・上一文章:电动汽车组合仪表黑屏故障的排除
・下一文章:汽车中央电气接线盒无焊压入式连接技术的应用研究
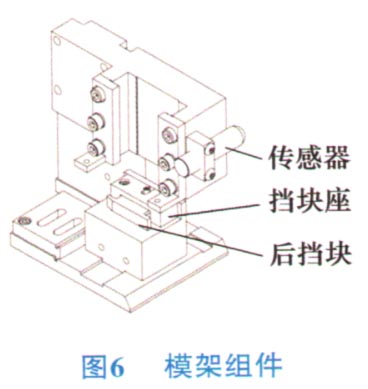
2.4模架组件
模架组件如图6所示。传感器是为了在压接时感应挂头组件中的触发片,后挡块在挡块座内,后面安装有压缩弹簧。压接前后挡块定位端子的对插端,压接完成后端子在前后方向会有一定的延伸,此时后挡块会向前移动一定的距离,该过程中始终和端子接触。这种弹性定位的结构避免了对压接后的端子造成损伤。
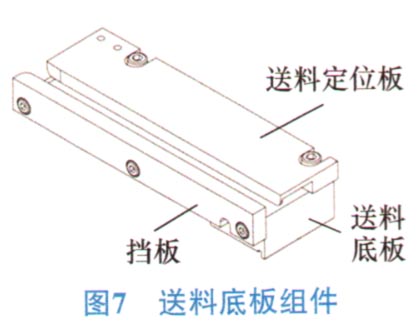
2.5送料底板组件
送料底板组件如图7所示。送料定位板和送料底板共同作用定位端子的上、下方向,送料定位板和挡板共同作用定位端子的前、后方向。送料定位板可前、后移动以适应不同长度端子的需要。
挂头组件和压接机的挂头连接在一起,不压接时处在上死点位置,定位爪14和送料爪9的下部形状与端子料带一致。不压接时定位爪14抬起,送料爪9与端子的料带部分接触,把端子送到合适的压接位置。启动压接机,在一个压接过程中:挂头组件在压接机的作用下向下运动,到一定的位置后触发片1触发到传感器1,依靠电器控制部分给电磁阀信号,此时气流通过气缸13,缸杆伸出,带动定位爪14向下移动,定位爪14固定在端子的料带上,防止料带在弹性的作用下前移或后退。此时气缸3的缸杆缩进,带动送料爪9一起后移,这时气缸7的缸杆还仅受到内部弹簧的作用。挂头组件继续下移,触发片1始终触发着传感器1,压料块2首先接触端子并在弹簧的作用下压紧端子的非压接部分,上冲头1切断料带,刀片部分压接端子,压接完成后挂头组件上移,触发片1离开传感器,此时气缸13不再受到气流的作用,在内部弹簧的作用下缸杆缩回,带动定位爪14抬起,离开端子的料带。在气流的作用下送料爪9接触料带并推动料带前进,当挂头组件又回到上死点位置时刚好把端子送到待压接的位置。挂头组件下移时重复之前的动作。
压料块2保证端子在压接时始终处在水平位置,避免了由于端子自身的弹性作用使压接时不压电线的部分上翘导致压接不良。定位爪14的下部和端子料带形状一致,在压接时能很好地定位端子的左右位置,防止切断时端子左、右移动。通过电器控制部分中的单片机,可以精确调整送料爪9送料和定位爪14向下移动时的气流时间差,使待压接端子刚好送到下刀片中心时,定位爪14向下移动,固定住料带,这样使得送料更加精准。后挡块3后面有2个弹簧,由于端子压接后有一定的延伸量,该弹性定位机构既定位了端子的前后位置,又在压接后不会对端子造成损伤。上冲头1和切断凹模6采用斜切料方式,既增加了强度,又使得切断后的料边更小,避免了由于切断料边过大导致的2组端子相互接触的现象。
模具的总结构及压接后的端子(5联)如图8所示。

3 结束语
该模具的突出特点是:采用双导杆气动送料结构,送料稳定,能适应不同步距端子和每组不同个数的需要。采用定位爪和压料块定位端子,有效防止压接过程中的端子变形现象,定位爪压紧端子后送料爪才开始后退,有效防止了送料爪回退时引起的端子料带变形现象。斜切料方式使端子的切断料边更小,更齐整。
该模具填补了此类端子国内无专用压接模具的空白,试验证明能提高生产效率近80%,且压接状态稳定,一经推出受到了客户的广泛关注和好评,为企业创造了很好的经济效益。目前该模具已申请成为国家专利,专利号:ZL2012 1 0584401.7。





