・上一文章:基于封闭差动行星齿轮的传动轴设计及分析
・下一文章:美的MC-PP1可A型1600W多功能电磁炉开不了机
----“铜-铜、铜-钢、铝-铝、铜-铝”管道火焰钎焊工艺
4.“铜-钢”钎焊步骤
(1)处理焊接表面。使用砂布、锉刀等工具清洁、去除铜管、钢管被焊接表面的油漆、污渍,如图15所示。

(2)焊炬点火与调节火焰。点火后把焊炬的火焰调整至“碳化焰”。如果焊接技术好的话,使用中性焰也能正常施焊,但要注意控制焊枪枪嘴的火焰与焊件的距离即控制了施焊的温度。
(3)施焊。建议选用“银铜磷钎料银铜磷钎料银铜磷钎料银铜磷钎料”,该钎料熔点比磷铜焊条还低、流动性和与钢的融合性更好。为了使钢管能顺利焊接,在施焊前需要对钢管的焊接表面使用助焊剂(或硼砂)进行清洗,这样避免焊接时焊条与钢材料不粘的现象,操作时可以适当加热焊条的头部如图16所示,然后利用焊条头部的温度放到助焊剂中粘上助焊剂如图17所示,放置于被焊接部位的钢材料中,对材料进行清洗如图18所示,起到助焊的作用。
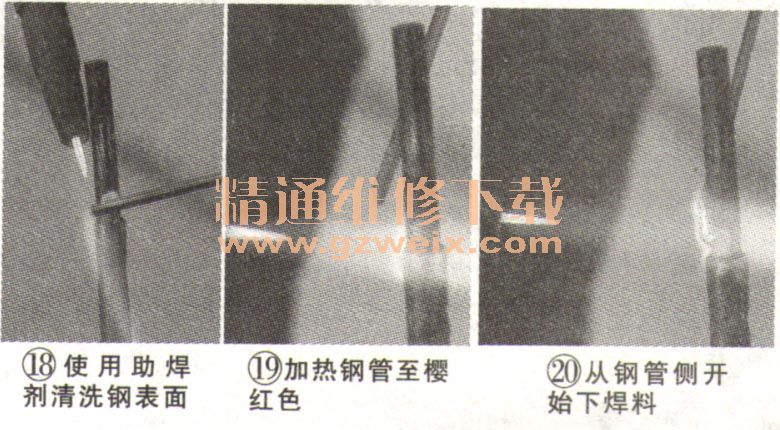
加热被焊接的“铜一钢”部位,待接近樱红色时如图19所示,先从钢的一端开始下焊料,如图20所示,利用枪嘴火焰的移动使焊料与“铜一钢”相融合。
在焊接过程中建议使用碳化焰,如果使用“中性焰”焊接,易导致焊接处的焊料生成“气泡”,影响焊接质量。
三、“铝-铝”火焰钎焊工艺
1.应用场合
“铝-铝”火焰钎焊主要应用于冰箱、冷柜蒸发器管道连接,如图21所示。

2.材料特点
在冰箱的蒸发器中,由于铝质材料具有密度小、强度高、耐腐蚀、热导和电导率高以及价格合理(与钢管材料价格相当)等优点,颇受制冷设备制造企业的欢迎。铝管材料的熔点是660℃左右。
3.钎焊操作步骤
(1)处理焊接表面。钎焊前要做好铝材料表面的清洁工作,如果表面存在油污和较厚的氧化膜,会妨碍钎料的流动,影响它与另一被焊金属的结合,导致钎焊有缺陷,如接头强度差、容易渗漏和焊接不牢等。一般使用砂布(纸)进行打磨、清洗焊接表面。
(2)火焰调节。由于铝管材料的熔点低,一般把火焰调整至“碳化焰”进行施焊。
(3)钎焊操作。由于不便于通过管子表面观察其颜色是否达到焊接的温度,所以在加热管子时,控制温度尤为重要。使用焊枪加热铝管,接着将铝焊条(焊条内含药芯,起到助焊的作用)贴到加热铝管待焊接表面,如图22所示。

只要铝焊条能与铝管相溶,说明此时的加热温度恰当,如果加热温度过高、时间过长,会导致铝管熔化;加热温度不够铝焊条不能与铝管相溶,未能实施正常焊接。
四、“铜-铝”火焰钎焊工艺
1.应用场合
“铜-铝”火焰钎焊在冰箱蒸发器与压缩机回气管连接,如图23所示,也有些厂家采用电阻焊;部分分体空调的内外机连接管中间段是铝管而两端是铜管,这时也要用到“铜-铝”。

2.材料特点
铜熔点:1083℃,铝熔点:660℃左右,在焊接操作时要注意控制火焰的温度以及施焊速度。
3.火焰钎焊工艺
由于铜、铝两种材料的熔点相差较大,加热时要把更多的热量分配在铜材上。通过“铜一铝”材料的受热,便于加热熔化的钎料在“铜-铝”所需要焊接的缝隙的湿润、漫流,然后与“铜-铝”相互溶解、扩散,冷却凝固后将“铜-铝”焊为一体。建议焊接前把管子一端做成 “杯型口”或“微喇叭口”,以便形成熔池。
4.操作步骤
(1)处理焊接表面。可以使用物理方法(如砂纸打磨)或化学方法(如酸或碱洗液进行清洗)操作。如果管道表面有油污,等会导致焊接困难,产生焊接气孔等缺陷。
(2)调节火焰。点火后并调节焊枪的火焰为“碳化焰”,以避免高温烧熔铝管。
(3)钎焊操作。加热被焊接件,要尽量把更多的火焰分配在熔点更高的铜管处,如图24所示,尽量避免使用焊枪的火焰对着“铜-铝”连接处加热,这样容易导致铜管还没有达到温度,而铝管开始熔化。接下来,将带铝药芯的焊料加到焊接处,加热使之熔化,如图25所示。

施焊过程中,原则上可以铜套铝,也可以铝套铜。根据笔者的经验,为了有效、快速的焊接,建议把铝管 套入铜管内进行焊接,这样相对容易控制焊接的质量,并且易在连接处形成熔池,使焊接更牢固。
")


")
型空调不制冷故障维修")
