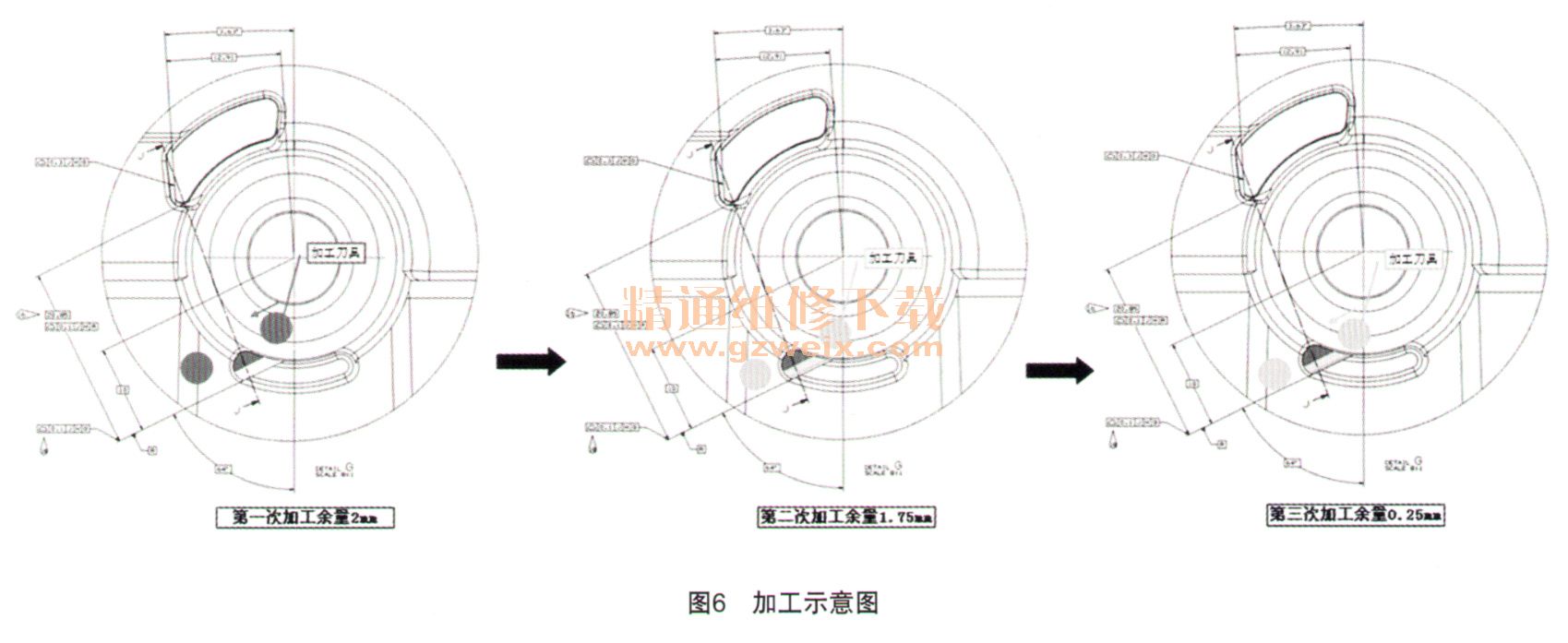
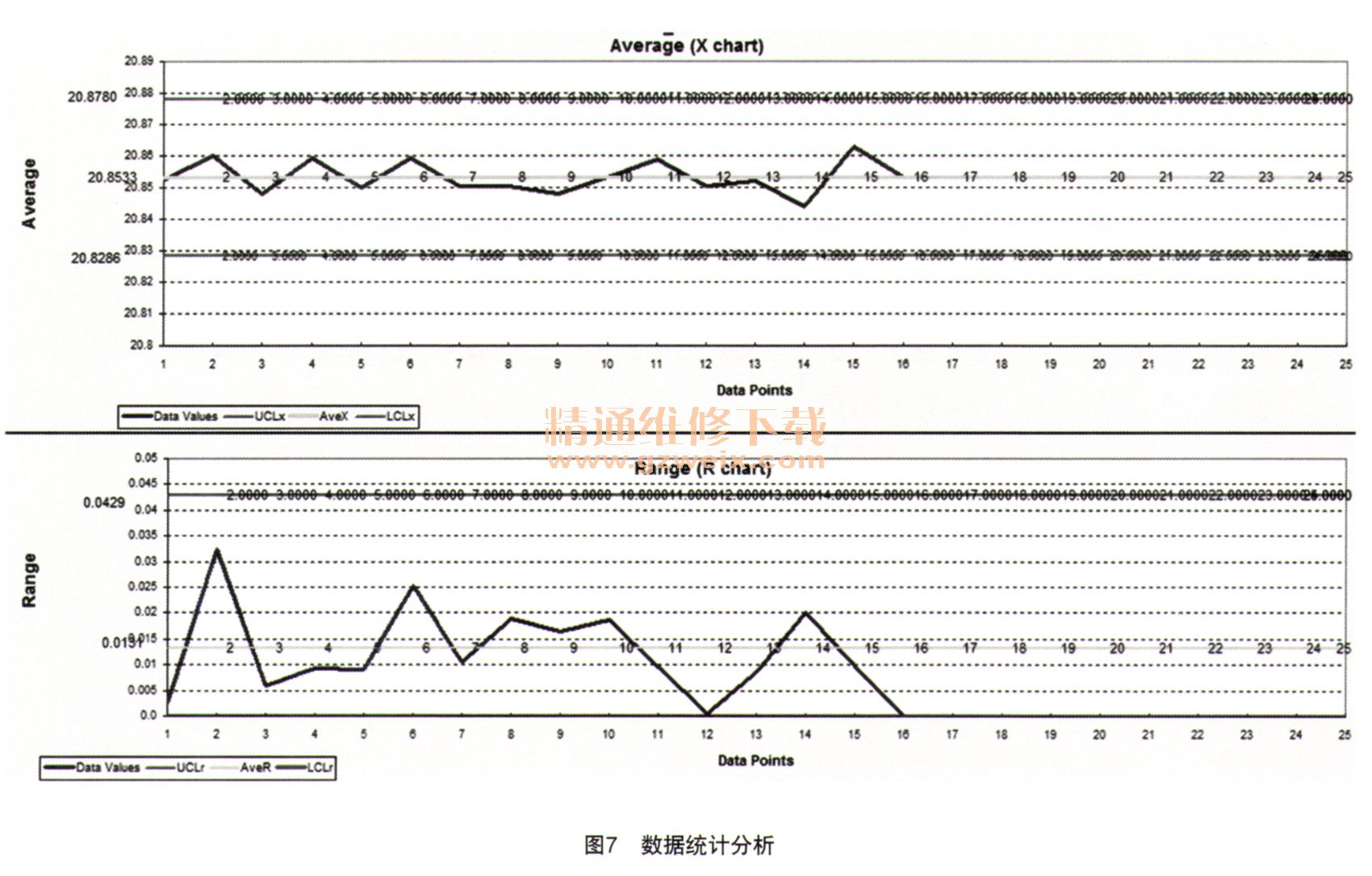
4 结论 从以上节流阀体R基准二次加工的案例可以看出,对于铝合金零件平面的加工,特别是用小刀具加工时,加工余量越小,过程能力会越高,但还需综合考虑加工节拍,不能因为追求高的过程能力而造成该工序瓶颈,所以,对于二次加工,我们在满足过程能力的条件下,选定合理的加工次数和加工余量是非常重要的。
上一页 [1] [2] [3]
用户名: !
分 值:100分 85分 70分 55分 40分 25分 10分 1分
内 容: !
通知管理员 验证码: 点击获取验证码



")



