・上一文章:浅谈现代汽车电动防夹车窗技术
・下一文章:详解熔断器在汽车电器中的设计与计算
2.3 关键控制点
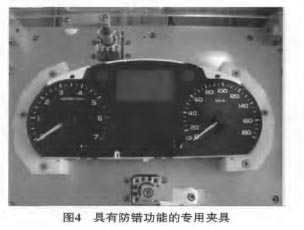
1) 夹具具有防错保护功能 (图4)
固定夹具根据零件的外形设计, 保证仪表正确放置到设备上, 并可根据不同的产品类型快速更换, 既保证了设备的通用性, 又可有效防错。
2) 夹具配置专业的旋转压合气缸用于仪表的可靠固定 (图5)
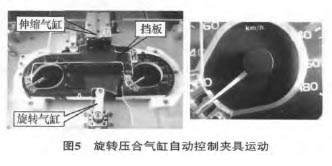
自动压针设备配有专业的旋转气缸, 当仪表放置到夹具内以后, 气缸在程序的控制下, 自动旋转将仪表固定, 同时伸缩气缸自动对夹具的压板部分进行移动, 将指针放置槽挡住, 既能防止工作人员提前放入指针的误操作, 又能保证设备的操作安全。
例如, 在过程③ (将产品放入工装并启动压装过程) 结束时, 通过气缸的运动将仪表固定, 将指针放置定位板的开槽挡住, 在过程⑤ (仪表断电,电机针轴回转至机械零位) 结束后, 通过气缸运动, 自动将挡板从指针放置定位板的开槽处移开,保证过程⑥放置指针的可正常操作。
3) 合理的装针过程, 有效的过程监测
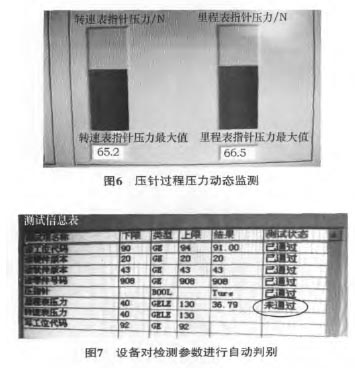
指针安装前仪表进行断电复位操作, 使得电机轴回到机械零位, 使用指针安装工装固定指针位置, 保证在仪表断电的情况下, 指针按照初始角度垂直方向压入步进电机轴, 在压针过程中对压合力进行实时的压力监测 (图6), 并自动进行测试信息判断 (图7)。
4) 确保机械零位在规定的误差范围内
步进电机是一种将电脉冲转化为角位移的执行机构, 通俗一点讲: 当步进电机接收到一个脉冲信号, 它就驱动电机针轴按设定的方向转动一个固定的角度 (即步进角, 通过软件程序控制), 该仪表的装针过程设计及控制手段, 完全能保证机械零位安装后在规定的机械零位允许的误差范围内。 在保证机械零位的前提下, 即使仪表的上电零位出现偏差, 我们也大可不必担心, 因为在仪表后续的生产校验过程中, 可以通过设备与仪表进行通信的方式, 对仪表的上电零位进行调整并将调整后的程序烧录到仪表的内部芯片中。
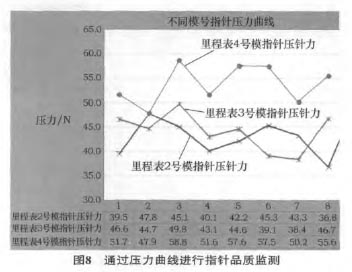
5) 指针压合力的可追溯性和进行快捷有效的
该仪表的装针过程对每套仪表的指针压合力都进行记录, 我们可以方便地调取各种相关数据进行分析, 例如通过压合力计算压针过程的SPC, 对不同批次的指针进行监控和比对, 帮助分析解决生产过程中出现的异常情况等。 我们还可以通过对不同模号的指针压合力对比, 来监测指针状态的稳定性, 如图8所示。
3 结束语
目前, 辅助装针过程设计与控制的技术水平仍在不断地改进和提升, 并且已经成为步进电机式电子仪表生产过程中基本的装备技术。 虽然国外先进的汽车仪表企业已经完全实现了指针装配过程的全自动化, 但国内由于受零部件制造水平的约束, 在大批量生产过程中很难保证零部件的一致性, 从而制约了自动化装针的发展进程。 在现代化的工业发展进程中, 随着零部件制造能力的进一步提升, 全自动装针技术必将成为步进电机式汽车仪表生产过程中的核心技术能力。
")
")
")
")

