・上一文章:实践中农机安全生产预防工作措施
・下一文章:关于工程车辆驾驶舱采暖功率计算的探讨
3 轻量化结构设计
除直接运用轻量化材料代替普通钢板外,也可以对车身整体结构进行分析和优化,实现汽车零部件的整体化、集成化和精简化。随着结构设计软件的发展,一般利用CAD、CAE技术进行车身布局设计和室体结构优化,对各构件的形状、配置、板厚进行强度、刚性的计算和分析,同时能够在保证性能的前提下,寻求零部件壁厚减薄、数量精简和结构的整体化、合理化设计。
3.1布局优化
布局优化即考虑实际工况来实现车身整体或局部结构的最佳布局形式,如采用前置前驱布置可减少很多传动系统制件,从而达到减重目的。另外,采用承载式车身,因取消了车架从而大大减少了车身质量。
3.2尺寸优化
尺寸优化往往根据质量、强度等,优化板厚、梁截面及平面惯性矩等尺寸,以使应力分布均匀化。尺寸优化一般以汽车零部件的形状尺寸为变量,以满足各种工况下的刚度、振动、强度、吸能等为前提。汽车设计中线性静力学问题和线性振动问题,可以使用传统的数值优化算法,对轻量化直接进行设计。以线弹性尺寸优化为基础的设计方法,可以对汽车上使用的零部件进行优化并对汽车进行减重。
3.3形状优化
形状优化即通过适当改变制件的外形,使结构受力更加均匀。具体措施是对汽车结构整体或局部进行形状优化,从而使材料能够发挥出更大的潜力。工程师们一般利用有限元法来避免应力高峰使应力分布均匀化。具体做法是向承受高负荷的部位储存或增强材料,在承受低负荷的部位减薄或去除材料。
3.4拓扑优化
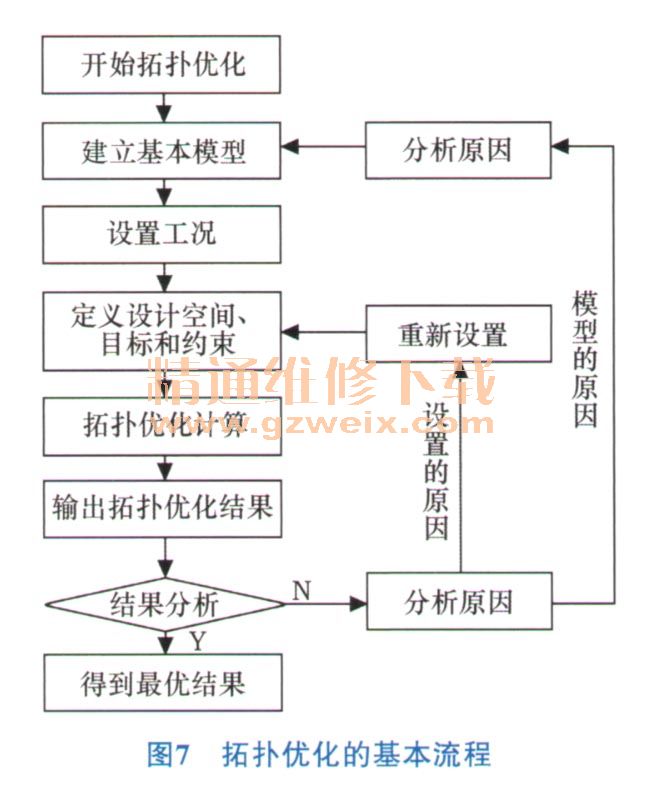
拓扑优化即对指定设计空间的材料分布进行分析,通过拓扑算法自动得到最优化的动力传递路径,以达到尽可能多节省材料的目标。拓扑优化就是寻求材料在空间的最佳分布,被广泛承认是一种最具有应用价值的方法,常用的结构拓扑优化方法有均匀化方法和变密度法。在工程分析过程中,为更清晰地定义设计空间、目标和约束,一般遵循如图7所示流程。
4 轻量化制造工艺
在使用轻量化材料和优化结构设计后,往往需要革新制造工艺来满足材料和结构的变化,如目前已广泛应用的激光拼焊板、热冲压成型、液压成型等工艺。
4.1激光拼焊板
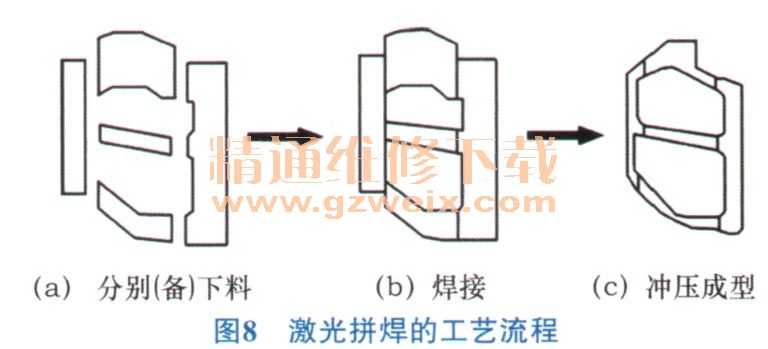
激光拼焊板(Tailor Welding Blanks、 TWB)可将不同材质、不同厚度、不同强度和不同表面镀层的板坯拼合起来,然后整体进行压型。激光拼焊板工艺已在汽车领域成熟应用,如大众第5代Golf车身激光焊达到了70m。激光拼焊的工艺流程如图8所示。
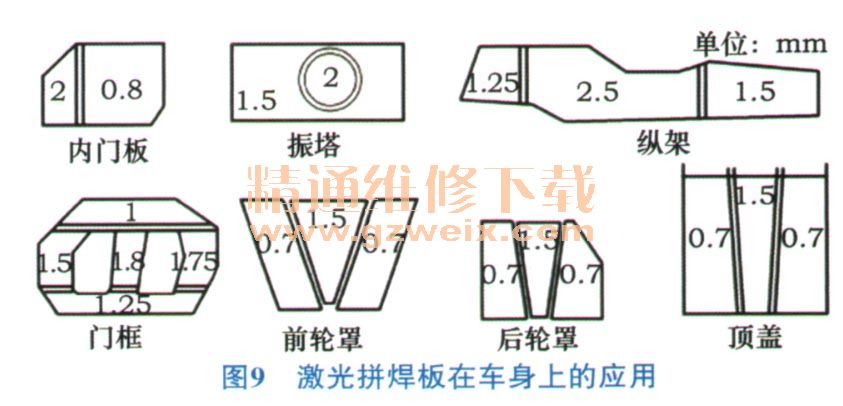
激光拼焊板存在焊缝,所以主要应用于车门内板、加强板、立柱、底板和轮罩等部件,该工艺通过减少制件数量、减薄钢板局部及去除点焊凸缘来实现轻量化目的。激光拼焊板在车身上的应用如图9所示。图9中车门内板边缘因需加装铰链,需要在0.8 mm的主板基础上应用2 mm厚的(加强)裁剪板,因无需加装额外的增强板,故车门整体减重1.4 kg。
4.2热冲压成型工艺
随着屈服强度和抗拉强度的提高,高强度钢板其冲压成型性能下降,主要表现为成型缺陷多、所需成型力大、回弹严重制件尺寸精度难以保证。如当强度超过1000 MPa时,对于一些几何形状比较复杂的零件,使用常规的冷冲压工艺几乎无法成型,所以高强度钢的热冲压工艺应运而生。
热冲压成型工艺是将高强度钢板加热至奥氏体化状态,然后快速转移到模具中冲压成型,在保证一定压力的情况下,制件在模具本体中以大于27℃ /s的冷却速度进行淬火处理,保压淬火一段时间,以获得具有均匀马氏体组织的超高强钢零件的成型方式。如图10所示的车身B柱热成型工艺。






