
整个AOD投料系统的控制设备主要包括1台两门子S7-400 PLC、8个ET200、6个Simocode及用于通信网络连接的OSM、OLM等,如图1所示。现场设备主要包括:(1)20个高位料仓(SH)及22个振动给料器,(2)6个称重料仓(WH)及振动给料器,(3)3条可逆皮带机,(4)2个到转炉的汇总料仓(CH)及振动给料器,(5)1个到AOD钢包去的汇总料仓(CHL)及蛤壳门等,如图2所示。