・上一文章:农村配电变压器运行问题及解决方法
・下一文章:展越KG01插座式可编程时控器故障检修
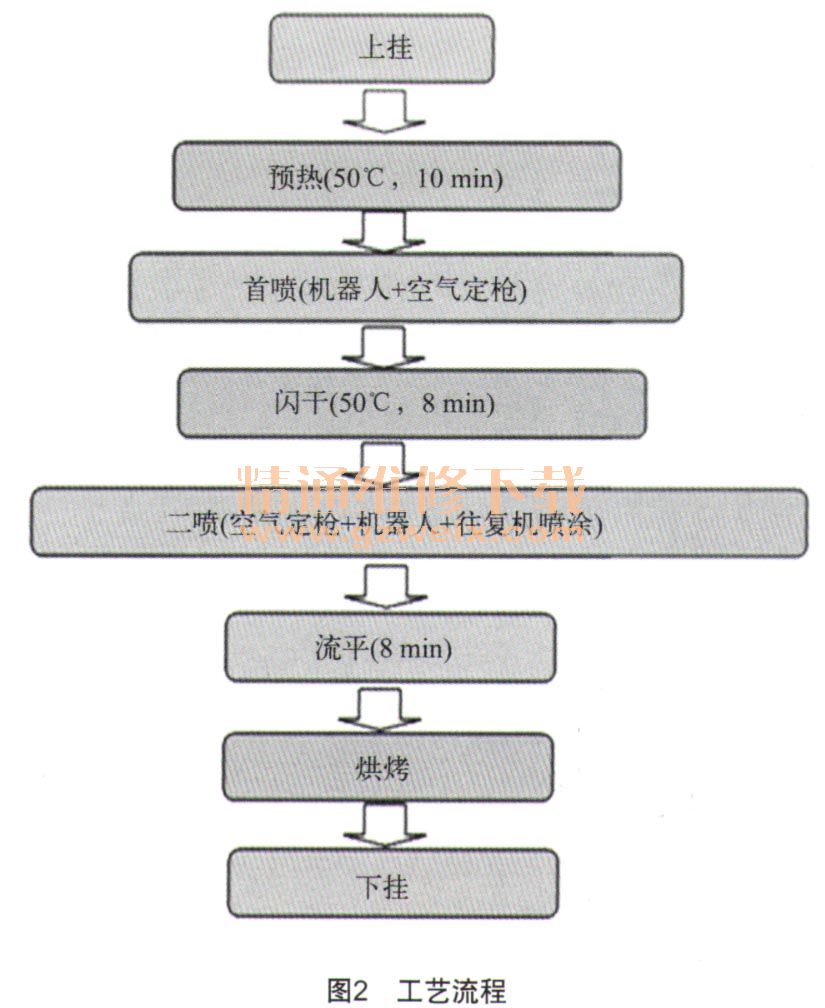
3.4.3喷涂室
a)水性喷漆室要严格控温、控湿,温度(23±3)℃,湿度60%~75%;
b)喷涂前产品温度)35℃;
c)手工段风速0.3~0.5 m/s,静电喷涂段风速0.25~0.35 m/s。
3.4.4喷涂设备
现有溶剂型旋杯需全部更换为水性专用旋杯;水性漆喷涂旋杯按加电方式分:内部加电式和外部加电式;内部加电式大都采用弹夹式供漆,涂料利用率较高,造价贵;外部加电式造价较便宜,但涂料利用率略低,且电手指容易污染,需不断清理。
3.4.5固化系统
a)水性中涂用烘炉,可以在现有烘炉基础上加长,增力低温段的保温时间,再进入高温段即可;
b)在基色漆和清漆喷涂段之间,加装基色漆预烘烤烘炉(60℃~80℃,保温5~10分钟)。
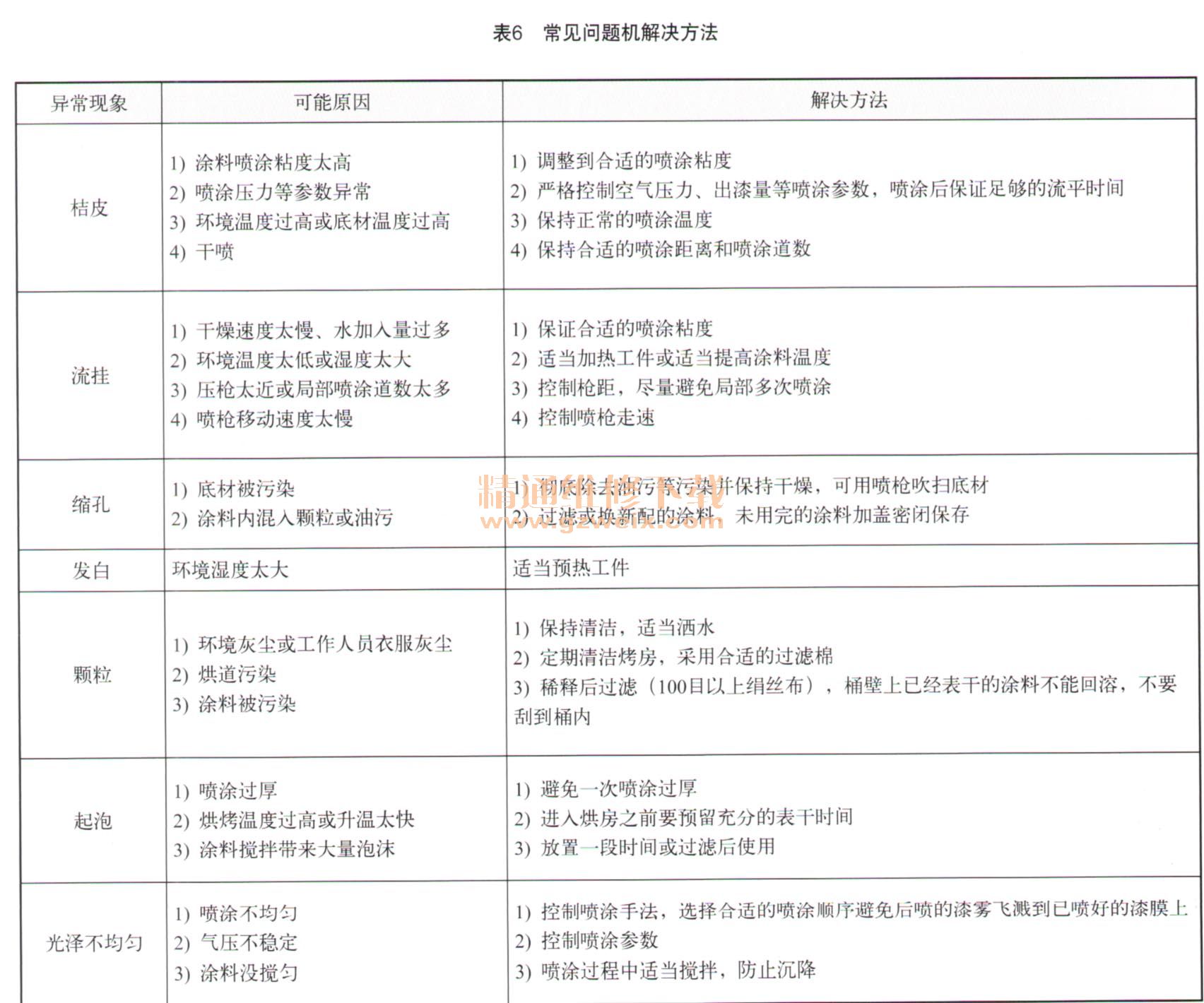
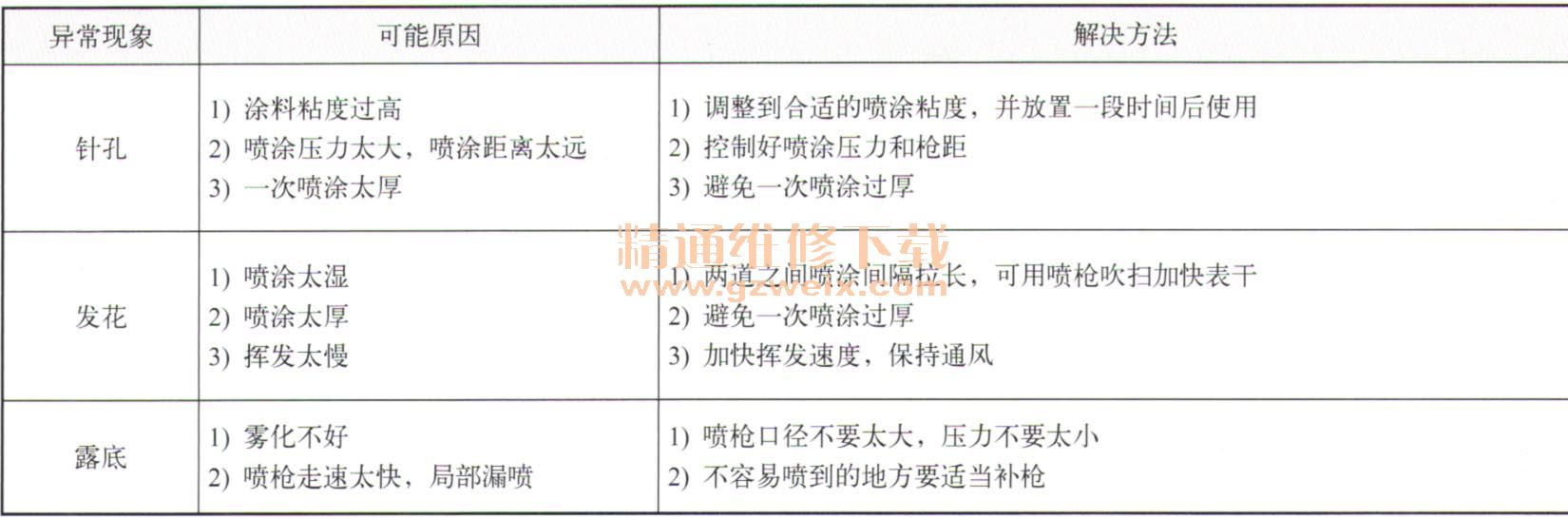
4 水性轮毂漆涂装常见问题及解决方法
水性轮毂漆涂装常见问题及解决方法如表6所示。
5 结束语
随着工业的发展,人们越来越重视对环境的生产工艺。涂装行业责无旁贷,必须朝着环境友好型涂装的发展方向,这就要求我们涂装人细致研究各种对环境有益的涂料,水性涂料刚刚起步,我们需要做的工作还有很多,必须在今后的工作中,不忘保护环境的初衷、保证产品质量、设计需求,综合考虑多种复杂因素,把水性涂料开发工作做实。

")



